Hello. Sorry for my silence.
I have broken my glass bed. Waiting for the new one to do new tests.
And the new one will be this bed https://flex3drive.com/product/printbite/?attribute_size=Ø+250mm&attribute_colour=Clear&attribute_graphic=Plain&attribute_texture=Matt
Posts made by Viald
-
RE: Better result with autocalibration ?posted in Tuning and tweaking
-
RE: Better result with autocalibration ?posted in Tuning and tweaking
@Danal Thank you for your help. Unfortunately I don't know my rods length and my caliper is too small.
They are not original Hayden Huntley ones but they are the same.
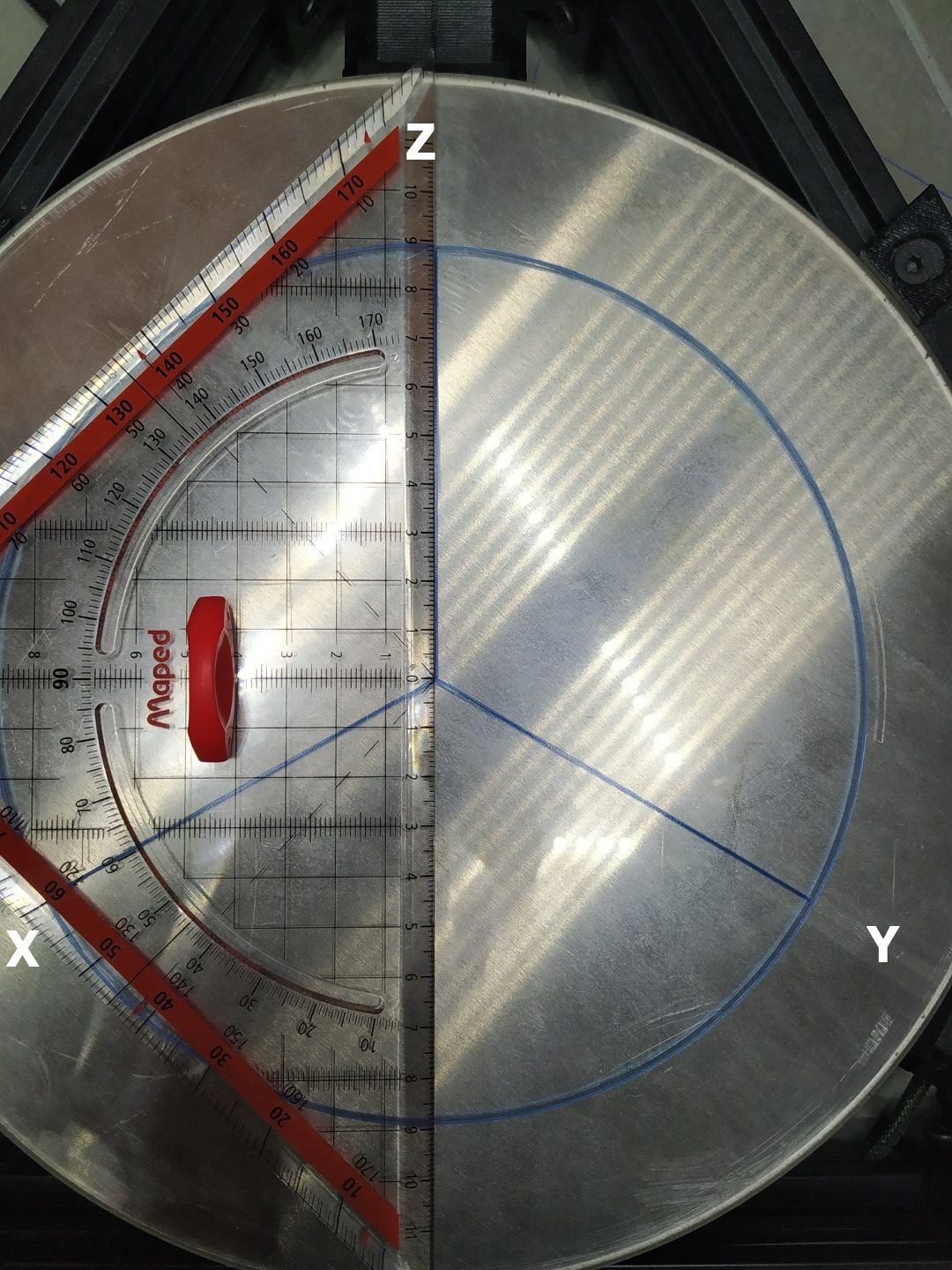
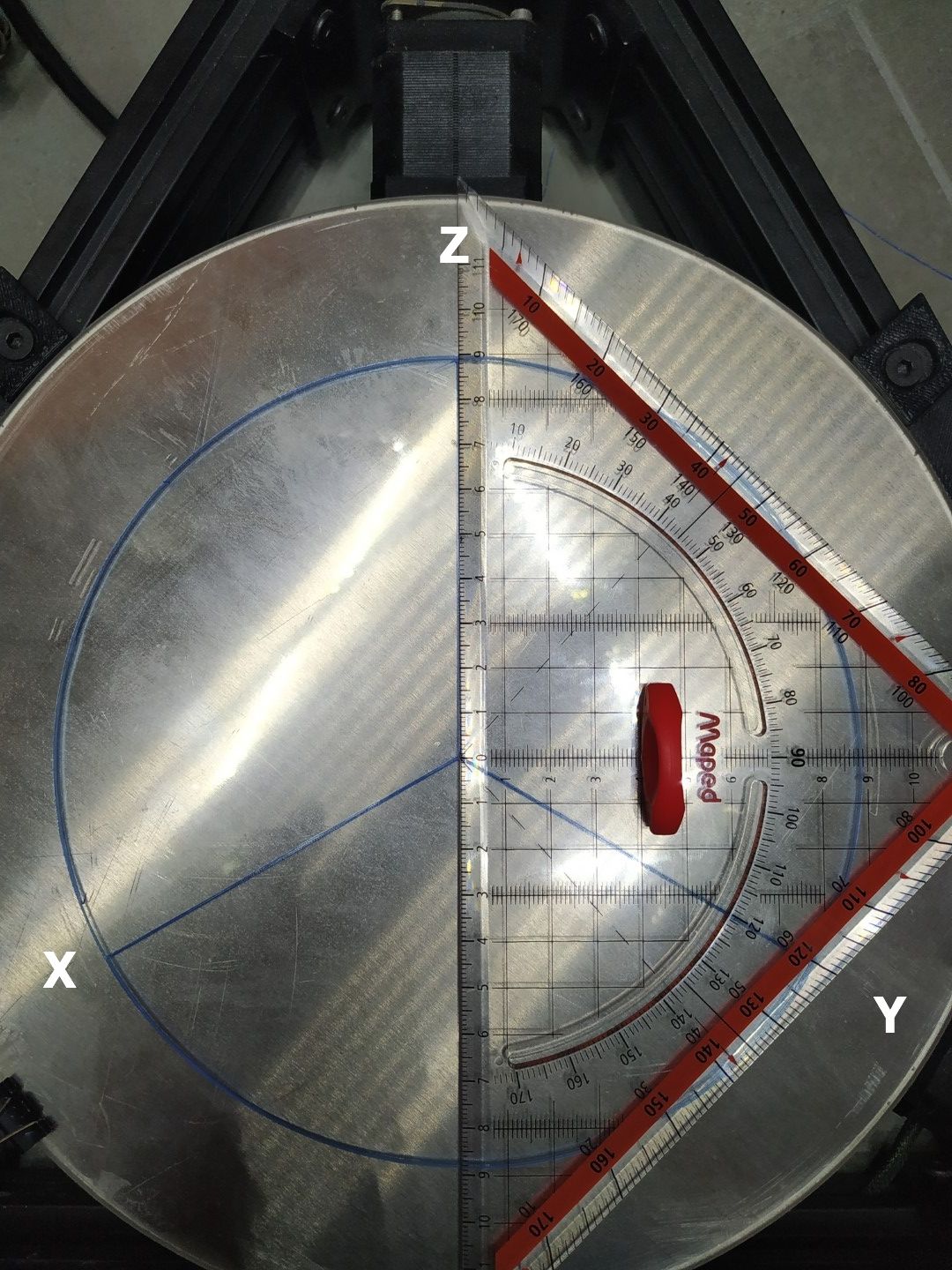
I agree with you, autocalibration is not perfect and the rod length has too much difference after each autocalibration. And I guess that the rod length is the most critical settings for good calibration.I tried to measure the rod length of each one using this method.
For each tower:- I fix my caliper on the tower. It's perpendicular to the tower.
- The end of the caliper is touching the head.
- I move the head 50 mm along the axis of the tower to the tower
Tower Y exemple G1 X25.98 Y-15 G1 X69.282 Y-40- Then I change the setting of the rod length and measure again until the head move the right distance.
Here is an exemple for the Y tower
Not sure than this method is the best one and if it's accurate enough. But I was surprised when I read from one autocalibration quite the same result.
As you can see, printing using this settings shows that the 120° angle are wrong. 100x100 square is not really square and 100mm round piece is not really round as well.
What about manually changing M665 X,Y and Z settings ?
-
RE: Better result with autocalibration ?posted in Tuning and tweaking
@Phaedrux Thank you. I know it and I did my best by following this methods many time. The main difficulties is to find what you really have to fix according the issue you face. I have checked everything many time, and for sure touching the hardware add sometime new issue.
-
RE: Random disconnects DuetWifi 3.01 RC12posted in Beta Firmware
Tested with Chrome, no disconnection at all
")
-
RE: Random disconnects DuetWifi 3.01 RC12posted in Beta Firmware
@Phaedrux Thank you. Perhaps it's due to the browser but It doesn't happen before the upgrade with the same browser.
I will check with another browser and let you know. -
RE: Random disconnects DuetWifi 3.01 RC12posted in Beta Firmware
Hello.
I have the same issue since I upgrade to 2.05.1.
I run before 2.04 betaWhen I switch to another tab of my browser and then go back few second later to the Duet one, the UI is disconnected, and then connected back automatically
Connection interrupted, attempting to reconnect... HTTP request timed out -
Better result with autocalibration ?posted in Tuning and tweaking
Hello.
I need your knowledge and experience about autocalibration on delta printer.Below are my steps of autocalibration.
Initial settings
M665 L288.6:288.6:288.6 R170 H261.6 B114.0 X0 Y0 Z0.000 M666 X0 Y0 Z0 A0 B01st autocalibration
G32 Calibrated 7 factors using 13 points, deviation before 0.367 after 0.010 M665 L291.540:291.540:291.540 R171.633 H261.667 B114.0 X-0.351 Y-0.271 Z0.000 M666 X0.958 Y-1.234 Z0.276 A0.00 B0.002nd autocalibration
G32 Calibrated 7 factors using 13 points, deviation before 0.009 after 0.009 M665 L291.684:291.684:291.684 R171.682 H261.665 B114.0 X-0.350 Y-0.278 Z0.000 M666 X0.963 Y-1.236 Z0.273 A0.00 B0.003rd
G32 Calibrated 7 factors using 13 points, deviation before 0.012 after 0.010 M665 L291.670:291.670:291.670 R171.679 H261.660 B114.0 X-0.337 Y-0.253 Z0.000 M666 X0.953 Y-1.229 Z0.276 A0.00 B0.00Last one
G32 Calibrated 7 factors using 13 points, deviation before 0.010 after 0.009 M665 L291.669:291.669:291.669 R171.687 H261.659 B114.0 X-0.327 Y-0.234 Z0.000 M666 X0.933 Y-1.218 Z0.285 A0.00 B0.00And then Mesh Compensation
21 points probed, min error -0.015, max error 0.065, mean 0.011, deviation 0.026According to me it looks good, it could be better but it should run well.
So I printed this STL file to test the angle between each tower.
I have 2 questions:
1/ What is your opinion about the result of autocalibration and mesh compensation ?
2/ If you zoom in, you can see that the angle correction is not perfect and can affect the squareness of big prints. Autocalibration seems not to be able to do better. Is there a way to have perfect correction ?Thank you.
-
RE: Delta calibration failedposted in Tuning and tweaking
@peirof Yes sure, Before doing an autocompensation I always did autocalibration. My first goal is to have a good autocalibration.
@dc42 As I'm not able to solve the effector tilt effect on the edge of the bed, I set in the beg.g a radius of 70 mm instead of 140 using 13 points (This is the radius of the calibration tool above)
G30 P0 X0.00 Y70.00 Z-99999 H0 G30 P1 X35.00 Y60.62 Z-99999 H0 G30 P2 X60.62 Y35.00 Z-99999 H0 G30 P3 X70.00 Y0.00 Z-99999 H0 G30 P4 X60.62 Y-35.00 Z-99999 H0 G30 P5 X35.00 Y-60.62 Z-99999 H0 G30 P6 X0.00 Y-70.00 Z-99999 H0 G30 P7 X-35.00 Y-60.62 Z-99999 H0 G30 P8 X-60.62 Y-35.00 Z-99999 H0 G30 P9 X-70.00 Y-0.00 Z-99999 H0 G30 P10 X-60.62 Y35.00 Z-99999 H0 G30 P11 X-35.00 Y60.62 Z-99999 H0 G30 P12 X0 Y0 Z-99999 S7Here is the result of 2 autocalibrations
14:32:51 M666 Endstop adjustments X-0.31 Y0.60 Z-0.29, tilt X0.62% Y0.12% 14:32:48 M665 Diagonal 287.262, delta radius 169.759, homed height 227.619, bed radius 114.0, X -0.516°, Y -0.286°, Z 0.000° 14:32:27 G32 Calibrated 7 factors using 13 points, deviation before 0.009 after 0.006 14:31:53 M666 Endstop adjustments X-0.30 Y0.57 Z-0.28, tilt X0.62% Y0.12% 14:31:49 M665 Diagonal 286.994, delta radius 169.712, homed height 227.628, bed radius 114.0, X -0.554°, Y -0.313°, Z 0.000° 14:31:31 G32 Calibrated 7 factors using 13 points, deviation before 0.244 after 0.004And the result of Autocompensation

When I print the calibration tool. Angles between Y/X and Y/Z are almost perfect. But the distance are still wrong. X 49.86 Y 50.50 Z 50.23
-
RE: Delta calibration failedposted in Tuning and tweaking
Step by step checks
Towers must be parallel to each other
My Delta has metal corners. I have checked spacing with a caliper at bottom, top and half way. the max difference between 2 towers is less than 0.2mmBed should be at right angles to the towers in both X and Y directions
I have checked with a square, the bed is perpendicular to the 3 towersAll 6 rods must be the same length, measured between bearing centres
Checked, see above.The spacing between the bearings at the top of a pair of rods must be exactly the same as the spacing between the bearings at the bottom
Corrected, see aboveThe joints must have enough angle of movement to allow the nozzle to reach all of the printable area
I use magnetic balls, not an issue.The two bearings on each carriage must be at the same height
Should be by design, I don't know how to check.Carriages must not be rotated or warped about the Z axis
It should not be my case. Check the video with the bulls-eye level. I suppose If one of the carriage has this issue, the level should move during mouvement along the Z axe.There must be no play in the joints
I use magnetic ballsI have printed this calibration tool https://www.thingiverse.com/thing:745523

M665 L289.536 R170.677 H227.388 B114.0 X-0.504 Y-0.516 Z0.000
It seems that autocalibration failed to correct the Y tower position. And it seems that I have a rod length error as well, but all lengths are equal
-
RE: Delta calibration failedposted in Tuning and tweaking
The result is better, mostly for the first layer but it could be improved further.
What are the other reasons which can tilt the effector ?I have printed a large rectangular object which should measure 120x170mm, but in fact the print is smaller and not rectangular, the shape is trapezoid

Only the height is correct. -
RE: Delta calibration failedposted in Tuning and tweaking
And Voilà !!!!
Look at this That's much better compare to the previous one :))G32 Calibrated 7 factors using 19 points, deviation before 0.022 after 0.021M665 Diagonal 289.536, delta radius 170.580, homed height 229.474, bed radius 114.0, X -0.089°, Y -0.175°, Z 0.000°And the rod length is quite the same compare to measurement I did.

The distance between balls of the carriage and balls of the effector was not the same. The max difference was 0.9mm
The carriages of my printer have a screw to tight them much or less on the V-slot profile. But when you tight them you change the distance between the 2 balls, which cause a major issue on the geometry of the printer.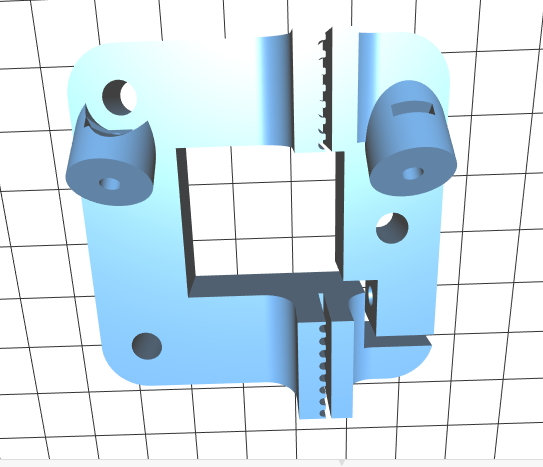
I still have a small tilt effect on the effector, but I think that the precision should be now enough to print large parts.
I'll give a try and let you know. -
RE: Trigger height compensationposted in General Discussion
@dc42 I think so
I have checked again probing height at X0 Y0
I have set the FSR board at the max sensitivity level which is 0.95V, by default the level is 0.92V09:19:32M98 P"0:/macros/Calibration/Z0 Delta" Stopped at height -0.024 mm 09:19:26M98 P"0:/macros/Calibration/Z0 Delta" Stopped at height -0.024 mm 09:19:20M98 P"0:/macros/Calibration/Z0 Delta" Stopped at height -0.024 mm 09:19:15M98 P"0:/macros/Calibration/Z0 Delta" Stopped at height -0.029 mm 09:19:09M98 P"0:/macros/Calibration/Z0 Delta" Stopped at height -0.024 mm 09:18:59M98 P"0:/macros/Calibration/Z0 Delta" Stopped at height -0.024 mm 09:18:40M98 P"0:/macros/Calibration/Z0 Delta" Stopped at height -0.044 mmIt's even better -0.024
I noticed that each time I did this test, the first measure (-0.044) is always lower than the others. This is why when I probe the bed, I did it several times (M558 P5 X0 Y0 Z0 H1.5 I1 T15000 F50 A5 S0.01)
-
RE: Delta calibration failedposted in Tuning and tweaking
As my caliper is not large enough to measure the magnetic arms length, I made this tool to compare the length.

I took one arm length as a reference and compare it to others, here is the result:
1/ Ref (0.00)
2/ +0.02
3/ -0.03
4/ -0.04
5/ 0.00
6/ 0.00I guess that this is good enough, and my issue does not come from the arms length.
Arms are good
To check if the autocalibration is correct, I measure as precise as possible the length in 3 parts

The sphere diameter is 9.41, so the arm length is 213.64 + 42.55 + 42.53 - 9.41 = 289.31
The autocalibration (S7) always find a longer length around 291.786M665 Diagonal 291.786, delta radius 171.632, homed height 229.294, bed radius 114.0, X -0.180°, Y -0.129°, Z 0.000°So I decided to fixe the real length in config.g and did multiple S6 autocalibration
That's the best I can have:G32 Calibrated 6 factors using 19 points, deviation before 0.078 after 0.077M665 L289.300 R170.748 H229.244 B114.0 X-0.167 Y-0.125 Z0.000 M666 X0.135 Y0.152 Z-0.287 A0.30 B0.19@dc42 I bought circular spirit level, I first checked the bed level which is perfect.
Check the video https://dai.ly/k4fXd07BAdjzOztaR39Bed is good
Then I put the level on the effector, adjusted its level at X0 Y0 and move to each tower, below is the result:




The video link https://dai.ly/k50wYDzWkYziSLtb1Nv
What ever the Z position is, I have exactly the same levelling, and moving along the Z axe, the levelling does neither not change.
But, actually the effector is tilting when it's close to each tower. For sure this is the issue, but where does it come from ?

Thanks for your help.
-
RE: Trigger height compensationposted in General Discussion
@dc42 You are right, but as my Delta uses 3 FSR sensors, the nozzle and the probe are exactly the same.
This is why I suspect something wrong with G30 P0 X0 Y0 Z-99999 S-1 -
RE: Trigger height compensationposted in General Discussion
I homed and probe Z at the same position X0 Y0. I don't think this a variation in the trigger height, because I checked several times the trigger height at X0 Y0. And when I specified H parameter for G30 like this
G30 P0 X0 Y0 Z-99999 H0.03 S-1
I get this result each time
G32 bed probe heights: 0.005, mean 0.005, deviation from mean 0.000
As soon as my delta will be ready again, I'll do new tests changing Z setting in G31 P500 X0 Y0 Z-0.05 to confirm that this value is taking into account by G30 P0 X0 Y0 Z-99999 S-1 command.
Thanks
-
RE: Delta calibration failedposted in Tuning and tweaking
Yes I read it several times. The bulls-eye spirit level is a very good idea, If the result is not correct, I think It won't be easy to interpret the feedback.
If the bubble is fixed during effector mouvements, the issue clearly comes from the bed, at the opposite it could comes from too many things.I'm currently trying to compare rods length with a micrometer. I'm going step by step, because I'm lost.
-
RE: Delta calibration failedposted in Tuning and tweaking
Thanks. I already read this interesting information, but none of the effects exposed are precisely mine. It seems that my issue is a combination of multiple error effects.
I think, I should start with the rod length effect. I should precisely manually measure each of them, and check is they are equal.
But they are about 290mm long and my caliper is not large enough
-
RE: Delta calibration failedposted in Tuning and tweaking
In fact, the first layer is still no so good, so I still try to improve the precision of the Delta.
I have completely disassembled the delta and check each part.
I have rebuild it, calibrated again and again for in fact having the same poor calibration resultG32 Calibrated 6 factors using 19 points, deviation before 0.068 after 0.067
The default seems to be symmetrical and I have absolutely no idea where it comes from.
I switched the connection of the stepper and end switch on the board, X ->Y, Y->Z and Z->X, and did another calibration.
I supposed that the height map will also rotate 90°, actually not, the height map has exactly the same symmetrical default in the same direction
What could it mean ? This Delta makes me crazy

-
RE: Noise from motorsposted in General Discussion
@nhof said in Noise from motors:
When you say 'recalibrated aluminum frame' what do you mean?
If you changed the way parts are connected or tightened them, the frame could be resonating differently than before which could cause more audible noise.
You're fully right ! It was a resonating issue. I disassembled and assembled again all parts of the 3D printer, and the silence is back
Thank you.
-
RE: Trigger height compensationposted in General Discussion
So, if it uses the trigger height defined by the G31 Z parameter, why I have such error (0.03) when probing only the center ?
G31 P500 X0 Y0 Z-0.05
G30 P0 X0 Y0 Z-99999 S-1
G32 bed probe heights: 0.03, mean 0.03, deviation from mean 0.000