Yet another jerk and speed topic....
Anyhow, as I was performing some flow testing last night I came to a halt when I could not raise speed higher than 350mm/s on a 200mm single wall cylinder in vase mode.
Observations
Duet2 Wifi + Duex5
RRF2.05.1
Accel:
X - 20,000
Y - 20,000
E - 3000
Z - 200
Jerk:
X - 700
Y - 700
E - 1000
Z - 50
Starting from 300mm/s and up I could see that some section of the perimeter were being performed at different speed and some vibration was occurring.
The DWC speed indicators were also witnessing that speed variation.
I then tried to raise speed again, but nothing would happened, it was in a lock.
Surface finish was like if the tiny segments from the GCode were amplified.
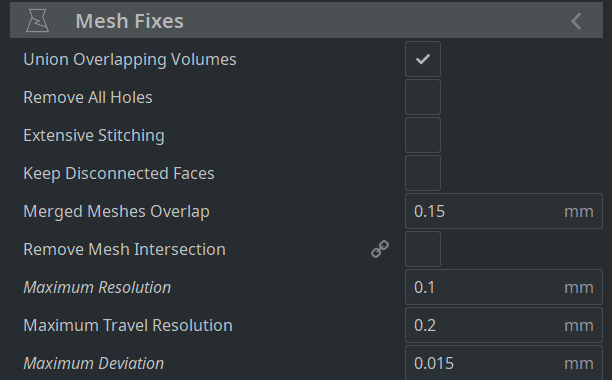
- Here are my resolution settings from Cura (I know 0.1mm resolution might be aggressive):
I then tried something....
I bumped jerk all the way to:
Jerk:
X - 3000
Y - 3000
Magic! speed went up well passed 500mm/s and surface finish was back to normal~ish.
Assumption
Since the GCode little segments are requiring direction change that are so small, the acceleration settings are not used, but jerk is instead.
Question
Is there a way to maintain speed on curves without having to bump jerk? Anything higher than 650-700 triggers step skipping at those accel and speed value.
And the 20000 accel is what allows me to print fast without skipping. Not that fast, but the max I can go with this issue for now: https://youtu.be/ZZDuX6hcd28?t=294
Thank you
Olivier
")



")

