Thanks for reply,
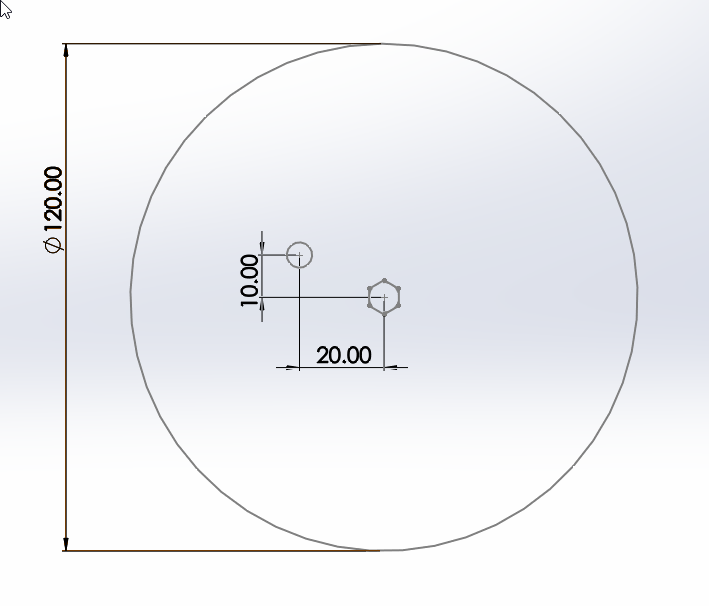
if my image is a top view, with the hexagonal nozzle in the center of the bed, my z-probe is shifted to the top left, the result would be : X-20 Y10?
Thanks for reply,
if my image is a top view, with the hexagonal nozzle in the center of the bed, my z-probe is shifted to the top left, the result would be : X-20 Y10?
Hi,
I have a Z-probe (IR probe) ...with offset (see image)
Should I fill it in under G31? and can you confirm the sign/direction of the offset according to my image?
G31 X20 Y-10
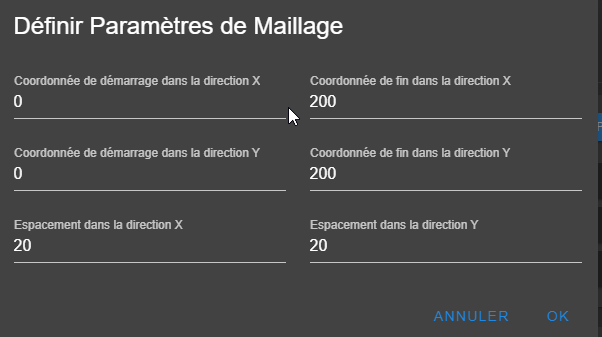
When i generate the bed.g (with http://www.escher3d.com/pages/wizards/wizardbed.php), do I have to fill in the offset as well ?
Thanks.
Ludis
so, i reduce speed (z-probe), and work without error ....
with :
M558 P8 C"zprobe.in+zprobe.mod" H4 F500 T8000 ; R0.2 S0.02 A5
Ludis
@dc42 : Thanks, G32 work well now.
Now, I wanted to make a G29 (I discover...), and after launching G29, in the middle of the bed, it displays an error:
"
G29
Error: Z probe already triggered before probing move started
"
Do you know why?
my parameter in config.g :
M557 R85 S20 ; define mesh grid
In the GUI, the M557 setting parameters (...define zone) do not take over the values from config.g ...what to do?
Thank you.
PS : delta, with bed radius ~100cm
Hi,
After switching to RRF3.0, I can no longer do automatic G32 calibration:
1/ the z-probe measurement is no longer on the web interface ( => it can be displayed with the parameter "return to DWC1")
2/ when I launch G32 , it launches a "manual" z-probe, and not automatic !
My config in config.g :
;
; ***** Z probe and compensation definition *****
M558 P1 F100 T3000 X0 Y0 Z0 H4 ; Z probe is a Smart Effector
G31 P500 X0 Y0 Z1.80 ; Set the zprobe height and threshold for Smart Effector
M557 R85 S20 ; define mesh grid
;
My config in bed.g :
M561 ; clear any bed transform, otherwise homing may be at the wrong height
G28
G30 P0 X0.00 Y80.00 Z-99999 H0
.......................
G30 P15 X0 Y0 Z-99999 S6
;
G1 X0 Y0 Z150 F6000 ; get the head out of the way of the bed
;
M500 ;
G29
Anything changed about the G32 calibration?
Thanks.
Ludis
I did the configuration in the configurator, now I have a "clean" config.g, ...... everything is fine ...with RRF3.
thank you for your help!
Ludis
ok, thanks @droftarts ,
Do you know how import (existing) config.g , ....... and the configurator wants json?
Ludis
Solved :
; Endstops
M574 X2 S1 P"!xstop" ; configure active-high endstop for high end on X via pin xstop
M574 Y2 S1 P"!ystop" ; configure active-high endstop for high end on Y via pin ystop
M574 Z2 S1 P"!zstop" ; configure active-high endstop for high end on Z via pin zstop
Thanks @jay_s_uk
Ludis
...thanks,
Okay, now I've seen that my M574 is wrong... with :
M574 X2 Y2 Z2 S0
Thanks @jay_s_uk ,
Here my test in RRF3 :
#########################
G91 ; use relative positioning
;******* Change F250 in the following line to F2500 when you are finished commissioning
;******* Change 320 in the following to a higher value if your Kossel has taller towers
G1 H1 X320 Y320 Z320 F2500 ; move all carriages up 320mm, stopping at the endstops
G1 X-3 Y-3 Z-3 F2500 H2 ; move all carriages down 3mm
G1 H1 X6 Y6 Z6 F250 ; move carriages slowly up 6mm, stopping at the endstops
G1 Z-5 F2000 ; down a few mm so that we can centre the head
G90 ; back to absolute positioning
G1 X0 Y0 F2000 ; centre the head and set a reasonable feed rate
#########################
the mechanics move down .... Three centimeters, and it stops.
Any ideas? a bad config.g configuration?
during the upgrade RRF2 to 3, I just modified config.g with :
...nothing changed in the mechanics config , right?
Thank you
Hi,
I'm trying to convert my homedelta.g file from RRF2 to RRF3, replacing the S by H, but it doesn't work....
DELTA machine with 1 endstop at the top of each tower.....
the file homedelta.g in RRF2 :
;G1 S1 X320 Y320 Z320 F2500 ; move all carriages up 320mm, stopping at the endstops
;G1 S2 X-3 Y-3 Z-3 ; move all carriages down 3mm
;G1 S1 X6 Y6 Z6 F250 ; move carriages slowly up 6mm, stopping at the endstops
;G1 Z-5 F2000 ; down a few mm so that we can centre the head
;G90 ; back to absolute positioning
;G1 X0 Y0 F2000
Thanks.
Ludis