@tas Thank you very much.
Posts made by TRATOON
-
RE: Connecting a specific Accelerometer to Duet 2 Wifiposted in Duet Hardware and wiring
@tas Could you post your wiring on both accelerometer and Duet and also what are you using for accelerometer for? Input shaping? If so, do you know if the Duet takes live input from the accelerometer and changes input shaping for each movement, also do you notice a significant improvement in print quality? Also, what is the boards orientation and what is your I value (for input shaping if you are using it, as mentioned here https://docs.duet3d.com/User_manual/Connecting_hardware/Sensors_Accelerometer)
-
Connecting a specific Accelerometer to Duet 2 Wifiposted in Duet Hardware and wiring
Hello, I plan on installing this accelerometer to my 3D printer with a Duet 2 Wifi. I was wondering if this specific one would work and if it would be possible to use the in-built temp sensor and if the DSH version is worth it compared to sparkfuns DH, I plan on using it for input shaping. Also, in the docs, a ribbon cable is used, however, I though ribbon cables can really only be used for short distances and I have a Ender 5 Plus (500mm^2) and if there is any way to get around that.
-
RE: Rough print finish and dimensional inaccuracyposted in Tuning and tweaking
@mrehorstdmd How tight should the belts be I'm using exoslide so I will reach out to him to see if any of the exoslide parts can cause this problem, also what are some areas where wobble might be common?
-
RE: Rough print finish and dimensional inaccuracyposted in Tuning and tweaking
@mrehorstdmd I just finish printing my part with a .2mm layer and .3mm for initial layer with a .4 nozzle and line width of .4. I also added the motor line as @gloomyandy pointed out and reset my steps for motors to 80,80,800. Now, my print quality is better, but there are still some ridges however I noticed they only occur on the left side of the x axis (facing printer from front). The corner thing is still mildly present and then there are these lines on the surface of print (circled). The face of the part in the image you can see was printed in the back of the printer. I calibrated only E-Steps, should I calibrate flow as well?

-
RE: Rough print finish and dimensional inaccuracyposted in Tuning and tweaking
@mrehorstdmd No it is just 800m/s no upstepping. So you are saying I set it back to 800m/s and I will be fine printing at 0.2 mm and 0.35mm as both of those are divisible evenly by 1.25um?
-
RE: Rough print finish and dimensional inaccuracyposted in Tuning and tweaking
@mrehorstdmd I am was using 10000mm/s/s for acceleration in cura and 80mm/s for speed but I reduced it to 2750 for acceleration and 60mm/s for speed and I saw a little improvement. iam nost sure what pressure advance is.
-
RE: Rough print finish and dimensional inaccuracyposted in Tuning and tweaking
@mrehorstdmd What is step multiples for layer thickness? What layer height should I be using for 80,80,800?
-
RE: Rough print finish and dimensional inaccuracyposted in Tuning and tweaking
@gloomyandy Yes the values are supposed to be 80,80,800. However, I thought it was common practice to calibrate these values which is how I reached these values.
-
RE: Rough print finish and dimensional inaccuracyposted in Tuning and tweaking
@mrehorstdmd My layer height is 0.2 mm and 0.3 mm for first layer.
-
RE: Rough print finish and dimensional inaccuracyposted in Tuning and tweaking
@moth4017 The whole part has a rough finish it is just worse along the X axis and this problem seems to get worse the bigger the part is. A 20mm calibration cube has an almost perfect finish but anything bigger than that has a rougher finish. But yes, the worst side is always along the X axis.
-
RE: Rough print finish and dimensional inaccuracyposted in Tuning and tweaking
@Phaedrux No, and I don't really want to because there are a lot of settings that would need to be changed and I'm not sure if it would behave the same.
-
RE: Rough print finish and dimensional inaccuracyposted in Tuning and tweaking
@dc42 No the layers are just coming out at both sides of X axis it is not where one side overhangs and then that same layer is indented on other side. For example, at the bottom left side, it is pretty much perfectly smooth, but on the right side, only some of those layers are protruding. For some reason, one side of the X axis is always smooth while the other is only slightly rough. And also, at the corners, a part sticks out, "corner ridges".
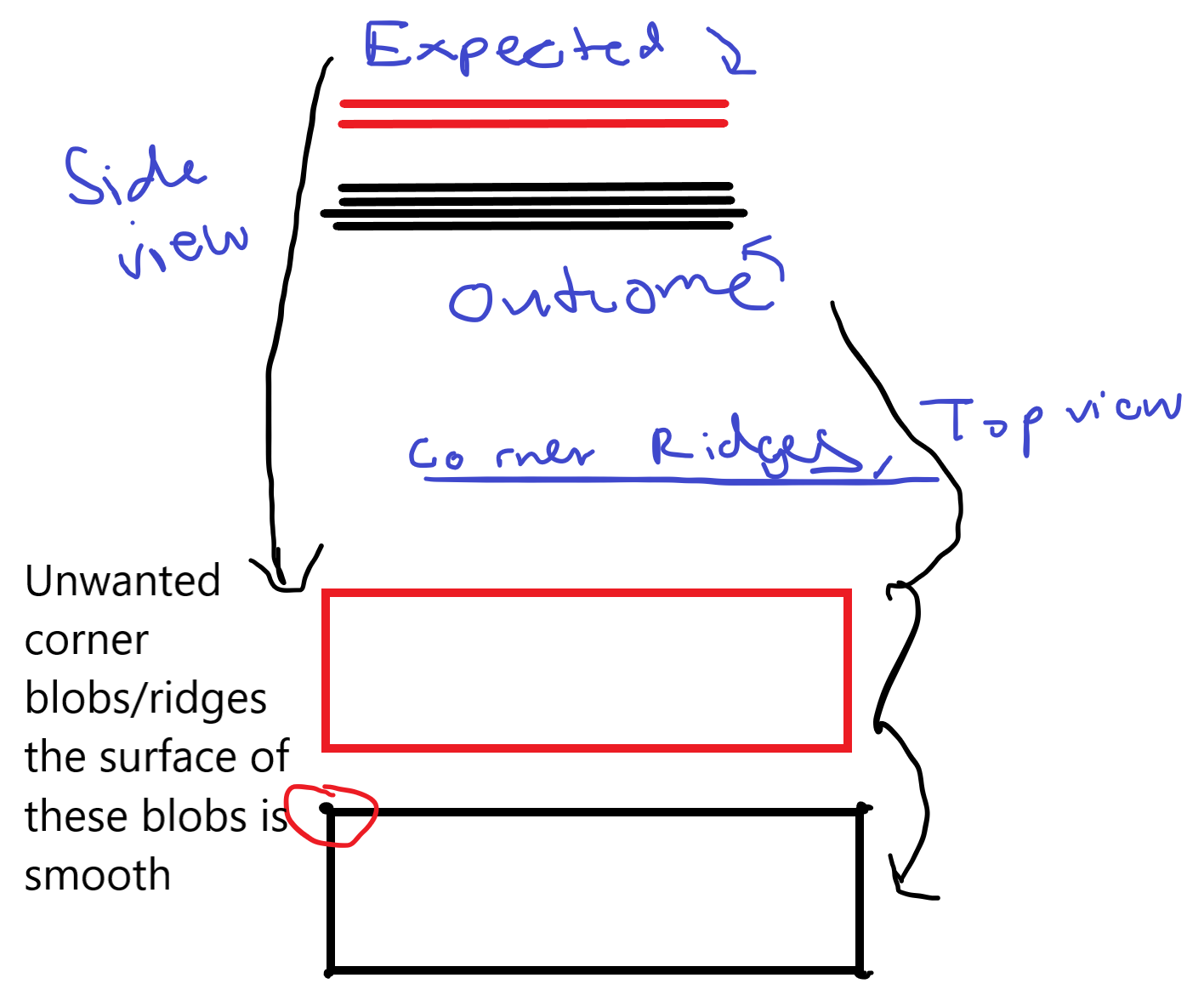 The first part shows the roughness, and the bottom shows these corner ridges that add to dimensional inaccuracy.
The first part shows the roughness, and the bottom shows these corner ridges that add to dimensional inaccuracy. -
RE: Rough print finish and dimensional inaccuracyposted in Tuning and tweaking
@TRATOON I also just noticed the dimensional inaccuracies are along the x axis, everything the y axis does is fine.
-
Rough print finish and dimensional inaccuracyposted in Tuning and tweaking
Hello, I have modified my Ender 5 Plus with a Duet 3 with an E3D Hemera and Volcano. I am getting a rough finish which looks unappealing and causes dimensional inaccuracy. I have leveled the bed, tensioned the belts, calibrated E-Steps, calibrated XYZ steps using calibration cube, and calibrated flow. With a maximum deviation of +-0.03mm, which is tolerable. However, I am still having poor print quality. I am attaching photos and have highlighted problem areas. My config.g:
- ; Configuration file for Duet 3 MB 6HC (firmware version 3.3) ; executed by the firmware on start-up ; ; generated by RepRapFirmware Configuration Tool v3.3.12 on Mon Sep 05 2022 02:51:18 GMT-0700 (Pacific Daylight Time) G4 S5 ; General preferences G90 ; send absolute coordinates... M83 ; ...but relative extruder moves M550 P"Duet 3" ; set printer name ; Drives M569 P0.0 S1 ; physical drive 0.0 goes forwards M569 P0.1 S1 ; physical drive 0.1 goes forwards M569 P0.2 S1 ; physical drive 0.2 goes forwards M569 P121.0 S0 ; physical drive 121.0 goes forwards M584 X0.0 Y0.1 Z0.2:0.3 E121.0 ; set drive mapping M350 X16 Y16 Z16 E16 I1 ; configure microstepping with interpolation M92 X79.9 Y79.8 Z798.929 E409 ; set steps per mm M566 X900.00 Y900.00 Z60.00 E3000 ; set maximum instantaneous speed changes (mm/min) M203 X6000.00 Y6000.00 Z180.00 E7200 ; set maximum speeds (mm/min) M201 X500.00 Y500.00 Z20.00 E6000 ; set accelerations (mm/s^2) M906 X800 Y800 Z800 E1100 I30 ; set motor currents (mA) and motor idle factor in per cent M84 S30 ; Set idle timeout ; Set idle timeout M671 X290:290:40:40 Y0:270:0:270 P0.5 ; Axis Limits M208 X0 Y0 Z0 S1 ; set axis minima M208 X295 Y320 Z250 S0 ; set axis maxima ; Endstops M574 X2 S1 P"io0.in" ; configure switch-type (e.g. microswitch) endstop for high end on X via pin io0.in M574 Y2 S1 P"io1.in" ; configure switch-type (e.g. microswitch) endstop for high end on Y via pin io1.in M574 Z1 S2 ; configure Z-probe endstop for low end on Z ; Z-Probe M950 S0 C"121.io0.out" ; create servo pin 0 for BLTouch M558 P9 C"121.io0.in" H5 F600 T12000 A2 S0.03 R0.4 ; set Z probe type to bltouch and the dive height + speeds G31 P500 X-50 Y-15 Z3.9 M557 X15:295 Y5:315 S35 ; define mesh grid M591 D0 P3 C"121.io1.in" R80:140 E7.5 L24.54 S1 ; filament monitor ; Heaters M308 S0 P"temp0" Y"thermistor" T100000 B3950 ; configure sensor 0 as thermistor on pin temp0 M950 H0 C"out0" T0 ; create bed heater output on out0 and map it to sensor 0 M307 H0 B0 S1.00 ; disable bang-bang mode for the bed heater and set PWM limit M140 H0 ; map heated bed to heater 0 M143 H0 S100 ; set temperature limit for heater 0 to 120C M308 S1 P"121.temp0" Y"pt1000" ; configure sensor 1 as PT1000 on pin 121.temp0 M950 H1 C"121.out0" T1 ; create nozzle heater output on 121.out0 and map it to sensor 1 M307 H1 B0 S1.00 ; disable bang-bang mode for heater and set PWM limit M143 H1 S500 ; set temperature limit for heater 1 to 450C ; Fans M950 F0 C"121.out1" Q500 ; create fan 0 on pin 121.out1 and set its frequency M106 P0 C"Print Cooling fan" S0 H-1 ; set fan 0 value. Thermostatic control is turned off M950 F1 C"121.out2" Q500 ; create fan 1 on pin 121.out2 and set its frequency M106 P1 C"Hotend Fan" S1 H1 T45 ; set fan 1 value. Thermostatic control is turned on ; Tools M563 P0 S"E3D Hemera with Volcano" D0 H1 F0 ; define tool 0 G10 P0 X0 Y0 Z0 ; set tool 0 axis offsets G10 P0 R0 S0 ; set initial tool 0 active and standby temperatures to 0C M912 P0 S-10 G4 S5 M591 D0 M570 H1 P15 T30 ; An anomaly on heater 1 must persist for 4 seconds, and must be greater or less than 15C from the setpoint, to raise a heater fault. M501





Cura Profile:
How do I get a smooth finish and make it dimensionally accurate?
-
RE: Head stops after print leaving unwanted blob on print.posted in Duet Hardware and wiring
@dc42 What exactly would that command do? Also, I'm using E3D hemera direct drive are the 2 x 40 mm retractions too much? If so, what should my end Gcode look like the as soon as the print is done it moves to the corner, retracts all the filament out of the hot end, and then cools down?
-
Head stops after print leaving unwanted blob on print.posted in Duet Hardware and wiring
Hello,
Whenever a print finishes, the head stops right above it and then moves in like a minute leaving a blob or melted spot in print. If I keep all settings the same and print in Marlin there is no issue, so my guess is that the firmware is causing something:
End of GCODE FILE:
G1 F1206 X139.468 Y164.051 E2504.73905 G1 F2700 E2503.73905 G0 F15000 X144.707 Y164.051 G0 X153.829 Y164.051 G0 X159.069 Y164.051 G1 F2700 E2504.73905 G1 F1206 X159.069 Y144.45 E2505.38772 ;TIME_ELAPSED:3872.122549 end of print? G1 F2700 E2504.38772 ; this section causing problems??? M140 S0 M204 P500 M204 T500 M566 X600 Y600 M107 G91 ;Relative positioning My end gcode in slicer beigins here G1 E-40 F2400 ;Retract G1 Z15 F2400 ;Raise Z G1 E-40 F2400 ;Retract G90 ;Absolute positioning G1 X290 Y315 ;Present print M106 S0 ;Turn-off fan M104 S0 ;Turn-off hotend M140 S0 ;Turn-off bed M84 X Y E ;Disable all steppers but Z M83 ;relative extrusion mode M104 S0 ;End of Gcode -
RE: Part Cooling Fan not workingposted in Duet Hardware and wiring
@Phaedrux My part cooling fan has + wire to out 1 +VOUT and the - wire to GND it's a two-wire fan.
-
RE: Part Cooling Fan not workingposted in Duet Hardware and wiring
@Phaedrux I have already tried increasing Q value (250, 10, 5000, 1000, 10000, 100000, etc.) I have tried a known good fan, still 100%. I just read this post https://forum.duet3d.com/topic/18350/duet-toolboard-fan-issue and the user had a similar problem they said that they put their fan on the PWM pin. Right now, I have a two-wire fan on out 1 connected to GND and VOUT is this correct or do I switch wiring.
-
RE: Hotend Cooling fan behaving erratically Toolboard 1LCposted in Duet Hardware and wiring
@Surgikill have you had any issues with your print cooling fan? Mine seems to always be running at 100% and doesn't responds to off/slow down commands.