@dc42 PERFECT. I confirm that fix si wortking.
@dc42 PERFECT. I confirm that fix si wortking.
@dc42 - I will try as soon as I get home for the evening. Thanks for the data. 
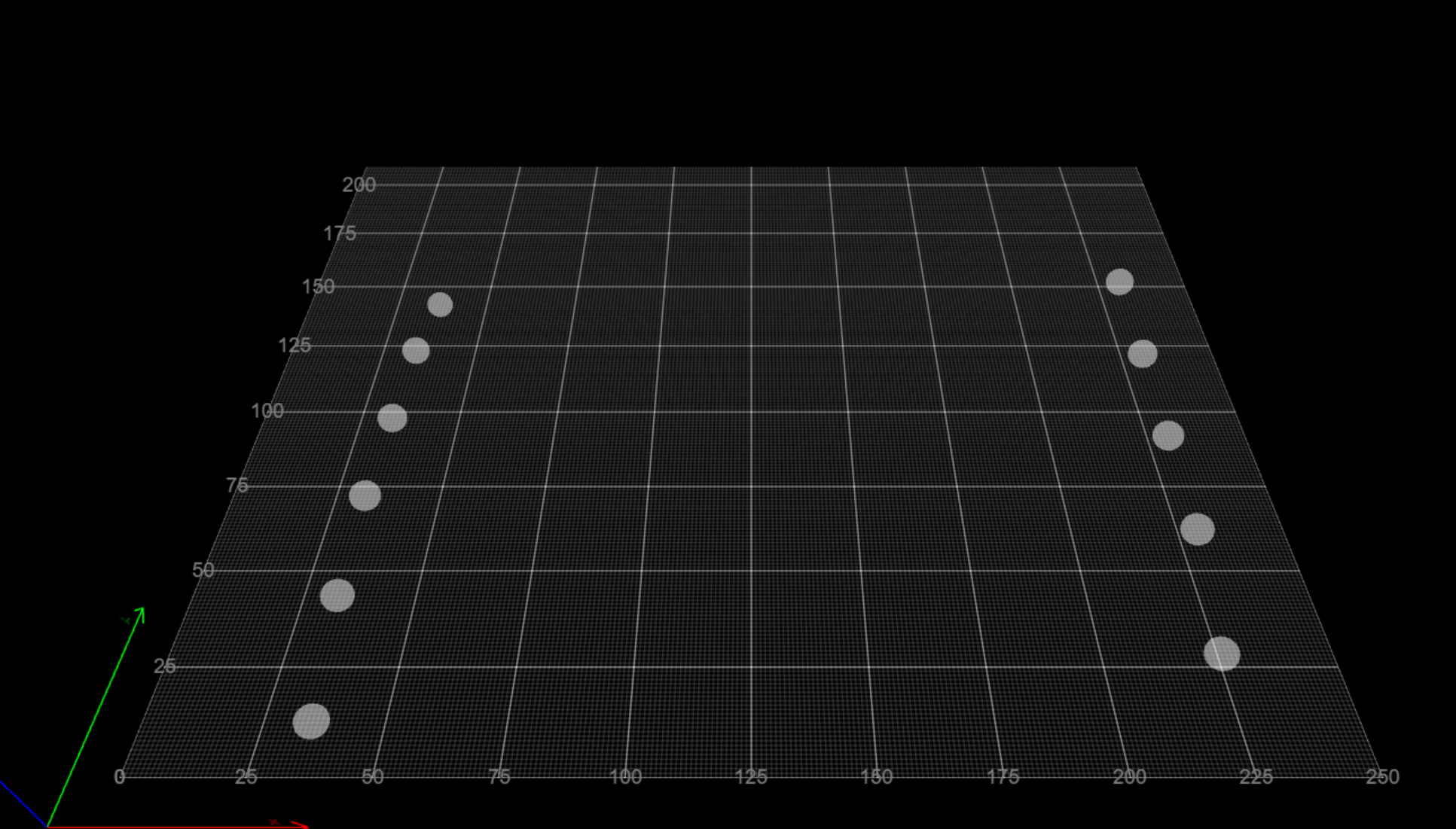
After upgrade from beta 1 scaning Z probe no longer works.
more precisely, it seems to work but it only saves every first point in the X direction.
rolled back to beta 1 and everything works.
It is conected to tool board 1LC. Mainboard Is 6HC with SBC.
; Scanning Z probe
M558 K1 P11 C"120.i2c.ldc1612" F36000 T36000
M308 A"SZP coil" S15 Y"thermistor" P"120.temp0" ; thermistor on coil
G31 K1 Z2 Y-25 ; define probe 1 offsets and trigger height
M558.2 K1 S22 R166864 ; set drive current and reading offset
M557 X25:235 Y25:180 S15 ; Define mesh grid for probe 1 (overwrites probe 0 mesh grid)
11 points probed, min error -0.286, max error -0.066, mean -0.160, deviation 0.066
Height map saved to file 0:/sys/heightmap.csv
@T3P3Tony - I confirm that it is fixed and working normal in RC2. Perfect! Thanks.
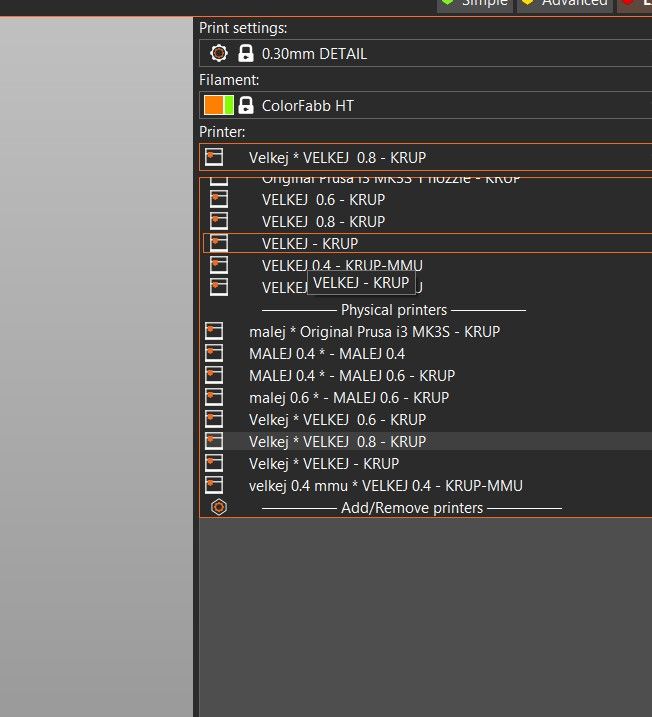
@jens55 - I run on Win10. And yes, no problem with psychical printers. I have 2.
Got to know that you solve problem.
@jens55 - I use PS 2.7 rc1, no problem. Today I download 2.7 final and no problem, to.
I found one thing that is different compared to previous versions. M591 D0 S0 - disables the filamnet monitor, no problem.
M591 D0 S1 activates the filament monitor. however, if this gcode is called while printing is in progress, printing will pause as if a filament error had occurred.
Since I use this in tool change macros, it's a problem. On beta4, no problem
SBC, 6HC.
Tpost.g
; tpost0.g
; called after tool 0 has been selected
;
; generated by RepRapFirmware Configuration Tool v3.3.10 on Sun Nov 28 2021 11:48:24 GMT+0100 (Středoevropský standardní čas)
; Wait for set temperatures to be reached
;M116 P0
;var ukulele = 2
;echo var.ukulele
;G4 S5
;set var.ukulele = 1
;echo var.ukulele
;if var.ukulele = 1
var ukulele = 0
G91
M83
M572 D0 S0
while sensors.gpIn[2].value = 0
G1 U1 E1 F500
set var.ukulele = var.ukulele + 1
M400
if var.ukulele > 50
set global.beepbeep1 = 1
M291 P"T0 nasunuti druhe"S2 U1 V1 W1
set global.beepbeep1 = 0
break
G1 U25 E25
;-----------------------------------------------------------------------------------
if sensors.gpIn[2].value = 1;
G90
G1 V21
M83
M400
G1 E15
if sensors.gpIn[2].value = 0 || sensors.gpIn[1].value = 0
; M118 P0 S"Nepovedlo se!" L2
set global.beepbeep1 = 1
M291 P"T0 final kontrola"S2 U1 V1 W1
set global.beepbeep1 = 0
G1 V21
M400
; M25
;else
; M118 P0 S"Filament v selektoru!" L2
M42 P3 S0
G4 P200
M42 P4 S0
G4 P200
M42 P5 S1
G4 P200
M42 P6 S1
G4 P200
G92 E0
G90
M83
G1 V21
;M584 P5
M106 S{global.fuufuu1}
M591 D0 S1
Tfree.g
; tfree0.g
; called when tool 0 is freed
;
; generated by RepRapFirmware Configuration Tool v3.3.10 on Sun Nov 28 2021 11:48:24 GMT+0100 (Středoevropský standardní čas)
;342 U osa od finda na hranu posun/strih
;1220 U osa od finda po bontech kolecka
;-880 U osa od koleček k posun/strih
; 1 - 1
; 5 - 15
; 8 - 29
; 12 - 43
; 15 - 57
M581 T7 P-1 ; delete triger
set global.fuufuu1 = fans[0].actualValue
M106 S0.3
;M584 P6
G4 P200
var ukulele = 0
M591 D0 S0
M400
M280 P2 S168
M280 P1 S140
G90
G1 V1 F500
M400
G91
M83
G1 E-40 U-40
M400
while sensors.gpIn[2].value = 1
G1 E-1 U-1
M400
set var.ukulele = var.ukulele + 1
if var.ukulele > 50
set global.beepbeep1 = 1
M291 P"T0 vysunuti extruder" S2 U1 V1 W1
set global.beepbeep1 = 0
; M25
break
G1 U-150 E-150 F1500
M400
if sensors.gpIn[2].value = 1
set global.beepbeep1 = 1
M291 P"T0 vysunuti extruder" S2 U1 V1 W1
set global.beepbeep1 = 0
;G4 S3
G1 U-900 F15000
M400
M280 P2 S4
G1 U235
M400
;if sensors.gpIn[2].value = 1
; M118 P0 S"Nepovedlo se - pred strihem!" L2
; M25
;if sensors.gpIn[2].value = 0
M280 P1 S10
G4 P1000
M280 P1 S140
G4 P200
G91
G1 U-375
set var.ukulele = 0
M400
; G91
while sensors.gpIn[1].value = 1
G1 U-1
M400
if var.ukulele > 50
set global.beepbeep1 = 1
M291 P"T0 vysunuti selektor" S2 U1 V1 W1
set global.beepbeep1 = 0
; M25
break
G1 U-24
G90
G1 V21
G92 U0
M280 P2 S168
if sensors.gpIn[1].value = 1 || sensors.gpIn[2].value = 1
set global.beepbeep1 = 1
M291 P"T0 final kontrola vysunuti" S2 U1 V1 W1
set global.beepbeep1 = 0
; M118 P0 S"Nepovedlo se - konec vysunuti!" L2
; M25
;else
; M118 P0 S"Nepovedlo se!" L2
;var ukulele = 2
;echo var.ukulele
;G4 S5
;set var.ukulele = 1
;echo var.ukulele
;if var.ukulele = 1
Config.g
; Configuration file for Duet 3 (firmware version 3)
; executed by the firmware on start-up
;
; generated by RepRapFirmware Configuration Tool v3.2.3 on Wed Apr 21 2021 11:35:55 GMT+0200 (Středoevropský letní čas)
M81 C"pson"
G4 S1
M80
; General preferences
G90 ; send absolute coordinates...
M83
; ...but relative extruder moves
M550 P"velkej" ; set printer name
G4 S2
; Drives
M584 X0.0 Y0.1 Z0.2:0.3:0.4:0.5 E121.0 U1.0 V1.1 W1.2 ; set drive mapping
M569 P0.0 S1 ; physical drive 0.2 goes backards
M569 P0.1 S0 ; physical drive 0.2 goes forwards
M569 P0.2 S1 ; physical drive 0.2 goes forwards
M569 P0.3 S0 ; physical drive 0.2 goes forwards
M569 P0.4 S1 ; physical drive 0.3 goes forwards
M569 P0.5 S0 ; physical drive 0.2 goes forwards
M569 P1.0 S0 ; physical drive 0.2 goes forwards
M569 P1.1 S0
M569 P1.2 S1
M671 X26:380:380:26 Y20:20:380:380 S10 ; probe mesh
M350 X16 Y16 Z16 E16 I1 I1 U16 V8 W16 ; configure microstepping with interpolation
M92 X142.22 Y142.22 Z400.00 E420.00 U170 V50 W400 ; set steps per mm
M566 X600.00 Y600.00 Z100.00 E1000.00 U300 V50 W60 ; set maximum instantaneous speed changes (mm/min)
M203 X25000.00 Y25000.00 Z4000.00 E2000.00 U8000 V2500 W4000 ; set maximum speeds (mm/min)
M201 X5000.00 Y5000.00 Z250.00 E5000.00 U1500 V500 W300 ; set accelerations (mm/s^2)
M906 X1200 Y2500 Z2500 E450 I40 U700 V750 W700 ; set motor currents (mA) and motor idle factor in per cent
;M569 P40 T2.7:2.7:2.7:2.7
;M569 P41 T2.7:2.7:2.7:2.7
M84 S10 ; Set idle timeout
; Axis Limits
M208 X-5 Y0 Z-0.4 S1 U-50 V0 W0 ; set axis minima
M208 X400 Y400 Z420 S0 U2000 V20.5 W75 ; set axis maxima
; Endstops
M574 X1 S1 P"io2.in" ; configure active-high endstop for low end on X via pin io0.in
M574 Y2 S1 P"io5.in" ; configure active-high endstop for low end on Y via pin io1.in
M574 Z1 S2 ; configure Z-probe endstop for low end on Z
M574 V1 S1 P"1.io3.in"
M574 W1 S1 P"1.io5.in"
; Z-Probe
M950 S0 C"121.io0.out" ; create servo pin 0 for BLTouch
M558 P9 C"^121.io0.in" H5:3 F400 T25000 ; set Z probe type to bltouch and the dive height + speeds
G31 P500 X26 Y0 Z1.05 ; set Z probe trigger value, offset and trigger height
M557 X30:400 Y5:400 S41 ; define mesh grid
; Filament sensor
M591 D0 P3 C"121.io1.in" S1 R50:200 L25 E10 ; MFM on toolboard
; Heaters
M308 S0 P"temp0" Y"thermistor" T100000 B3950 ; configure sensor 0 as thermistor on pin temp0
M950 H0 C"out0" Q10 T0 ; create bed heater output on out0 and map it to sensor 0
M307 H0 B0 R0.161 C1877.2 D21.70 S1.00 ; disable bang-bang mode, set PWM limit
M140 H0 ; map heated bed to heater 0
M143 H0 S120 ; set temperature limit for heater 0 to 120C
M308 S1 P"121.temp0" Y"thermistor" T500000 B4723 C1.19622e-7 ; configure sensor 1 as thermistor on pin temp1
M950 H1 C"121.out0" T1 ; create nozzle heater output on out1 and map it to sensor 1
M307 H1 R2.856 C161.2:95.6 D7.68 S1.00 V24.9 ; disable bang-bang mode for heater and set PWM limit
M143 H1 S300 ; set temperature limit for heater 1 to 300C
;;Sensors
M308 S10 Y"drivers" P"dummy" A"6HC-drivers"
M308 S11 Y"mcu-temp" P"121.dummy" A"1LC temp"
M308 S12 Y"drivers" P"121.dummy" A"1LC driver"
M308 S13 Y"mcu-temp" P"1.dummy" A"3HC temp"
M308 S14 Y"mcu-temp" P"dummy" A"6HC temp"
;inputs
M950 J1 C"1.io0.in" ; FINDA selector log1 - je filament
M950 J2 C"!121.io2.in" ; bontech kolecka log1 - je filament
M950 J3 C"1.io1.in" ; rele kobinace log1 - je filament
M950 J8 C"121.button0"
M950 J9 C"121.button1"
;outputs
M950 P3 C"1.out0"
M950 P4 C"1.out1"
M950 P5 C"1.out2"
M950 P6 C"1.out3"
M42 P3 S0
M42 P4 S0
M42 P5 S0
M42 P6 S0
;sevo pin
M950 S1 C"1.io1.out" Q50
M950 S2 C"1.io4.out" Q50
M280 P1 S140
M280 P2 S165
; trigery
M581 T8 P8 R0 ;trigger vytažení filamentu
M581 T9 P9 R0 ;trigger zavedení filamentu
;CPU temperature calib
M912 P0 S-12
; Fans
M950 F0 C"121.out1" Q500 ; create fan 0 on pin out7 and set its frequency
M106 P0 S0 H-1 ; set fan 0 value. Thermostatic control is turned off
M950 F1 C"121.out2+out2.tach" ; create fan 1 on pin out4 and set its frequency + snimaní otáček
M106 P1 S1 H1 T50 ; set fan 1 value. Thermostatic control is turned on
; Tools
M563 P0 S"Mosquito" D0 H1 F0 ; define tool 0
G10 P0 X0 Y0 Z0 ; set tool 0 axis offsets
G10 P0 R0 S0 ; set initial tool 0 active and standby temperatures to 0C
M563 P1 S"Mosquito" D0 H1 F0 ; define tool 1
G10 P1 X0 Y0 Z0 ; set tool 1 axis offsets
G10 P1 R0 S0 ; set initial tool 1 active and standby temperatures to 0C
M563 P2 S"Mosquito" D0 H1 F0 ; define tool 2
G10 P2 X0 Y0 Z0 ; set tool 2 axis offsets
G10 P2 R0 S0 ; set initial tool 2 active and standby temperatures to 0C
M563 P3 S"Mosquito" D0 H1 F0 ; define tool 3
G10 P3 X0 Y0 Z0 ; set tool 3 axis offsets
G10 P3 R0 S0 ; set initial tool 3 active and standby temperatures to 0C
M563 P4 S"Mosquito" D0 H1 F0 ; define tool 4
G10 P4 X0 Y0 Z0 ; set tool 4 axis offsets
G10 P4 R0 S0
M950 E0 C"led" T1 Q3000000
;M150 X1 Q3000000 ; NEOPIXEL
M150 U120 S15 ; NEOPIXEL
; Custom settings are not defined
M955 P121.0 I42 ; specify orientation of accelerometer on SAMMYC21 with CAN address 121
;Global variables def
if !exists(global.beepbeep1) || global.beepbeep1=null
global beepbeep1=0
else
set global.beepbeep1=0
if !exists(global.fantmr1) || global.fantmr1=null
global fantmr1=0
else
set global.fantmr1=0
if !exists(global.endtemp1) || global.endtemp1=null
global endtemp1=0
else
set global.endtemp1=0
if !exists(global.tiktak1) || global.tiktak1=null
global tiktak1=0
else
set global.tiktak1=0
if !exists(global.fuufuu1) || global.fuufuu1=null
global fuufuu1=0
else
set global.fuufuu1=0
if !exists(global.turnoff1) || global.turnoff1=null
global turnoff1=0
else
set global.turnoff1=0
; Miscellaneous
;T0 ; select first tool
@T3P3Tony - I have a little update on that. There were enough parts to print and of course I ran out of filament. In the meantime, I received the new 6HC v1.02. I upgraded from v1.01 28V supply voltage to 45V. The filament arrived and I continued printing. The error no longer appeared. I have no idea how much difference there is in the FW for version 1.01 and 1.02, but maybe it will help you in your search.

Same here. After Emergency stop, DWC stuck in please wait. Presing reset buton on 6HC bring machine back to life.
6HC + 1LC, SBC.
Solved and no problem with 3.5.0 beta2 and PrusaSlicer 2.5.0
@T3P3Tony - I checked the video again in the afternoon and again nothing interesting. The LED on the MFM blinked normally exactly according to the filament and the print simply paused. Even according to the log, this should not have happened. Ideas?
@PetrKroupa - happened againg. And yes, after manual M591 result is same.

For config etc, it is same printer on my second post woth M929 post.
Just for complete post/problem info.
RepRapFirmware for Duet 3 MB6HC version 3.5beta2 (2023-02-08 15:27:50) running on Duet 3 MB6HC v1.01 (SBC mode)
config:
; Configuration file for Duet 3 (firmware version 3.3)
; executed by the firmware on start-up
;
; generated by RepRapFirmware Configuration Tool v3.3.10 on Sun Nov 28 2021 11:48:23 GMT+0100 (Středoevropský standardní čas)
; General preferences
M81 C"pson"
G4 S1
M80
;M575 P1 S1 B57600 ; enable support for PanelDue
G90 ; send absolute coordinates...
M83 ; ...but relative extruder moves
M550 P"malej" ; set printer name
; Wait a moment for the CAN expansion boards to start
G4 S2
; Network
;M552 P0.0.0.0 S1 ; enable network and acquire dynamic address via DHCP
;M586 P0 S1 ; enable HTTP
;M586 P1 S0 ; disable FTP
;M586 P2 S0 ; disable Telnet
; Drives
M569 P0.0 S1 ; physical drive 0.0 goes forwards
M569 P0.1 S0 ; physical drive 0.1 goes forwards
M569 P0.2 S0
M569 P0.3 S0
;M569 P1.0 S0 ; physical drive 0.2 goes forwards
;M569 P1.1 S0
;M569 P1.2 S1
; physical drive 0.2 goes forward
M569 P121.0 S1 ; physical drive 121.0 goes forwards
M584 X0.0 Y0.1 Z2:3 E121.0 ;U1.0 V1.1 W1.2 ; set drive mapping
M350 X16 Y16 Z16 E16 I1 ;U16 V8 W16 ; configure microstepping with interpolation
M92 X200.00 Y200.00 Z400.00 E420.00 ;U170 V50 W400 ; set steps per mm
M566 X900.00 Y900.00 Z60.00 E400.00 ;U150 V50 W60 ; set maximum instantaneous speed changes (mm/min)
M203 X12000.00 Y12000.00 Z2000.00 E2000.00; U8000 V2500 W4000 ; set maximum speeds (mm/min)
M201 X1500.00 Y1500.00 Z300.00 E5000.00; U1500 V500 W300 ; set accelerations (mm/s^2)
M906 X800 Y800 Z800 E450 I30; U700 V750 W700 ; set motor currents (mA) and motor idle factor in per cent
M84 S30 ; Set idle timeout
M671 X26:240 Y105:105 S10 ; position of Z axis motors
; Axis Limits
M208 X0 Y0 Z0 S1; U-50 V0 W0 ; set axis minima
M208 X250 Y210 Z215 S0; U2000 V20.5 W75 ; set axis maxima
; Endstops
M574 X1 S3 ; configure sensorless endstop for low end on X
M574 Y1 S3 ; configure sensorless endstop for low end on Y
;M574 V1 S1 P"1.io3.in"
;M574 W1 S1 P"1.io5.in"
;M574 V1 S3
;M574 W1 S3
;;;;;;;;;;;;;;;;;;;;;;;;;;
M574 Z1 S2 ; configure Z-probe endstop for low end on Z
M915 X Y R0 F0 H400 S0
;M915 V R0 F0 H200 S2
;M915 W R0 F1 H200 S6
; Z-Probe
M950 S0 C"121.io0.out" ; create servo pin 0 for BLTouch
M558 P9 C"^121.io0.in" H4 F400 T18000 ; set Z probe type to bltouch and the dive height + speeds
G31 P500 X26 Y0 Z1.55 ; set Z probe trigger value, offset and trigger height
M557 X30:250 Y0:210 S35:30 ; define mesh grid
; Filament sensor
M591 D0 P3 C"121.io1.in" S1 R50:200 L25 E10.0 ; MFM config
; Heaters
M308 S0 P"temp0" Y"thermistor" T100000 B4138 ; configure sensor 0 as thermistor on pin temp0
M950 H0 C"out0" Q10 T0 ; create bed heater output on out0 and map it to sensor 0
;M307 H0 B0 R0.161 C1877.2 D21.70 S1.00 V24.9 ; disable bang-bang mode, set PWM limit
M307 H0 B0 R0.311 C426.5 D10.90 S1.00 V26.1
M140 H0 ; map heated bed to heater 0
M143 H0 S120 ; set temperature limit for heater 0 to 120C
M308 S1 P"121.temp0" Y"thermistor" T100000 B4680 C6.455513e-8 ; configure sensor 1 as thermistor on pin temp1
M950 H1 C"121.out0" T1 ; create nozzle heater output on out1 and map it to sensor 1
M307 H1 R3.267 C128.6:76.4 D4.80 S1.00 V25.9 ; disable bang-bang mode for heater and set PWM limit
M143 H1 S300 ; set temperature limit for heater 1 to 300C
;Sensors
M308 S10 Y"drivers" A"6HC-drivers"
M308 S11 Y"mcu-temp" P"121.dummy" A"1LC temp"
M308 S12 Y"drivers" P"121.dummy" A"1LC driver"
;M308 S13 Y"mcu-temp" P"1.dummy" A"3HC temp"
M308 S14 Y"mcu-temp" P"dummy" A"6HC temp"
;inputs
;M950 J1 C"1.io0.in" ; FINDA selector log1 - je filament
M950 J2 C"!121.io2.in" ; bontech kolecka log1 - je filament
;M950 J3 C"1.io1.in" ; rele kobinace log1 - je filament
;M950 J4 C"1.io2.in" ; vstup2 MMU log1 - je filament
;M950 J5 C"1.io3.in" ; vstup3 MMU log1 - je filament
;M950 J6 C"1.io4.in" ; vstup4 MMU log1 - je filament
;M950 J7 C"1.io5.in" ; vstup5 MMU log1 - je filament
M950 J8 C"121.button0"
M950 J9 C"121.button1"
;outputs
;M950 P3 C"1.out0"
;M950 P4 C"1.out1"
;M950 P5 C"1.out2"
;M950 P6 C"1.out3"
;M42 P3 S0
;M42 P4 S0
;M42 P5 S0
;M42 P6 S0
;sevo pin
;M950 S1 C"1.io1.out" Q50
;M950 S2 C"1.io4.out" Q50
;M280 P1 S140
;M280 P2 S165
; trigery
;M581 T2 P3 R1 S1 ;trigger MMU není material
M581 T8 P8 R0 ;trigger vytažení filamentu
M581 T9 P9 R0 ;trigger zavedení filamentu
;CPU temperature calib
M912 P0 S-20
; Fans
M950 F0 C"121.out1" Q500 ; create fan 0 on pin out7 and set its frequency
M106 P0 S0 H-1 ; set fan 0 value. Thermostatic control is turned off
M950 F1 C"121.out2+out2.tach" ; Q500
;M950 F1 C"121.out2+121.out2.tach" ; create fan 1 on pin out4 and set its frequency + snimaní otáček
M106 P1 S1 H1 T50 ; set fan 1 value. Thermostatic control is turned on
; Tools
M563 P0 S"Mosquito" D0 H1 F0 ; define tool 0
G10 P0 X0 Y0 Z0 ; set tool 0 axis offsets
G10 P0 R0 S0 ; set initial tool 0 active and standby temperatures to 0C
;M563 P1 S"Mosquito" D0 H1 F0 ; define tool 1
;G10 P1 X0 Y0 Z0 ; set tool 1 axis offsets
;G10 P1 R0 S0 ; set initial tool 1 active and standby temperatures to 0C
;M563 P2 S"Mosquito" D0 H1 F0 ; define tool 2
;G10 P2 X0 Y0 Z0 ; set tool 2 axis offsets
;G10 P2 R0 S0 ; set initial tool 2 active and standby temperatures to 0C
;M563 P3 S"Mosquito" D0 H1 F0 ; define tool 3
;G10 P3 X0 Y0 Z0 ; set tool 3 axis offsets
;G10 P3 R0 S0 ; set initial tool 3 active and standby temperatures to 0C
;M563 P4 S"Mosquito" D0 H1 F0 ; define tool 4
;G10 P4 X0 Y0 Z0 ; set tool 4 axis offsets
;G10 P4 R0 S0 ; set initial tool 4 active and standby temperatures to 0C
; Custom settings are not defined
M150 X1 Q3000000 ; NEOPIXEL
M150 U120 S15 ; NEOPIXEL
M955 P121.0 I42 ; specify orientation of accelerometer on SAMMYC21 with CAN address 121
if !exists(global.beepbeep1) || global.beepbeep1=null
global beepbeep1=0
else
set global.beepbeep1=0
if !exists(global.fantmr1) || global.fantmr1=null
global fantmr1=0
else
set global.fantmr1=0
if !exists(global.endtemp1) || global.endtemp1=null
global endtemp1=0
else
set global.endtemp1=0
if !exists(global.tiktak1) || global.tiktak1=null
global tiktak1=0
else
set global.tiktak1=0
if !exists(global.fuufuu1) || global.fuufuu1=null
global fuufuu1=0
else
set global.fuufuu1=0
if !exists(global.turnoff1) || global.turnoff1=null
global turnoff1=0
else
set global.turnoff1=0
; Miscellaneous
T0 ; select first tool
@Exerqtor - well here no....
6. 3. 2023 19:17:42 M929 P"2ukulele.txt" S3
Event logging is disabled
6. 3. 2023 19:17:37 M929 P"2ukulele.txt" S2
Event logging is disabled
6. 3. 2023 19:17:35 M929 P"2ukulele.txt" S1
Event logging is disabled
6. 3. 2023 19:17:15 M929 S0
Event logging is disabled
6. 3. 2023 19:15:47 M929 P"ukulele.txt" S2
Event logging is disabled
6. 3. 2023 19:15:44 M929 P"ukulele.txt" S1
Event logging is disabled
6. 3. 2023 19:15:42 M929 P"ukulele.txt" S0
Event logging is disabled
6. 3. 2023 19:15:14 M929 P"ukulele.txt" S3
Event logging is disabled
M929 "file.txt" S1
M929 "file.txt" S2
M929 "file.txt" S3
M929 "file.txt" S0
M929 S1
I tried different combinations but always with the same result.
Event loging is disabled.
Something wrong?
@T3P3Tony - Yes.
Once it happens again. I'll try the M591 manually.
filament-error.g
if sensors.filamentMonitors[0].status = "sensorError"
echo "SensorError-0 Continuing to Print"
if sensors.filamentMonitors[0].status != "sensorError"
M25
set global.beepbeep1 = 1
M591 D0
M118 P0 S"filament error" L2```Let's just say this night was a little choppy. I am printing one color project where there are only 18 tool changes. Start printing without any problems. As soon as the print continued to the upper sections where there are small fillings, the MFM started to get angry. The problem is why? Even according to the log, the set tolerance was not exceeded.
I even have a video showing that nothing bad happened. Ideas?
3/5/2023, 7:28:15 AM M24
Printing resumed
3/5/2023, 7:27:54 AM filament error
3/5/2023, 7:27:54 AM Duet3D rotating magnet filament monitor v3 on pin 121.io1.in, enabled, sensitivity 25.00mm/rev, allow 50% to 200%, check printing moves every 10.0mm, version 3, mag 129 agc 72, measured sensitivity 25.95mm/rev, min 92% max 107% over 8365.7mm
3/5/2023, 7:27:54 AM Printing paused at X206.0 Y189.4 Z24.5 U1294.0 V20.5
3/5/2023, 7:27:49 AM Resume state saved
3/5/2023, 6:36:51 AM M24
Printing resumed
3/5/2023, 6:36:03 AM Duet3D rotating magnet filament monitor v3 on pin 121.io1.in, enabled, sensitivity 25.00mm/rev, allow 50% to 200%, check printing moves every 10.0mm, version 3, mag 129 agc 74, measured sensitivity 25.92mm/rev, min 92% max 108% over 20996.5mm
3/5/2023, 6:36:03 AM filament error
3/5/2023, 6:36:03 AM Printing paused at X26.6 Y280.1 Z23.3 U1294.0 V20.5
3/5/2023, 6:35:57 AM Resume state saved
3/5/2023, 4:27:00 AM M24
Printing resumed
3/5/2023, 4:25:31 AM filament error
3/5/2023, 4:25:31 AM Duet3D rotating magnet filament monitor v3 on pin 121.io1.in, enabled, sensitivity 25.00mm/rev, allow 50% to 200%, check printing moves every 10.0mm, version 3, mag 128 agc 74, measured sensitivity 26.00mm/rev, min 92% max 107% over 31782.1mm
3/5/2023, 4:25:30 AM Printing paused at X150.2 Y224.6 Z20.0 U1294.0 V20.5
3/5/2023, 4:25:27 AM Resume state saved
3/5/2023, 1:12:55 AM M24
Printing resumed
3/5/2023, 1:11:38 AM Duet3D rotating magnet filament monitor v3 on pin 121.io1.in, enabled, sensitivity 25.00mm/rev, allow 50% to 200%, check printing moves every 10.0mm, version 3, mag 128 agc 75, measured sensitivity 25.92mm/rev, min 92% max 107% over 26254.9mm
3/5/2023, 1:11:38 AM filament error
3/5/2023, 1:11:38 AM Printing paused at X357.7 Y138.1 Z14.6 U1294.0 V20.5
3/5/2023, 1:11:34 AM Resume state saved
3/4/2023, 10:32:32 PM M24
Printing resumed
3/4/2023, 10:18:06 PM filament error
3/4/2023, 10:18:06 PM Duet3D rotating magnet filament monitor v3 on pin 121.io1.in, enabled, sensitivity 25.00mm/rev, allow 50% to 200%, check printing moves every 10.0mm, version 3, mag 129 agc 76, measured sensitivity 26.28mm/rev, min 58% max 113% over 119487.3mm
3/4/2023, 10:18:05 PM Printing paused at X357.1 Y138.1 Z10.4 U1294.0 V20.5
3/4/2023, 10:18:00 PM Resume state saved
3/4/2023, 3:47:52 PM Upload of config.g successful after 1s
3/4/2023, 3:46:38 PM m566 e1000
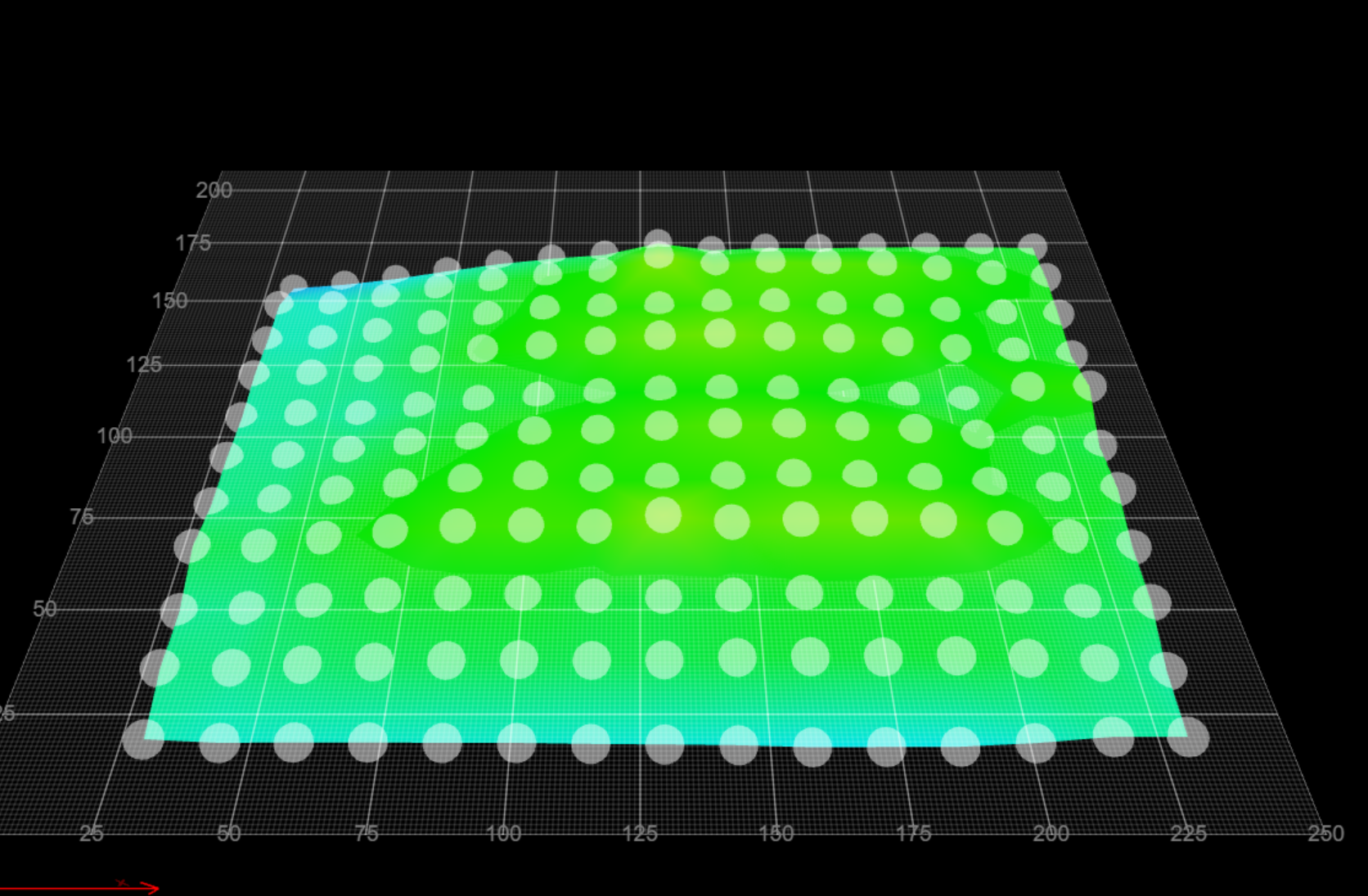
3/4/2023, 8:38:55 AM 100 points probed, min error -0.165, max error 0.413, mean 0.186, deviation 0.099
Height map saved to file 0:/sys/heightmap.csv