Okay
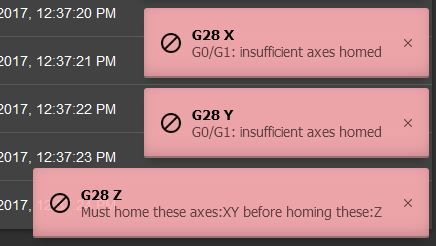
reading through the notes I found what the issue was.
"On Cartesian and CoreXY printers, normal G0 and G1 moves are no longer allowed before the corresponding axes have been homed. In particular, if your homex.g, homey.g and homeall.g files raise Z a little at the start and lower it at the end, you will need to add the S2 parameter to those G1 Z moves. Otherwise the G1 Z move will be refused unless Z has already been homed and the homing macro will be terminated."
I had to add the S2 to the end of my first G1 command in the homex.g file along with the other home files
; homex.g
; called to home the X axis
G91 ;Set to Relative Positioning
G1 Z5 F1000 S2 ; Lift Z relative to current position
G90 ;Back to absolute positioning
G1 X-225 F1800 S1 ; Move quickly to X axis endstop and stop there (first pass)
G91 ;Set to Relative Positioning
G1 X5 F6000 ; Go back a few mm
G90 ;Back to absolute positioning
G1 X-225 F360 S1 ; Move slowly to X axis endstop once more (second pass)
G91 ;Set to Relative Positioning
G1 Z-5 F1000 ; Lower Z again
G90 ;Back to absolute positioning
Hopefully somebody else upgrading finds this useful.