Hi,
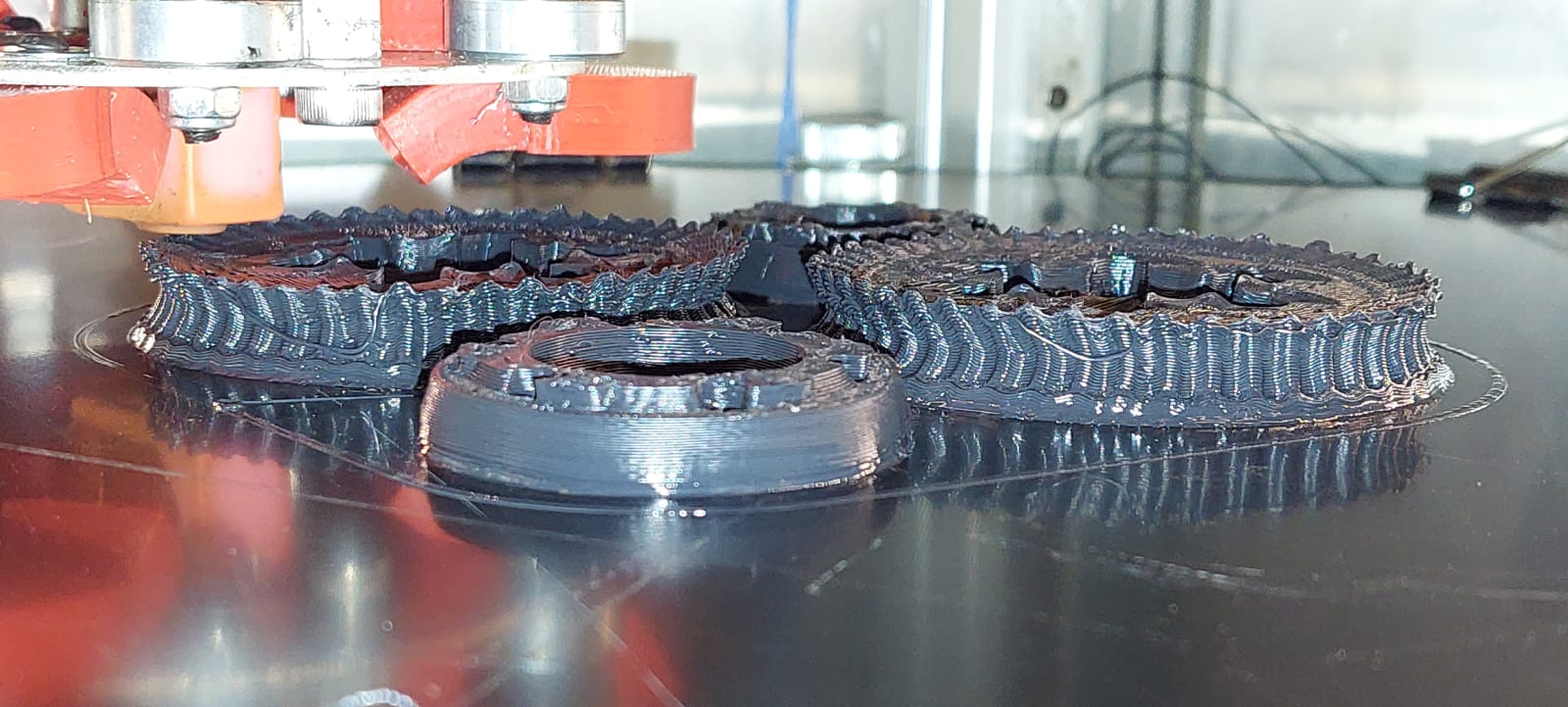
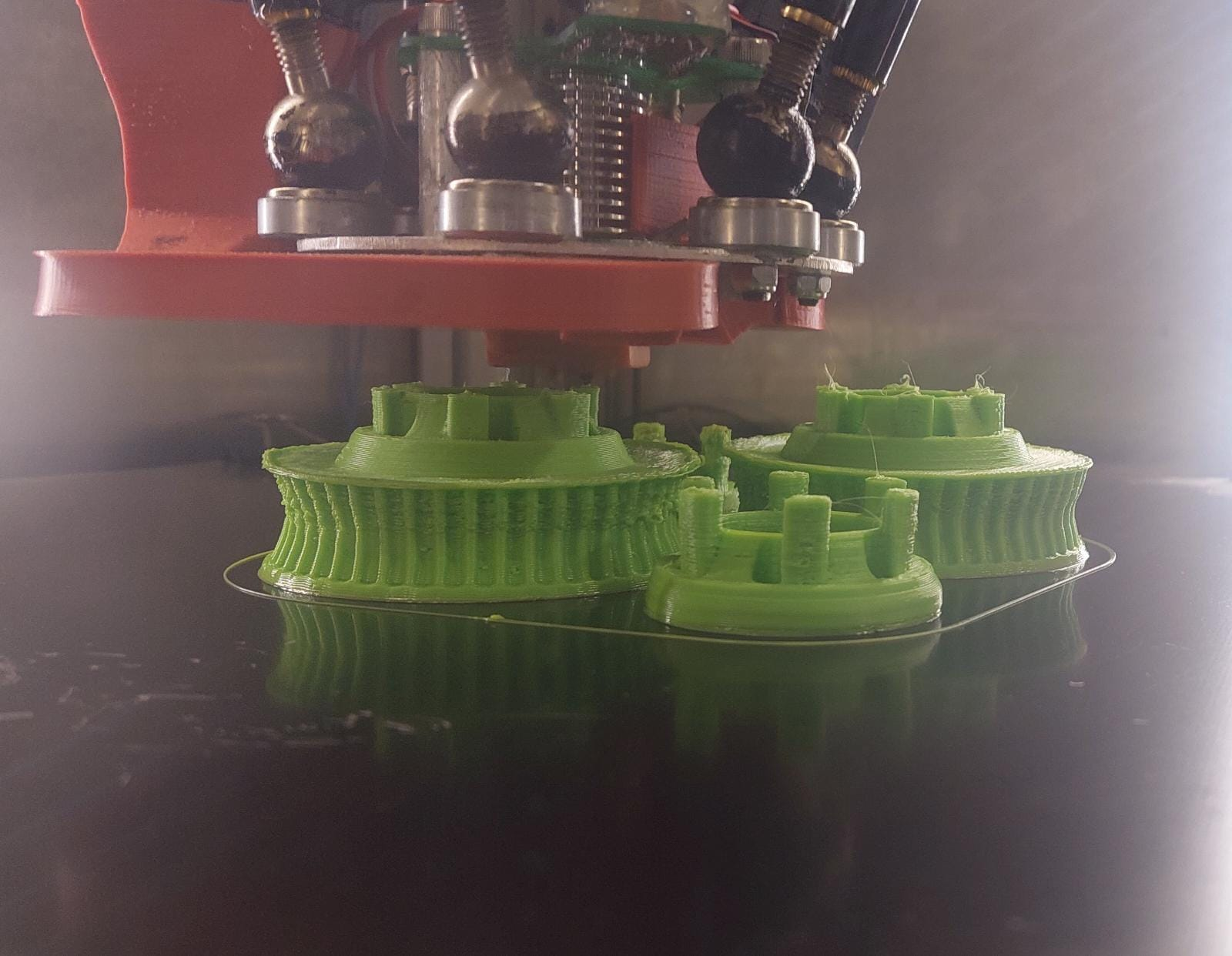
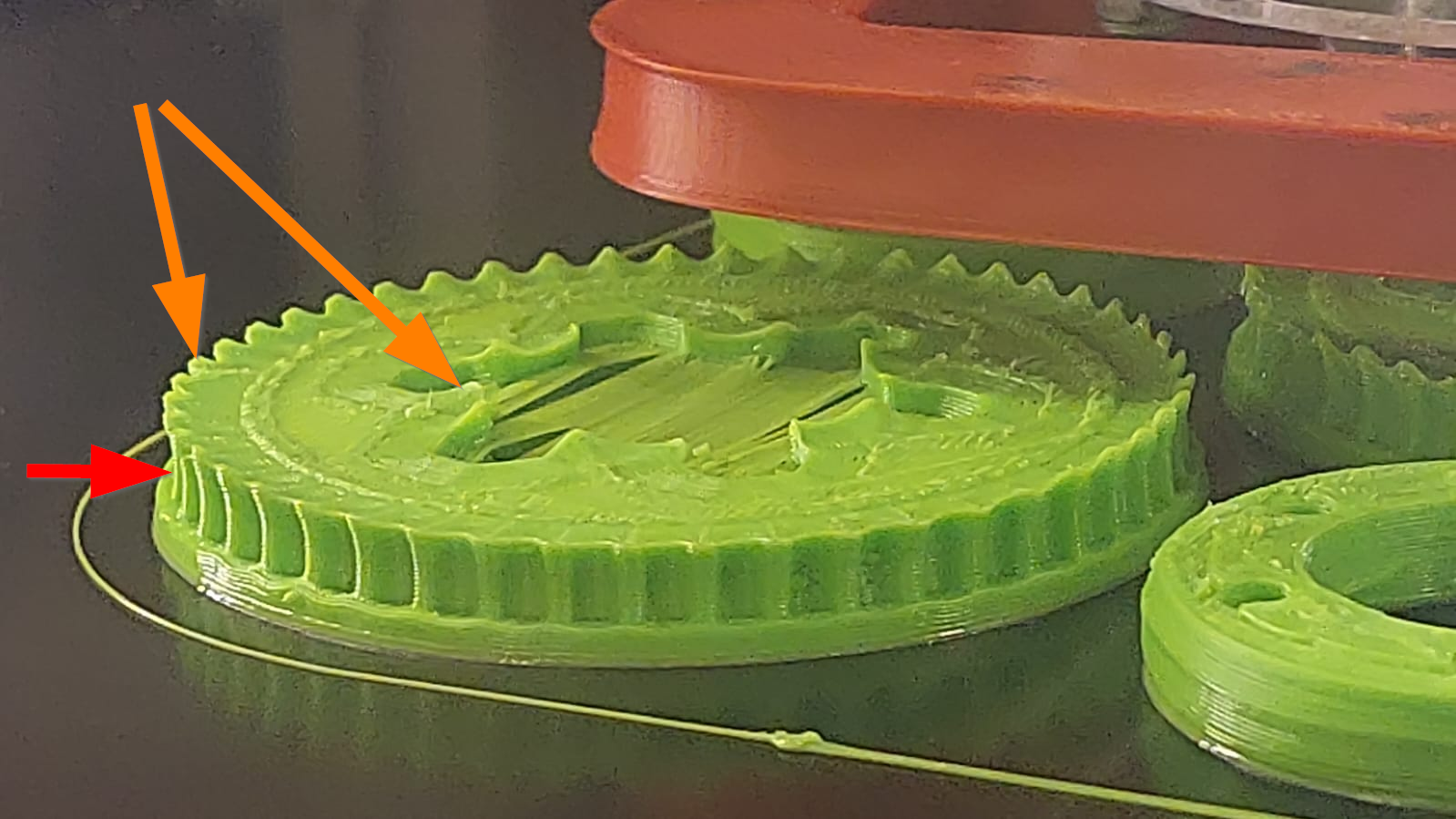
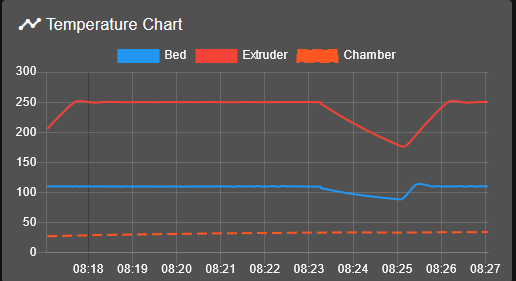
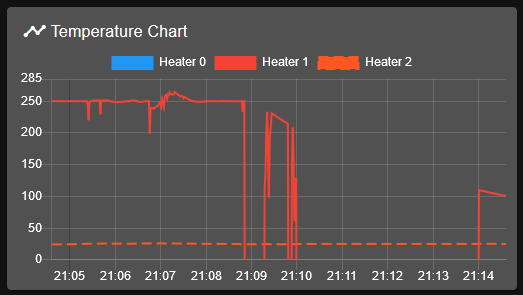
Thankfully new to the wonderful world of resurrecting prints! had a thermal excursion 98% into a 12 hour print, and was frantically trying to learn how to resurrect while the printer was waiting.
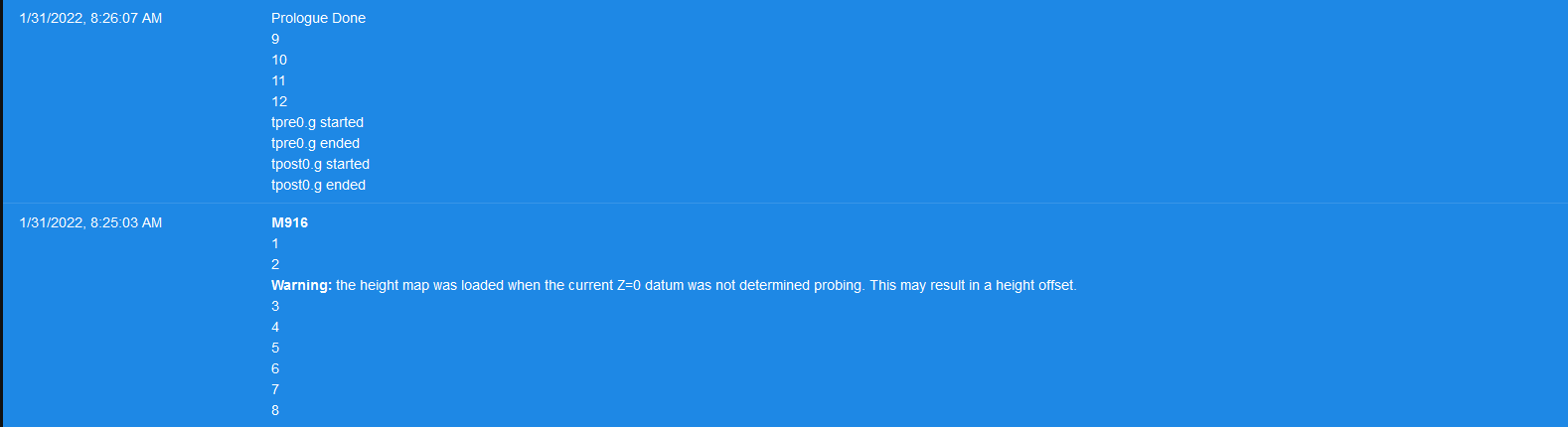
I created a resurrect-prologue.g, as instructed, and issued a M916, but the script seemed to halt.
Using M291, I was able to find that "the issue" was line 12
T-1 P0
Commenting it out allowed me to resume and the print finished successfully before I left for work!
 Quick celebration of the robust and well designed resurrection logic in RRF!
Quick celebration of the robust and well designed resurrection logic in RRF!
Was hoping to learn what is configured incorrectly in my setup that causes it to hang at that line.
I read the T-commands section of the G-Code dictionary a few times, but I still don't understand what could be causing the issue.
Thanks for trying to help!
Versions:
Board: Duet 2 WiFi (2WiFi)
Firmware: RepRapFirmware for Duet 2 WiFi/Ethernet 3.3 (2021-06-15)
Config.G
; Configuration file for Duet WiFi (firmware version 3)
; executed by the firmware on start-up
;
; generated by RepRapFirmware Configuration Tool v3.1.4 on Sun Jul 19 2020 22:30:32
; General preferences
G90 ; send absolute coordinates...
M83 ; ...but relative extruder moves
M550 P"Goliath" ; set printer name
M665 R172.66 L511.07 B150 H329.8 ; Set delta radius, diagonal rod length, printable radius and homed height
M666 X0 Y0 Z0 ; put your endstop adjustments here, or let auto calibration find them
; Network
M552 S1 ; enable network
M586 P0 S1 ; enable HTTP
M586 P1 S0 ; disable FTP
M586 P2 S0 ; disable Telnet
; Drives
M569 P0 S0 ; physical drive 0 goes backwards
M569 P1 S1 ; physical drive 1 goes forwards
M569 P2 S0 ; physical drive 2 goes backwards
M569 P3 S1 ; physical drive 3 goes forwards
M584 X0 Y1 Z2 E3 ; set drive mapping
M350 X16 Y16 Z16 E16 I1 ; configure microstepping with interpolation
M92 X100.00 Y100.00 Z100.00 E137.82 ; set steps per mm (E is 430 for bondtech, 137.82 for creality)
M566 X600.00 Y600.00 Z600.00 E1200.00 ; set maximum instantaneous speed changes (mm/min) (was [x,y,z]=1200)
M203 X9000.00 Y9000.00 Z9000.00 E6000.00 ; set maximum speeds (mm/min) (was [x,y,z]=18000) Extruder changer to 6000 from 1200
M201 X500.00 Y500.00 Z500.00 E1000.00 ; set accelerations (mm/s^2) (was [x,y,z]=1000)
M906 X1000 Y1000 Z1000 E1500 I30 ; set motor currents (mA) and motor idle factor in per cent
M84 S30 ; Set idle timeout
; Axis Limits
M208 Z0 S1 ; set minimum Z
; Endstops
M574 X2 S1 P"!xstop" ; configure active-high endstop for high end on X via pin !xstop
M574 Y2 S1 P"!ystop" ; configure active-high endstop for high end on Y via pin !ystop
M574 Z2 S1 P"!zstop" ; configure active-high endstop for high end on Z via pin !zstop
; Z-Probe
; Original command before 2021-10-23 was "M558 P5 C"!zprobe.in" H3 F500 T6000 ;A3 S0.01"
; ! because Z-strain-probe is inverted (Documentation says NC switches are best practice, I took the advice even though this isn't a switch per se).
; Reduced F500 to F50 for testing
; Changed G31 from "G31 P500 X30.31 Y17.5 Z2.2" to "G31 P500 X0.0 Y0.0 Z0.0"
; P5 (filtered digital) or P8 (unfiltered digital)
; ^ enables pull up resistor on input
M558 P8 C"!zprobe.in" H5 F500 T6000 R1 ;A5 S0.01 ; set Z probe type to switch and the dive height + speeds (was 120mm/sec)
G31 P500 X0.0 Y0.0 Z-0.3 ; set Z probe trigger value, offset and trigger height [Nozzle lifts when triggered, and pushes bed down slightly. total offset estimated ~0.2mm, changed to 0.3mm in order to reduce bed adhesion]
M557 R160 S50 ;Set probing radius to 160mm with a probe spacing of 50mm
; Heaters
M308 S0 P"bedtemp" Y"thermistor" A"Bed" T100000 B4725 C7.060000e-8 ; configure sensor 0 as thermistor on pin bedtemp
M950 H0 C"bedheat" T0 ; create bed heater output on bedheat and map it to sensor 0
M307 H0 B1 S1.00 ; enable bang-bang mode for the bed heater and set PWM limit
M140 H0 ; map heated bed to heater 0
M143 H0 S135 ; set temperature limit for heater 0 to 135C
M308 S1 P"e0temp" Y"thermistor" A"Extruder" T100000 B4725 C7.060000e-8 ; configure sensor 1 as thermistor on pin e0temp
M950 H1 C"e0heat" T1 ; create nozzle heater output on e0heat and map it to sensor 1
M307 H1 B0 S1.00 ; disable bang-bang mode for heater and set PWM limit
M143 H1 S300 ; set temperature limit for heater 1 to 300C
M308 S2 P"e1temp" Y"thermistor" A"Chamber" T100000 B4725 C7.060000e-8 ; configure sensor 2 as thermistor on pin e1temp (chamber thermistor)
; Fans
M950 F0 C"fan0" Q100 ; create fan 0 on pin fan0 and set its frequency
M106 P0 X1 H1 T45 ; set fan Thermostatic control is turned on based on heater1 (H1) temperature probe
; Tools
M563 P0 S"Extruder0" D0 H1 F0 ; define tool 0
G10 P0 X0 Y0 Z0 ; set tool 0 axis offsets
G10 P0 R0 S0 ; set initial tool 0 active and standby temperatures to 0C
; Lighting
M950 P0 C"e1heat" ; create output port 0 attached to heater 1\
M42 P0 S0.1 ; Turn on Case light 10%
;Tool Selection
T0
; Load Custom settings
M501
;Setup power failure procedure
M911 S21.0 R23.0 P"G91 M83 G1 Z3 E-5 F1000"
;Set relative movement mode (G91)
;Set relative extrusion mode (M83)
;Simultaneously lift the head and retract filament (G1 Z3 E-5 F1000)
Resurrect.g (I generated this now artifically, didn't save the original, but confirmed behavior persists)
; File "0:/gcodes/HandleSet.gcode" resume print after power failure at 2022-01-30 20:59
G21
M140 P0 S110.0
T-1 P0
G92 X0.000 Y-150.000 Z10.000
G60 S1
G10 P0 S250 R170
T0 P0
M98 P"resurrect-prologue.g"
M116
M290 X0.000 Y0.000 Z0.000 R0
T-1 P0
T0 P6
; Workplace coordinates
G10 L2 P1 X0.00 Y0.00 Z0.00
G10 L2 P2 X0.00 Y0.00 Z0.00
G10 L2 P3 X0.00 Y0.00 Z0.00
G10 L2 P4 X0.00 Y0.00 Z0.00
G10 L2 P5 X0.00 Y0.00 Z0.00
G10 L2 P6 X0.00 Y0.00 Z0.00
G10 L2 P7 X0.00 Y0.00 Z0.00
G10 L2 P8 X0.00 Y0.00 Z0.00
G10 L2 P9 X0.00 Y0.00 Z0.00
G54
M106 S0.00
M116
G92 E0.00000
M83
M486 S-1G17
M23 "0:/gcodes/HandleSet.gcode"
M26 S684
G0 F6000 Z12.000
G0 F6000 X0.000 Y-150.000
G0 F6000 Z10.000
G1 F5000.0 P0
G21
M24
Resurrect-prologue.g
; copied from homedelta.g
; called to home all towers on a delta printer
;
; generated by RepRapFirmware Configuration Tool v3.1.4 on Sun Jul 19 2020 22:30:32 GMT+0300 (Israel Daylight Time)
;M42 P0 S0.0 ; Turn off Case light
G91 ; relative positioning
G1 H1 X9999 Y9999 Z9999 F3600 ; move all towers to the high end stopping at the endstops (first pass)
;M42 P0 S0.1 ; Turn on Case light 10%
G1 H2 X-5 Y-5 Z-5 F1800 ; go down a few mm
;M42 P0 S0.0 ; Turn off Case light
G1 H1 X10 Y10 Z10 F360 ; move all towers up once more (second pass)
;G1 Z-10 F6000 ; move down a few mm so that the nozzle can be centered
G90 ; absolute positioning
;G1 X0 Y0 F6000 ; move X+Y to the center
M116 ;wait for all heaters to reach temp
M83 ; relative extrusion
G1 E5 F3600 ; undo the retraction that was done in the M911 power fail script
M291 P"Prologue Done"
tfree0.g
; tfree0.g
; called when tool 0 is freed
;
; generated by RepRapFirmware Configuration Tool v3.1.4 on Sun Jul 19 2020 22:30:32
tpre0.g
; tpre0.g
; called before tool 0 is selected
;
; generated by RepRapFirmware Configuration Tool v3.1.4 on Sun Jul 19 2020 22:30:32
tpost0.g
; tpost0.g
; called after tool 0 has been selected
;
; generated by RepRapFirmware Configuration Tool v3.1.4 on Sun Jul 19 2020 22:30:32
; Wait for set temperatures to be reached
M116 P0