@alankilian thank you guys it worked!!!
Best posts made by JlunaMX
-
RE: Using close loop Encoder for Nema 23posted in Third-party add-ons
-
RE: Z probe already triggered at start of probing moveposted in Duet Web Control
@Phaedrux Yeah I know its very strange. Yeap the z axis is moving ok so far. If anything I will keep you updated.
I will post some pic soon of the machine
Latest posts made by JlunaMX
-
SD card not workingposted in General Discussion
Hello everyone, I am experiencing an issue where my SD card is not being recognized by the Duet. I have already formatted the SD card and confirmed that it is in the correct FAT32 file system format. I am unsure of how to proceed from here. I am currently using a black SD card for my DIY 3D printer, but it isn't working. I also tried using the blue SD card that came with my Prusa printer, and it didn't work either.

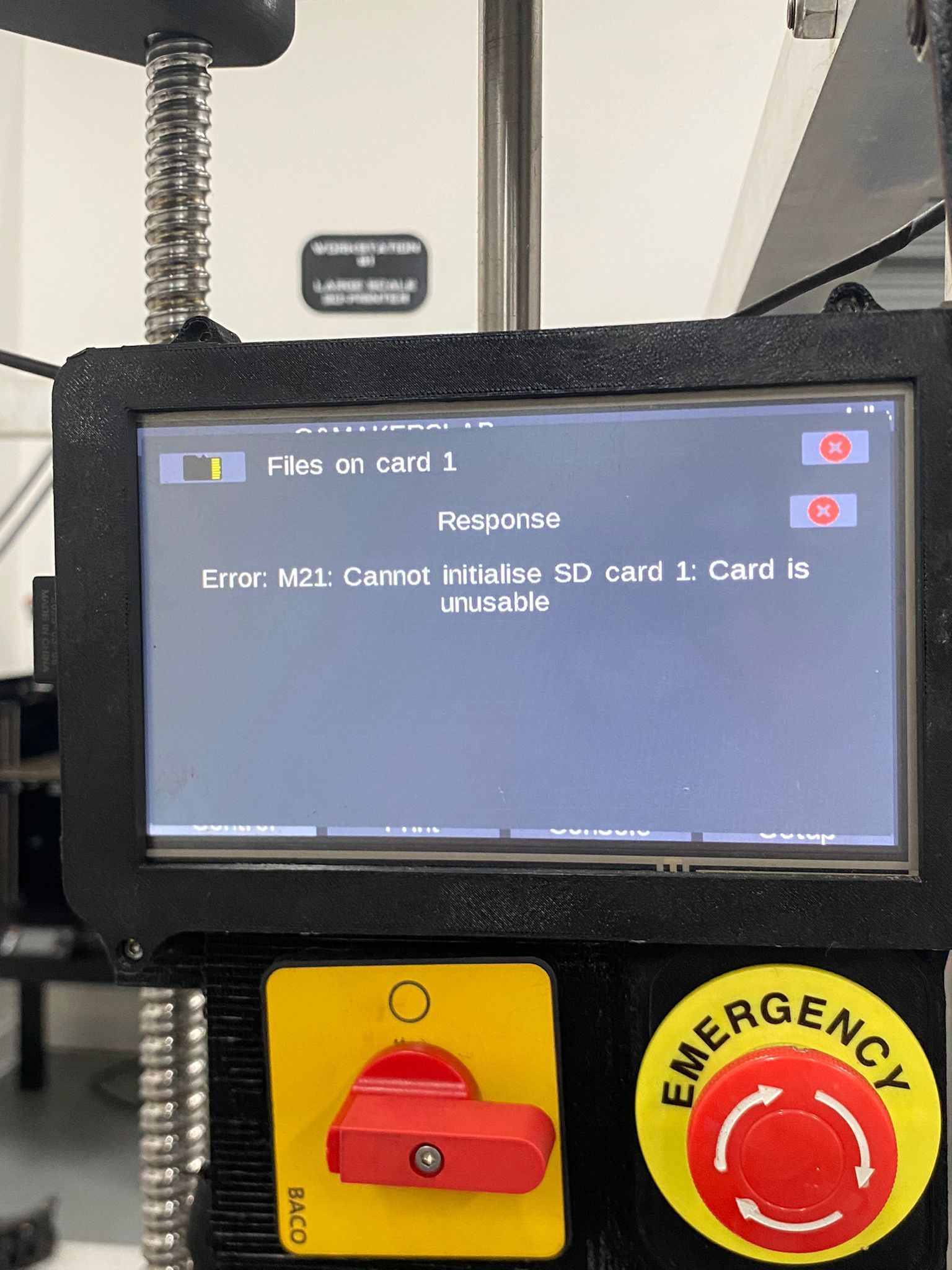
Thanks for your help


-
RE: Z- axis not lifting when going to a higher layer.posted in General Discussion
@droftarts I am using the Expansion Breakout Board (EBoB) to drive the external drivers. For the Z-axis, I am using the MKS SERVO57C Closed Loop Stepper Driver. The Z motors have always worked correctly and can lift manually when I use the Duet controls. However, the Z-axis does not seem to work when I am printing. When I send M17, the stepper driver is enabled, and the Z motor is 'on' and difficult to move by hand, though I can still turn it with considerable force.
This is the response I get when I send M122:
M122
=== Diagnostics ===
RepRapFirmware for Duet 2 WiFi/Ethernet version 3.4.4 (2022-10-20 16:17:41) running on Duet WiFi 1.02 or later
Board ID: 0JD0M-9X6JA-JUNSS-6J9DL-3S86M-KTK7U
Used output buffers: 1 of 26 (24 max)
=== RTOS ===
Static ram: 23860
Dynamic ram: 75480 of which 0 recycled
Never used RAM 12596, free system stack 152 words
Tasks: NETWORK(notifyWait,13.4%,242) HEAT(notifyWait,0.1%,333) Move(notifyWait,0.0%,318) MAIN(running,86.5%,458) IDLE(ready,0.0%,30), total 100.0%
Owned mutexes: WiFi(NETWORK)
=== Platform ===
Last reset 00:15:06 ago, cause: power up
Last software reset at 2024-05-09 20:18, reason: User, GCodes spinning, available RAM 12356, slot 1
Software reset code 0x0003 HFSR 0x00000000 CFSR 0x00000000 ICSR 0x0041f000 BFAR 0xe000ed38 SP 0x00000000 Task MAIN Freestk 0 n/a
Error status: 0x00
Aux0 errors 0,0,0
Step timer max interval 0
MCU temperature: min 35.8, current 38.5, max 39.0
Supply voltage: min 23.9, current 24.2, max 24.6, under voltage events: 0, over voltage events: 0, power good: yes
Heap OK, handles allocated/used 0/0, heap memory allocated/used/recyclable 0/0/0, gc cycles 0
Events: 0 queued, 0 completed
Driver 0: standstill, SG min n/a
Driver 1: standstill, SG min n/a
Driver 2: standstill, SG min n/a
Driver 3: standstill, SG min n/a
Driver 4: standstill, SG min n/a
Driver 5:
Driver 6:
Driver 7:
Driver 8:
Driver 9:
Driver 10:
Driver 11:
Date/time: 2024-05-16 19:02:59
Cache data hit count 4294967295
Slowest loop: 6.82ms; fastest: 0.18ms
I2C nak errors 0, send timeouts 0, receive timeouts 0, finishTimeouts 0, resets 0
=== Storage ===
Free file entries: 10
SD card 0 detected, interface speed: 20.0MBytes/sec
SD card longest read time 3.4ms, write time 0.0ms, max retries 0
=== Move ===
DMs created 83, segments created 6, maxWait 460551ms, bed compensation in use: none, comp offset 0.000
=== MainDDARing ===
Scheduled moves 5, completed 5, hiccups 0, stepErrors 0, LaErrors 0, Underruns [0, 0, 1], CDDA state -1
=== AuxDDARing ===
Scheduled moves 0, completed 0, hiccups 0, stepErrors 0, LaErrors 0, Underruns [0, 0, 0], CDDA state -1
=== Heat ===
Bed heaters 0 -1 -1 -1, chamber heaters -1 -1 -1 -1, ordering errs 0
Heater 1 is on, I-accum = 0.0
Heater 2 is on, I-accum = 0.0
=== GCodes ===
Segments left: 0
Movement lock held by null
HTTP is idle in state(s) 0
Telnet is idle in state(s) 0
File is idle in state(s) 0
USB is idle in state(s) 0
Aux is idle in state(s) 0
Trigger is idle in state(s) 0
Queue is idle in state(s) 0
LCD is idle in state(s) 0
Daemon is idle in state(s) 0
Autopause is idle in state(s) 0
Code queue is empty
=== Network ===
Slowest loop: 101.65ms; fastest: 0.07ms
Responder states: HTTP(0) HTTP(0) HTTP(0) HTTP(0) FTP(0) Telnet(0)
HTTP sessions: 1 of 8
= WiFi =
Network state is active
WiFi module is connected to access point
Failed messages: pending 0, notready 0, noresp 4
WiFi firmware version 1.27
WiFi MAC address 48:3f:da:a6:ee:a2
WiFi Vcc 3.34, reset reason Power up
WiFi flash size 2097152, free heap 24136
WiFi IP address 172.20.10.12
WiFi signal strength -63dBm, mode 802.11n, reconnections 0, sleep mode modem
Clock register 00002002
Socket states: 0 0 0 0 0 0 0 0M122
=== Diagnostics ===
RepRapFirmware for Duet 2 WiFi/Ethernet version 3.4.4 (2022-10-20 16:17:41) running on Duet WiFi 1.02 or later
Board ID: 0JD0M-9X6JA-JUNSS-6J9DL-3S86M-KTK7U
Used output buffers: 1 of 26 (24 max)
=== RTOS ===
Static ram: 23860
Dynamic ram: 75480 of which 0 recycled
Never used RAM 12596, free system stack 152 words
Tasks: NETWORK(notifyWait,13.4%,242) HEAT(notifyWait,0.1%,333) Move(notifyWait,0.0%,318) MAIN(running,86.5%,458) IDLE(ready,0.0%,30), total 100.0%
Owned mutexes: WiFi(NETWORK)
=== Platform ===
Last reset 00:15:06 ago, cause: power up
Last software reset at 2024-05-09 20:18, reason: User, GCodes spinning, available RAM 12356, slot 1
Software reset code 0x0003 HFSR 0x00000000 CFSR 0x00000000 ICSR 0x0041f000 BFAR 0xe000ed38 SP 0x00000000 Task MAIN Freestk 0 n/a
Error status: 0x00
Aux0 errors 0,0,0
Step timer max interval 0
MCU temperature: min 35.8, current 38.5, max 39.0
Supply voltage: min 23.9, current 24.2, max 24.6, under voltage events: 0, over voltage events: 0, power good: yes
Heap OK, handles allocated/used 0/0, heap memory allocated/used/recyclable 0/0/0, gc cycles 0
Events: 0 queued, 0 completed
Driver 0: standstill, SG min n/a
Driver 1: standstill, SG min n/a
Driver 2: standstill, SG min n/a
Driver 3: standstill, SG min n/a
Driver 4: standstill, SG min n/a
Driver 5:
Driver 6:
Driver 7:
Driver 8:
Driver 9:
Driver 10:
Driver 11:
Date/time: 2024-05-16 19:02:59
Cache data hit count 4294967295
Slowest loop: 6.82ms; fastest: 0.18ms
I2C nak errors 0, send timeouts 0, receive timeouts 0, finishTimeouts 0, resets 0
=== Storage ===
Free file entries: 10
SD card 0 detected, interface speed: 20.0MBytes/sec
SD card longest read time 3.4ms, write time 0.0ms, max retries 0
=== Move ===
DMs created 83, segments created 6, maxWait 460551ms, bed compensation in use: none, comp offset 0.000
=== MainDDARing ===
Scheduled moves 5, completed 5, hiccups 0, stepErrors 0, LaErrors 0, Underruns [0, 0, 1], CDDA state -1
=== AuxDDARing ===
Scheduled moves 0, completed 0, hiccups 0, stepErrors 0, LaErrors 0, Underruns [0, 0, 0], CDDA state -1
=== Heat ===
Bed heaters 0 -1 -1 -1, chamber heaters -1 -1 -1 -1, ordering errs 0
Heater 1 is on, I-accum = 0.0
Heater 2 is on, I-accum = 0.0
=== GCodes ===
Segments left: 0
Movement lock held by null
HTTP is idle in state(s) 0
Telnet is idle in state(s) 0
File is idle in state(s) 0
USB is idle in state(s) 0
Aux is idle in state(s) 0
Trigger is idle in state(s) 0
Queue is idle in state(s) 0
LCD is idle in state(s) 0
Daemon is idle in state(s) 0
Autopause is idle in state(s) 0
Code queue is empty
=== Network ===
Slowest loop: 101.65ms; fastest: 0.07ms
Responder states: HTTP(0) HTTP(0) HTTP(0) HTTP(0) FTP(0) Telnet(0)
HTTP sessions: 1 of 8
= WiFi =
Network state is active
WiFi module is connected to access point
Failed messages: pending 0, notready 0, noresp 4
WiFi firmware version 1.27
WiFi MAC address 48:3f:da:a6:ee:a2
WiFi Vcc 3.34, reset reason Power up
WiFi flash size 2097152, free heap 24136
WiFi IP address 172.20.10.12
WiFi signal strength -63dBm, mode 802.11n, reconnections 0, sleep mode modem
Clock register 00002002
Socket states: 0 0 0 0 0 0 0 0 -
RE: Z- axis not lifting when going to a higher layer.posted in General Discussion
@droftarts I tried but I still don't get the Z-axis to lift.
What do you think this could be?
Let me know if you need any others settings for you to see and determine what is might causing this
-
RE: Z- axis not lifting when going to a higher layer.posted in General Discussion
@droftarts Yes! You are correct I am using external drivers. that's weird that the comment is incorrect as I did it from the duet web page. where you put all the settings and then download the files.
I will try that and let you know.
And yes its a leadscrew.
-
Z- axis not lifting when going to a higher layer.posted in General Discussion
Hello everyone! I'm experiencing an issue with my printer where the Z-axis isn't lifting when it's supposed to during printing. Specifically, it doesn't rise to proceed to the next layer.
Here is are my settings:
;Configuration file for Duet WiFi (firmware version 3.3) ; executed by the firmware on start-up ; ; generated by RepRapFirmware Configuration Tool v3.3.15 on Sun Feb 19 2023 20:39:14 GMT-0500 (Eastern Standard Time) ; General preferences G90 ; send absolute coordinates... M83 ; ...but relative extruder moves M550 P"O&MAKERSLAB" ; set printer name ; Network M552 S1 ; enable network M586 P0 S1 ; enable HTTP M586 P1 S0 ; disable FTP M586 P2 S0 ; disable Telnet ; Drives M569 P5 R1 T2.5:2.5:5:5 S1 ; physical drive 5 goes forwards (z) M569 P6 R1 T2.5:2.5:5:5 S0 ; physical drive 6 goes forwards (x) M569 P7 R1 T2.5:2.5:5:5 S0 ; physical drive 7 goes forwards (Y) M569 P8 R1 T2.5:2.5:5:5 S1 ; physical drive 8 goes forwards (E) M584 X6 Y7 Z5 E8 ; set drive mapping M350 X32 Y32 Z16 E16 I1 ; configure microstepping with interpolation M92 X21 Y21 Z320 E374.00 ; set steps per mm M566 X900.00 Y900.00 Z300 E120 ; set maximum instantaneous speed changes (mm/min) M203 X4800 Y4800 Z1800.0 E1200 ; set maximum speeds (mm/min) M201 X700 Y700 Z20.00 E500.00 ; set motor currents (mA) and motor idle factor in per cent M84 S30 ; Set idle timeout ; Axis Limits M208 X0 Y0 Z0 S1 ; set axis minima M208 X708 Y694 Z700 S0 ; set axis maxima ; Endstops M574 X1 S1 P"xstop" ; configure switch-type (e.g. microswitch) endstop for low end on X via pin xstop M574 Y1 S1 P"ystop" ; configure switch-type (e.g. microswitch) endstop for low end on Y via pin ystop M574 Z2 S1 P"zstop" ; configure switch-type (e.g. microswitch) endstop for high end on Z via pin zstop ; Z-Probe M558 P1 C"!zprobe.in" H5 F120 T6000 ; set Z probe type to unmodulated and the dive height + speeds G31 P1.5 X0 Y0 Z0.1 ; set Z probe trigger value, offset and trigger height M557 X15:621 Y15:621 S101 ; define mesh grid ; Heaters M308 S0 P"bedtemp" Y"thermistor" T100000 B4138 ; configure sensor 0 as thermistor on pin bedtemp M950 H0 C"bedheat" T0 ; create bed heater output on bedheat and map it to sensor 0 M307 H0 B1 S1.00 ; enable bang-bang mode for the bed heater and set PWM limit M140 H0 ; map heated bed to heater 0 M143 H0 S300 ; set temperature limit for heater 0 to 300C M308 S1 P"spi.cs1" Y"rtd-max31865" ; configure sensor 1 as PT1000 on pin e0temp M950 H1 C"e0heat" T1 ; create nozzle heater output on e0heat and map it to sensor 1 M307 H1 B0 S0.50 ; disable bang-bang mode for heater and set PWM limit M143 H1 S300 ; set temperature limit for heater 1 to 280C M308 S2 P"spi.cs2" Y"rtd-max31865" ; configure sensor 2 as PT1000 on pin e1temp M950 H2 C"e1heat" T2 ; create nozzle heater output on e1heat and map it to sensor 2 M307 H2 B0 S0.50 ; disable bang-bang mode for heater and set PWM limit M143 H2 S315 ; set temperature limit for heater 2 to 315C ; Fans M950 F0 C"fan0" Q500 ; create fan 0 on pin fan0 and set its frequency M106 P0 S0 H-1 ; set fan 0 value. Thermostatic control is turned off M950 F1 C"fan1" Q500 ; create fan 1 on pin fan1 and set its frequency M106 P1 S1 H1:2 T45 ; set fan 1 value. Thermostatic control is turned on ; Tools M563 P0 D0 H1:2 S"Typhoon" ; define tool 0 G10 P0 X0 Y0 Z0 ; set tool 0 axis offsets G10 P0 R0 S0 ; set initial tool 0 active and standby temperatures to 0C ; Custom settings are not defined M575 P1 B57600 S1 T0 ; Miscellaneous M501 ; load saved parameters from non-volatile memory M911 S10 R11 P"M913 X0 Y0 G91 M83 G1 Z3 E-5 F1000" ; set voltage thresholds and actions to run on power lossThis is my start G-Code (I am using Prusa Slicer)
---------------------- M17 ; enable steppers ; No specific printer model check command in standard RepRap, remove or replace if customized in your firmware M115 ; report firmware version, make sure it's correct for your setup G90 ; use absolute coordinates M83 ; set extruder to relative mode ; Set print area, replace this with specific commands if your firmware requires ; RepRap firmware typically doesn't need a command to define print area dimensions ; If you have a custom command, include it here ; Inform about nozzle diameter, this might need to be set in the slicer or firmware configuration ; No standard RepRap G-code to set nozzle diameter on the fly, set this pre-print in configuration ; Set and wait for bed and extruder temperature for first layer M140 S[first_layer_bed_temperature] ; set bed temperature M104 S[first_layer_temperature] ; set extruder temperature M109 S[first_layer_temperature] ; wait for extruder temperature M190 S[first_layer_bed_temperature] ; wait for bed temperature ; Home all axes G28 ; Home all axes ; Perform bed leveling, adjust or add parameters as per your probe setup G29 ; Auto bed leveling command, ensure this is configured for your machine ; Move to a starting position for the print, ensure these coordinates are within bounds G1 X50 Y50 Z0.2 F4800 ; adjust starting position based on your printer's safe zone ; Purge and clean nozzle, adjust as necessary G92 E0 ; reset extruder position G1 E10 F200 ; extrude 10mm of filament G1 X100 E20 F600 ; engage a longer purge G1 Y100 Z0.4 F1000 ; wipe at a safe height ; Final move to start print G1 X5 Y5 Z0.3 ; move to start corner of your print area G92 E0 ; reset extruder position ; Additional custom commands here if needed ; Custom G-code G28 ; home all axes G1 Z5 F5000 ; lift nozzle M290 S-6.50 --------------------------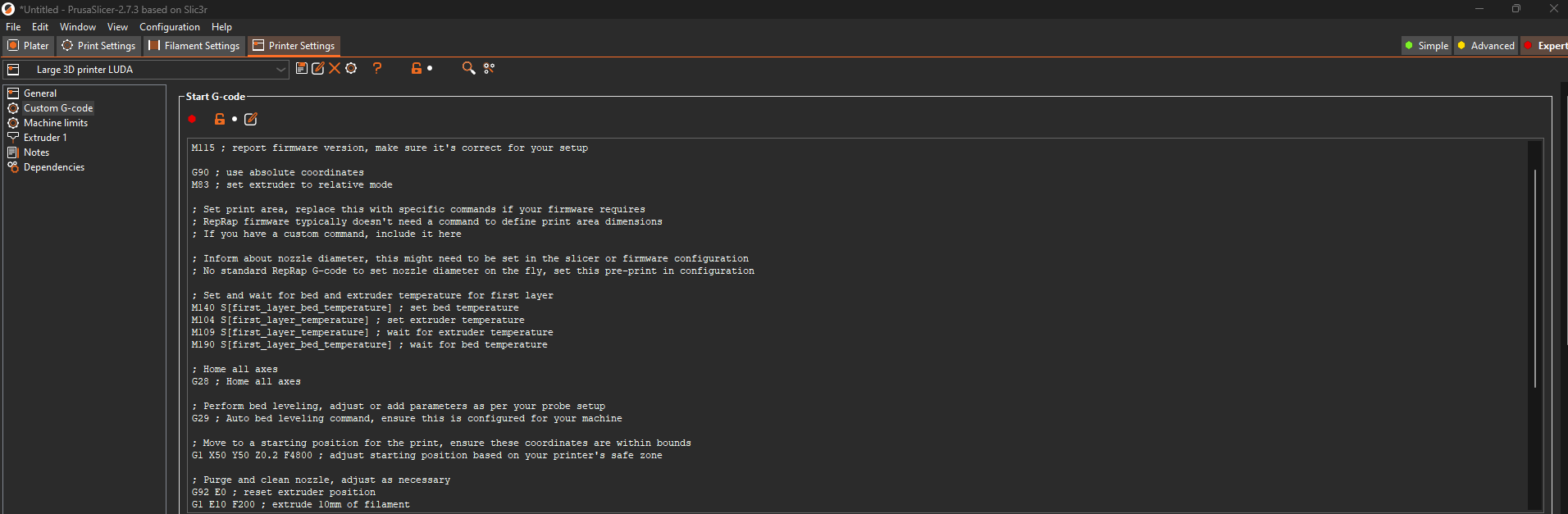
Let me know if you need anything else to see what's causing this problem.
-
RE: My head and extruder STOP functioning when its going to printposted in General Discussion
@droftarts this is my current firmware.
FIRMWARE_NAME: RepRapFirmware for Duet 2 WiFi/Ethernet FIRMWARE_VERSION: 3.5.0-rc.3 ELECTRONICS: Duet WiFi 1.02 or later FIRMWARE_DATE: 2024-01-24 17:56:24
-
RE: My head and extruder STOP functioning when its going to printposted in General Discussion
@gloomyandy Ohhh I got it now. Maybe thats why, COuld you send a sample code of M906.
And I am using 5,6,7 and 8 because I am using an expansion board.
-
RE: My head and extruder STOP functioning when its going to printposted in General Discussion
@gloomyandy
Yes, I understand. I was discussing with @Phaedrux (long time ago), and we agreed that the current steps per millimeter setting is correct. Oddly enough, when I use the calculated number, it results in inaccurate prints, which is unusual for this printer, but it seems to work fine as is. I've successfully printed several parts, including some for actual use.On a different note, I encountered an issue after updating the firmware on the Duet controller. Now, the printer only performs the homing process and doesn’t move at all when I try to start a print.
-
RE: My head and extruder STOP functioning when its going to printposted in General Discussion
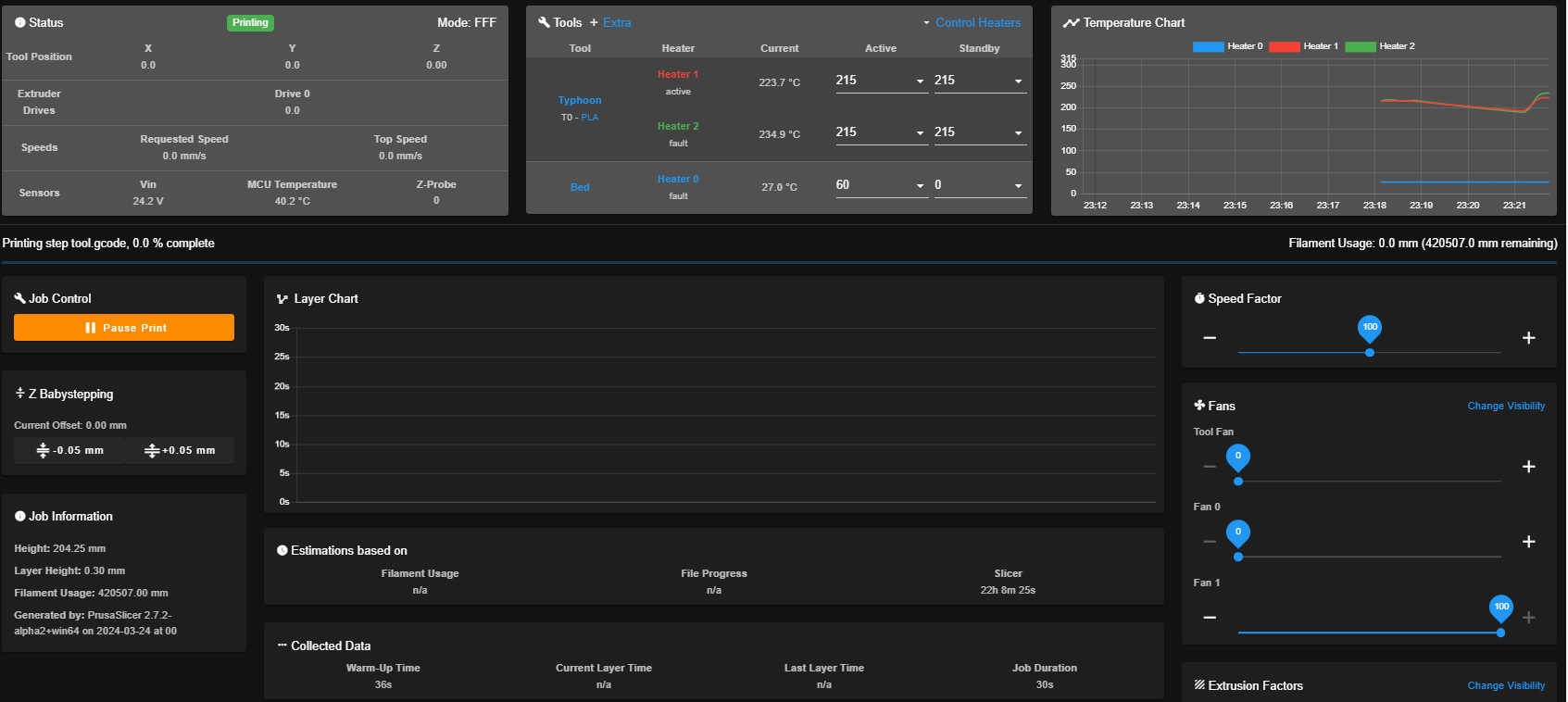
@jay_s_uk Hey here is the sample code. it is the same I was using to print. since its too large I am gonna post the most relevant here. Which I guess is the start of the code.
Also this is a custom mode 3D print with a build volume of: 1005x970x600 (x,y,z)
generated by PrusaSlicer 2.7.2-alpha2+win64 on 2024-03-24 at 00:53:04 UTC
;
; external perimeters extrusion width = 1.35mm
; perimeters extrusion width = 1.35mm
; infill extrusion width = 1.35mm
; solid infill extrusion width = 1.35mm
; top infill extrusion width = 1.20mm
; first layer extrusion width = 1.26mm;TYPE:Custom
; Your Printer's setting (G-code)M862.3 P "" ; printer model check
M862.1 P 1.20 ; set nozzle diameter
M115 U3.12.1 ; tell printer latest fw version
G90 ; use absolute coordinates
M83 ; extruder relative mode
M104 S215 ; set extruder temp
M140 S60 ; set bed temp
M190 S60 ; wait for bed temp
M109 S215 ; wait for extruder temp
G28 ; home all without mesh bed level
G80 ; mesh bed leveling
; filament priming
G1 Z0.3 F720
G1 Y-3 F1000 ; go outside print area
G92 E0
G1 X60 E9 F1000 ; intro line
G1 X100 E12.5 F1000 ; intro line
G92 E0
M221 S95
M290 Z-6.00; adjust Z by -0.02mm
G21 ; set units to millimeters
G90 ; use absolute coordinates
M82 ; use absolute distances for extrusion
G92 E0
; Filament gcode
M107
;LAYER_CHANGE
;Z:0.35
;HEIGHT:0.35
G1 E-2.4 F60000
G92 E0
G1 Z3.35 F7800
G1 X56.314 Y58.454
G1 Z.35
G1 E2.4 F60000
;TYPE:Skirt/Brim
;WIDTH:1.26
G1 F1800
G1 X58.195 Y56.642 E2.85032
G1 X61.996 Y53.296 E3.72343
G1 X65.692 Y50.31 E4.54267
G1 X69.763 Y47.297 E5.41591
G1 X73.962 Y44.464 E6.28926
G1 X78.55 Y41.66 E7.21635
G1 X82.709 Y39.361 E8.0357
G1 X87.241 Y37.101 E8.90886
G1 X91.867 Y35.04 E9.78204
G1 X96.874 Y33.075 E10.70943
G1 X101.667 Y31.438 E11.58269
G1 X106.526 Y30.012 E12.4558
G1 X111.444 Y28.799 E13.32916
G1 X116.409 Y27.802 E14.2023
G1 X121.414 Y27.022 E15.07566
G1 X126.447 Y26.462 E15.94879
G1 X131.5 Y26.121 E16.82199
G1 X136.407 Y26 E17.6683
G1 X212.763 Y25.76 E30.83343
G1 X217.514 Y25.848 E31.65272
G1 X222.569 Y26.157 E32.52591
G1 X227.606 Y26.685 E33.39913
G1 X232.615 Y27.433 E34.27234
G1 X237.893 Y28.466 E35.19962
G1 X242.815 Y29.66 E36.07287
G1 X247.381 Y30.975 E36.89212
G1 X252.479 Y32.688 E37.8194
G1 X257.202 Y34.515 E38.69253
G1 X261.842 Y36.546 E39.56583
G1 X266.11 Y38.634 E40.38505
G1 X270.561 Y41.05 E41.25824
G1 X274.903 Y43.658 E42.13154
G1 X279.127 Y46.453 E43.00483
G1 X283.225 Y49.429 E43.87805
G1 X286.539 Y52.063 E44.60794
G1 X291.244 Y56.114 E45.67842
G1 X294.908 Y59.61 E46.55159
G1 X298.417 Y63.262 E47.42481
G1 X301.561 Y66.824 E48.24397
G1 X304.749 Y70.76 E49.11728
G1 X307.943 Y75.087 E50.04457
G1 X310.595 Y79.029 E50.86373
G1 X313.242 Y83.347 E51.73698
G1 X315.699 Y87.776 E52.61025
G1 X317.959 Y92.308 E53.48341
G1 X320.141 Y97.224 E54.41075
G1 X321.985 Y101.941 E55.28398
G1 X323.622 Y106.734 E56.15724
G1 X325.048 Y111.594 E57.03051
G1 X326.261 Y116.511 E57.9037
G1 X327.258 Y121.477 E58.77701
G1 X328.037 Y126.481 E59.65018
G1 X328.57 Y131.202 E60.46933
G1 X328.924 Y136.255 E61.34269
G1 X329.057 Y141.318 E62.21594
G1 X329.462 Y268.474 E84.1399
G1 X329.373 Y273.381 E84.98609
G1 X329.038 Y278.749 E85.91342
G1 X328.496 Y283.784 E86.78655
G1 X327.788 Y288.482 E87.60571
G1 X326.755 Y293.761 E88.53316
G1 X325.641 Y298.379 E89.35222
G1 X324.246 Y303.248 E90.22549
G1 X322.533 Y308.346 E91.15277
G1 X320.825 Y312.78 E91.97202
G1 X319.139 Y316.663 E92.7019
G1 X316.587 Y321.977 E93.7183
G1 X314.015 Y326.7 E94.64554
G1 X311.563 Y330.77 E95.46479
G1 X308.768 Y334.994 E96.33808
G1 X305.792 Y339.092 E97.2113
G1 X302.439 Y343.297 E98.13859
G1 X299.318 Y346.879 E98.95773
G1 X295.832 Y350.553 E99.83096
G1 X291.959 Y354.285 E100.7583
G1 X288.397 Y357.429 E101.57746
G1 X284.461 Y360.617 E102.45077
G1 X280.39 Y363.63 E103.32401
G1 X275.928 Y366.632 E104.25125
G1 X271.603 Y369.267 E105.12445
G1 X267.445 Y371.566 E105.94365
G1 X262.913 Y373.826 E106.81681
G1 X258.286 Y375.887 E107.69015
G1 X253.28 Y377.852 E108.61738
G1 X248.487 Y379.489 E109.49064
G1 X243.627 Y380.915 E110.36391
G1 X238.71 Y382.128 E111.2371
G1 X233.744 Y383.125 E112.11041
G1 X228.74 Y383.905 E112.9836
G1 X223.706 Y384.465 E113.8569
G1 X218.653 Y384.806 E114.7301
G1 X213.747 Y384.927 E115.57623
G1 X137.547 Y385.168 E128.71446
G1 X132.327 Y385.066 E129.61465
G1 X127.584 Y384.77 E130.43401
G1 X122.547 Y384.242 E131.30723
G1 X117.229 Y383.44 E132.23451
G1 X112.26 Y382.461 E133.10772
G1 X107.642 Y381.347 E133.92678
G1 X102.773 Y379.951 E134.8001
G1 X97.675 Y378.239 E135.72732
G1 X93.241 Y376.531 E136.54657
G1 X88.596 Y374.512 E137.41983
G1 X84.044 Y372.293 E138.29296
G1 X79.32 Y369.721 E139.22035
G1 X75.251 Y367.269 E140.03945
G1 X71.027 Y364.474 E140.91274
G1 X66.68 Y361.308 E141.83995
G1 X62.965 Y358.346 E142.65915
G1 X59.142 Y355.024 E143.53239
G1 X55.245 Y351.317 E144.45974
G1 X51.949 Y347.895 E145.27892
G1 X48.592 Y344.103 E146.15212
G1 X45.404 Y340.167 E147.02543
G1 X42.21 Y335.84 E147.95272
G1 X39.558 Y331.898 E148.77188
G1 X36.911 Y327.58 E149.64513
G1 X34.309 Y322.873 E150.57244
G1 X32.194 Y318.618 E151.39171
G1 X30.134 Y313.992 E152.26482
G1 X28.168 Y308.986 E153.19212
G1 X26.627 Y304.492 E154.01125
G1 X25.188 Y299.636 E154.88449
G1 X23.893 Y294.416 E155.81179
G1 X22.951 Y289.759 E156.631
G1 X22.158 Y284.757 E157.5042
G1 X21.584 Y279.724 E158.3776
G1 X21.215 Y274.359 E159.3048
G1 X21.094 Y269.453 E160.15093
G1 X20.691 Y142.453 E182.04799
G1 X20.781 Y137.546 E182.89418
G1 X21.089 Y132.491 E183.76736
G1 X21.658 Y127.143 E184.69465
G1 X22.419 Y122.136 E185.56786
G1 X23.331 Y117.473 E186.38707
G1 X24.513 Y112.548 E187.26034
G1 X25.908 Y107.679 E188.13361
G1 X27.621 Y102.581 E189.06089
G1 X29.448 Y97.857 E189.93418
G1 X31.479 Y93.218 E190.80732
G1 X33.567 Y88.95 E191.62654
G1 X35.983 Y84.499 E192.49973
G1 X38.591 Y80.157 E193.37303
G1 X41.564 Y75.676 E194.30021
G1 X44.362 Y71.835 E195.11955
G1 X46.995 Y68.521 E195.84933
G1 X50.836 Y64.048 E196.86587
G1 X54.322 Y60.374 E197.7391
G1 X56.185 Y58.579 E198.18515
;WIPE_START
G1 F6240
G1 X56.314 Y58.454 E196.54432
G1 X56.374 Y58.396 E195.78515
;WIPE_END
G92 E0
G1 X257.425 Y45.724 Z3.35 F7800
G1 Z.35
G1 E2.4 F60000
;TYPE:Perimeter
;WIDTH:1.26
G1 F1800
G1 X261.576 Y47.754 E3.1967
G1 X265.633 Y49.964 E3.99325
G1 X269.591 Y52.348 E4.78991
G1 X273.441 Y54.903 E5.58659
G1 X277.176 Y57.623 E6.38323
G1 X280.788 Y60.503 E7.17973
G1 X284.271 Y63.539 E7.97637
G1 X287.619 Y66.723 E8.77298
G1 X290.825 Y70.051 E9.56973
G1 X293.882 Y73.515 E10.3663
G1 X296.786 Y77.109 E11.16297
G1 X299.53 Y80.826 E11.95956
G1 X302.109 Y84.66 E12.75625
G1 X304.518 Y88.602 E13.55278
G1 X306.753 Y92.646 E14.34943
G1 X308.81 Y96.783 E15.14603
G1 X310.684 Y101.006 E15.94262
G1 X312.373 Y105.307 E16.73932
G1 X313.872 Y109.678 E17.53604
G1 X315.179 Y114.11 E18.33273
G1 X316.291 Y118.594 E19.12927
G1 X317.207 Y123.123 E19.92596
G1 X317.924 Y127.687 E20.72252
G1 X318.442 Y132.278 E21.51911
G1 X318.759 Y136.888 E22.31583
G1 X318.875 Y141.539 E23.11799
G1 X319.278 Y268.473 E45.00366
G1 X319.256 Y269.642 E45.20525
G1 X319.191 Y273.126 E45.80605
G1 X318.903 Y277.737 E46.60261
G1 X318.415 Y282.332 E47.39932
G1 X317.727 Y286.9 E48.1958
G1 X316.84 Y291.435 E48.99253
G1 X315.756 Y295.926 E49.78909
G1 X314.477 Y300.366 E50.58575
G1 X313.006 Y304.746 E51.38239
G1 X311.345 Y309.057 E52.17894
G1 X309.497 Y313.292 E52.97562
G1 X307.467 Y317.443 E53.77232
G1 X305.257 Y321.501 E54.56902
G1 X302.873 Y325.458 E55.36553
G1 X300.318 Y329.308 E56.16221
G1 X297.598 Y333.043 E56.95885
G1 X294.717 Y336.655 E57.75546
G1 X291.682 Y340.139 E58.55212
G1 X288.498 Y343.486 E59.34861
G1 X285.17 Y346.692 E60.14536
G1 X281.706 Y349.75 E60.94204
G1 X278.112 Y352.653 E61.7386
G1 X274.395 Y355.397 E62.53519
G1 X270.561 Y357.976 E63.33188
G1 X266.619 Y360.385 E64.12841
G1 X262.575 Y362.621 E64.92515
G1 X258.438 Y364.677 E65.72167
G1 X254.214 Y366.551 E66.51842
G1 X249.914 Y368.24 E67.31495
G1 X245.543 Y369.739 E68.11167
G1 X241.111 Y371.046 E68.90836
G1 X236.627 Y372.158 E69.7049
G1 X232.098 Y373.074 E70.50159
G1 X227.534 Y373.791 E71.29815
G1 X222.943 Y374.309 E72.09474
G1 X218.333 Y374.626 E72.89146
G1 X213.682 Y374.742 E73.69362
G1 X137.547 Y374.984 E86.82064
G1 X132.895 Y374.897 E87.62286
G1 X128.284 Y374.609 E88.41942
G1 X123.689 Y374.121 E89.21613
G1 X119.12 Y373.433 E90.01278
G1 X114.586 Y372.546 E90.80934
G1 X110.095 Y371.462 E91.6059
G1 X105.655 Y370.183 E92.40256
G1 X101.275 Y368.712 E93.1992
G1 X96.963 Y367.051 E93.99591
G1 X92.728 Y365.203 E94.79259
G1 X88.578 Y363.173 E95.58914
G1 X84.52 Y360.963 E96.38584
G1 X80.563 Y358.579 E97.18235
G1 X76.713 Y356.024 E97.97903
G1 X72.978 Y353.304 E98.77567
G1 X69.365 Y350.423 E99.57241
G1 X65.882 Y347.388 E100.36894
G1 X62.534 Y344.204 E101.16555
G1 X59.329 Y340.876 E101.96218
G1 X56.271 Y337.412 E102.75886
G1 X53.368 Y333.818 E103.55542
G1 X50.624 Y330.101 E104.35201
G1 X48.045 Y326.267 E105.1487
G1 X45.635 Y322.325 E105.94532
G1 X43.4 Y318.281 E106.74197
G1 X41.343 Y314.144 E107.53857
G1 X39.469 Y309.92 E108.33532
G1 X37.781 Y305.62 E109.13179
G1 X36.282 Y301.249 E109.92851
G1 X34.975 Y296.817 E110.7252
G1 X33.863 Y292.333 E111.52174
G1 X32.947 Y287.804 E112.31843
G1 X32.229 Y283.24 E113.11502
G1 X31.712 Y278.649 E113.91159
G1 X31.395 Y274.039 E114.70831
G1 X31.279 Y269.388 E115.51047
G1 X30.876 Y142.454 E137.39614
G1 X30.963 Y137.801 E138.19854
G1 X31.25 Y133.19 E138.99509
G1 X31.739 Y128.595 E139.79182
G1 X32.427 Y124.027 E140.5883
G1 X33.314 Y119.492 E141.38503
G1 X34.398 Y115.001 E142.18159
G1 X35.677 Y110.561 E142.97825
G1 X37.148 Y106.181 E143.77489
G1 X38.809 Y101.87 E144.57144
G1 X40.656 Y97.635 E145.36805
G1 X42.687 Y93.484 E146.16483
G1 X44.896 Y89.426 E146.96145
G1 X47.28 Y85.469 E147.75796
G1 X49.835 Y81.619 E148.55464
G1 X52.555 Y77.884 E149.35128
G1 X55.436 Y74.272 E150.14789
G1 X58.471 Y70.788 E150.94455
G1 X61.656 Y67.441 E151.74116
G1 X64.983 Y64.235 E152.53778
G1 X68.447 Y61.177 E153.33446
G1 X72.041 Y58.274 E154.13102
G1 X75.759 Y55.53 E154.92775
G1 X79.592 Y52.951 E155.72429
G1 X83.535 Y50.542 E156.52097
G1 X87.579 Y48.306 E157.31771
G1 X91.716 Y46.25 E158.11423
G1 X95.939 Y44.376 E158.91082
G1 X100.24 Y42.687 E159.70752
G1 X104.61 Y41.188 E160.50408
G1 X109.042 Y39.881 E161.30077
G1 X113.526 Y38.769 E162.09731
G1 X118.055 Y37.853 E162.894
G1 X122.62 Y37.136 E163.69073
G1 X127.211 Y36.618 E164.48732
G1 X131.82 Y36.301 E165.28387
G1 X136.472 Y36.185 E166.0862
G1 X212.606 Y35.943 E179.21305
G1 X217.258 Y36.03 E180.01527
G1 X221.87 Y36.318 E180.81201
G1 X226.464 Y36.806 E181.60855
G1 X231.033 Y37.494 E182.4052
G1 X235.568 Y38.381 E183.20193
G1 X240.059 Y39.465 E183.99849
G1 X244.499 Y40.744 E184.79515
G1 X248.879 Y42.215 E185.59179
G1 X253.19 Y43.876 E186.38834
G1 X257.26 Y45.652 E187.15398
;WIPE_START
G1 F6240
G1 X257.425 Y45.724 E185.50952
G1 X257.499 Y45.76 E184.75398
;WIPE_END
G92 E0
G1 X257.923 Y44.648 Z3.35 F7800
G1 Z.35
G1 E2.4 F60000
G1 F1800
G1 X262.119 Y46.701 E3.20541
G1 X266.223 Y48.935 E4.01105
G1 X270.225 Y51.346 E4.81661
G1 X274.118 Y53.93 E5.62223
G1 X277.894 Y56.68 E6.42763
G1 X281.547 Y59.593 E7.23321
G1 X285.069 Y62.663 E8.03877
G1 X288.455 Y65.883 E8.84441
G1 X291.696 Y69.247 E9.64981
G1 X294.788 Y72.75 E10.45541
G1 X297.724 Y76.385 E11.26105
G1 X300.498 Y80.144 E12.06654
G1 X303.106 Y84.02 E12.87202
G1 X305.543 Y88.006 E13.67754
G1 X307.803 Y92.095 E14.48307
G1 X309.883 Y96.279 E15.28869
G1 X311.778 Y100.549 E16.09415
G1 X313.485 Y104.899 E16.89984
G1 X315.001 Y109.318 E17.70534
G1 X316.322 Y113.799 E18.51081
G1 X317.447 Y118.334 E19.31642
G1 X318.373 Y122.913 E20.1219
G1 X319.099 Y127.529 E20.92756
G1 X319.622 Y132.171 E21.73298
G1 X319.942 Y136.832 E22.53851
G1 X320.06 Y141.523 E23.34757
G1 X320.463 Y268.483 E45.23772
G1 X320.441 Y269.664 E45.44138
G1 X320.375 Y273.174 E46.04667
G1 X320.084 Y277.837 E46.85221
G1 X319.591 Y282.483 E47.65776
G1 X318.894 Y287.102 E48.46317
G1 X317.998 Y291.688 E49.26882
G1 X316.901 Y296.229 E50.07429
G1 X315.608 Y300.719 E50.8799
G1 X314.121 Y305.148 E51.68542
G1 X312.441 Y309.508 E52.49103
G1 X310.573 Y313.79 E53.29651
G1 X308.52 Y317.987 E54.10208
G1 X306.286 Y322.09 E54.90757
G1 X303.875 Y326.092 E55.71313
G1 X301.291 Y329.985 E56.51875
G1 X298.541 Y333.761 E57.32415
G1 X295.628 Y337.414 E58.12973
G1 X292.558 Y340.937 E58.93542
G1 X289.338 Y344.322 E59.74093
G1 X285.974 Y347.563 E60.54633
G1 X282.471 Y350.655 E61.35193
G1 X278.836 Y353.591 E62.15757
G1 X275.077 Y356.365 E62.96306
G1 X271.201 Y358.973 E63.76854
G1 X267.215 Y361.41 E64.57406
G1 X263.126 Y363.67 E65.37959
G1 X258.942 Y365.75 E66.18521
G1 X254.672 Y367.645 E66.99067
G1 X250.322 Y369.352 E67.79636
G1 X245.903 Y370.868 E68.60186
G1 X241.422 Y372.19 E69.40738
G1 X236.887 Y373.314 E70.21295
G1 X232.308 Y374.24 E71.01843
G1 X227.692 Y374.966 E71.82409
G1 X223.05 Y375.489 E72.62951
G1 X218.389 Y375.81 E73.43505
G1 X213.698 Y375.927 E74.24411
G1 X137.538 Y376.169 E87.37544
G1 X132.847 Y376.081 E88.18439
G1 X128.184 Y375.79 E88.98993
G1 X123.538 Y375.296 E89.79549
G1 X118.918 Y374.6 E90.60104
G1 X114.333 Y373.703 E91.40656
G1 X109.791 Y372.607 E92.21215
G1 X105.302 Y371.314 E93.0176
G1 X100.873 Y369.827 E93.82312
G1 X96.513 Y368.147 E94.62873
G1 X92.231 Y366.279 E95.43421
G1 X88.034 Y364.226 E96.23978
G1 X83.931 Y361.992 E97.04527
G1 X79.929 Y359.581 E97.85083
G1 X76.036 Y356.997 E98.65645
G1 X72.259 Y354.247 E99.46199
G1 X68.607 Y351.334 E100.26743
G1 X65.084 Y348.264 E101.07312
G1 X61.699 Y345.044 E101.87863
G1 X58.457 Y341.68 E102.68415
G1 X55.366 Y338.177 E103.48964
G1 X52.43 Y334.542 E104.29528
G1 X49.655 Y330.783 E105.10087
G1 X47.047 Y326.907 E105.90635
G1 X44.611 Y322.921 E106.71178
G1 X42.351 Y318.832 E107.51731
G1 X40.271 Y314.648 E108.32293
G1 X38.376 Y310.377 E109.12855
G1 X36.669 Y306.028 E109.93408
G1 X35.153 Y301.609 E110.73958
G1 X33.831 Y297.128 E111.5451
G1 X32.706 Y292.593 E112.35071
G1 X31.78 Y288.014 E113.15619
G1 X31.055 Y283.398 E113.96182
G1 X30.531 Y278.756 E114.76726
G1 X30.211 Y274.095 E115.57279
G1 X30.094 Y269.404 E116.38185
G1 X29.691 Y142.444 E138.272
G1 X29.778 Y137.753 E139.08095
G1 X30.069 Y133.09 E139.88649
G1 X30.563 Y128.444 E140.69205
G1 X31.259 Y123.825 E141.49743
G1 X32.156 Y119.239 E142.30312
G1 X33.252 Y114.698 E143.10855
G1 X34.545 Y110.208 E143.91416
G1 X36.033 Y105.779 E144.71974
G1 X37.712 Y101.419 E145.52529
G1 X39.581 Y97.137 E146.33084
G1 X41.634 Y92.94 E147.13641
G1 X43.868 Y88.837 E147.9419
G1 X46.279 Y84.835 E148.74746
G1 X48.862 Y80.942 E149.55299
G1 X51.613 Y77.166 E150.3585
G1 X54.526 Y73.513 E151.16408
G1 X57.595 Y69.99 E151.96966
G1 X60.815 Y66.605 E152.77517
G1 X64.18 Y63.364 E153.5807
G1 X67.683 Y60.272 E154.3863
G1 X71.317 Y57.336 E155.1918
G1 X75.076 Y54.561 E155.99739
G1 X78.952 Y51.954 E156.80278
G1 X82.939 Y49.517 E157.60845
G1 X87.028 Y47.257 E158.41398
G1 X91.212 Y45.177 E159.2196
G1 X95.482 Y43.282 E160.02506
G1 X99.831 Y41.575 E160.83059
G1 X104.25 Y40.059 E161.63609
G1 X108.732 Y38.737 E162.44178
G1 X113.266 Y37.613 E163.24718
G1 X117.846 Y36.686 E164.05286
G1 X122.461 Y35.961 E164.85832
G1 X127.104 Y35.438 E165.66391
G1 X131.765 Y35.117 E166.46945
G1 X136.455 Y35 E167.27834
G1 X212.615 Y34.758 E180.40967
G1 X217.306 Y34.846 E181.21862
G1 X221.969 Y35.137 E182.02416
G1 X226.615 Y35.63 E182.82971
G1 X231.235 Y36.327 E183.63529
G1 X235.82 Y37.223 E184.44077
G1 X240.362 Y38.32 E185.2464
G1 X244.852 Y39.613 E186.05201
G1 X249.281 Y41.1 E186.85753
G1 X253.64 Y42.78 E187.66298
G1 X257.758 Y44.576 E188.43758
;WIPE_START
G1 F6240
G1 X257.923 Y44.648 E186.79312
G1 X257.997 Y44.684 E186.03758
;WIPE_END
G92 E0
G1 X258.42 Y43.572 Z3.35 F7800
G1 Z.35
G1 E2.4 F60000 -
My head and extruder STOP functioning when its going to printposted in General Discussion
So whats happening is everytime I send something to 3D print the head position itself to start printing and then it just stop as well as the extruder. I have tried everything like resetting the parameters etc.. I will share my parameters below.
;Configuration file for Duet WiFi (firmware version 3.3)
; executed by the firmware on start-up
;
; generated by RepRapFirmware Configuration Tool v3.3.15 on Sun Feb 19 2023 20:39:14 GMT-0500 (Eastern Standard Time); General preferences
G90 ; send absolute coordinates...
M83 ; ...but relative extruder moves
M550 P"O&MAKERSLAB" ; set printer name; Network
M552 S1 ; enable network
M586 P0 S1 ; enable HTTP
M586 P1 S0 ; disable FTP
M586 P2 S0 ; disable Telnet; Drives
M569 P5 R1 T2.5:2.5:5:5 S1 ; physical drive 5 goes forwards (X)
M569 P6 R1 T2.5:2.5:5:5 S0 ; physical drive 6 goes forwards (Y1)
M569 P7 R1 T2.5:2.5:5:5 S0 ; physical drive 7 goes forwards (Y2)
M569 P8 R1 T2.5:2.5:5:5 S1 ; physical drive 8 goes forwards (Z)M584 X6 Y7 Z5 E8 ; set drive mapping
M350 X32 Y32 Z16 E16 I1 ; configure microstepping with interpolation
M92 X21 Y21 Z320 E374.00 ; set steps per mm
M566 X900.00 Y900.00 Z300 E120 ; set maximum instantaneous speed changes (mm/min)
M203 X4800 Y4800 Z1800.0 E1200 ; set maximum speeds (mm/min)
M201 X700 Y700 Z20.00 E500.00 ; set motor currents (mA) and motor idle factor in per cent
M84 S30 ; Set idle timeout; Axis Limits
M208 X0 Y0 Z0 S1 ; set axis minima
M208 X708 Y694 Z700 S0 ; set axis maxima; Endstops
M574 X1 S1 P"xstop" ; configure switch-type (e.g. microswitch) endstop for low end on X via pin xstop
M574 Y1 S1 P"ystop" ; configure switch-type (e.g. microswitch) endstop for low end on Y via pin ystop
M574 Z2 S1 P"zstop" ; configure switch-type (e.g. microswitch) endstop for high end on Z via pin zstop; Z-Probe
M558 P1 C"!zprobe.in" H5 F120 T6000 ; set Z probe type to unmodulated and the dive height + speeds
G31 P1.5 X0 Y0 Z0.1 ; set Z probe trigger value, offset and trigger height
M557 X15:621 Y15:621 S101 ; define mesh grid; Heaters
M308 S0 P"bedtemp" Y"thermistor" T100000 B4138 ; configure sensor 0 as thermistor on pin bedtemp
M950 H0 C"bedheat" T0 ; create bed heater output on bedheat and map it to sensor 0
M307 H0 B1 S1.00 ; enable bang-bang mode for the bed heater and set PWM limit
M140 H0 ; map heated bed to heater 0
M143 H0 S300 ; set temperature limit for heater 0 to 300C
M308 S1 P"spi.cs1" Y"rtd-max31865" ; configure sensor 1 as PT1000 on pin e0temp
M950 H1 C"e0heat" T1 ; create nozzle heater output on e0heat and map it to sensor 1
M307 H1 B0 S0.50 ; disable bang-bang mode for heater and set PWM limit
M143 H1 S300 ; set temperature limit for heater 1 to 280C
M308 S2 P"spi.cs2" Y"rtd-max31865" ; configure sensor 2 as PT1000 on pin e1temp
M950 H2 C"e1heat" T2 ; create nozzle heater output on e1heat and map it to sensor 2
M307 H2 B0 S0.50 ; disable bang-bang mode for heater and set PWM limit
M143 H2 S315 ; set temperature limit for heater 2 to 315C; Fans
M950 F0 C"fan0" Q500 ; create fan 0 on pin fan0 and set its frequency
M106 P0 S0 H-1 ; set fan 0 value. Thermostatic control is turned off
M950 F1 C"fan1" Q500 ; create fan 1 on pin fan1 and set its frequency
M106 P1 S1 H1:2 T45 ; set fan 1 value. Thermostatic control is turned on; Tools
M563 P0 D0 H1:2 S"Typhoon" ; define tool 0
G10 P0 X0 Y0 Z0 ; set tool 0 axis offsets
G10 P0 R0 S0 ; set initial tool 0 active and standby temperatures to 0C; Custom settings are not defined
M575 P1 B57600 S1
T0; homeall.g
; called to home all axes
;
; generated by RepRapFirmware Configuration Tool v3.3.15 on Sun Feb 19 2023 20:39:14 GMT-0500 (Eastern Standard Time)
G91 ; relative positioning
G1 H2 Z5 F6000 ; lift Z relative to current position
G1 H1 X-621 Y621 F1800 ; move quickly to X and Y axis endstops and stop there (first pass)
G1 H2 X5 Y5 F6000 ; go back a few mm
G1 H1 X-624 Y624 F360 ; move slowly to X and Y axis endstops once more (second pass)
G90 ; absolute positioning
G1 X150 Y150 F6000
G30; homex.g
; called to home the X axis
;
; generated by RepRapFirmware Configuration Tool v3.4.1 on Sun Apr 07 2024 22:36:44 GMT-0400 (Eastern Daylight Time)
G91 ; relative positioning
G1 H2 Z5 F6000 ; lift Z relative to current position
G1 H1 X-1010 F1800 ; move quickly to X axis endstop and stop there (first pass)
G1 H2 X5 F6000 ; go back a few mm
G1 H1 X-1010 F360 ; move slowly to X axis endstop once more (second pass)
G1 H2 Z-5 F6000 ; lower Z again
G90 ; absolute positioning; homey.g
; called to home the Y axis
;
; generated by RepRapFirmware Configuration Tool v3.4.1 on Sun Apr 07 2024 22:36:44 GMT-0400 (Eastern Daylight Time)
G91 ; relative positioning
G1 H2 Z5 F6000 ; lift Z relative to current position
G1 H1 Y-955 F1800 ; move quickly to Y axis endstop and stop there (first pass)
G1 H2 Y5 F6000 ; go back a few mm
G1 H1 Y-955 F360 ; move slowly to Y axis endstop once more (second pass)
G1 H2 Z-5 F6000 ; lower Z again
G90 ; absolute positioning; homez.g
; called to home the Z axis
;
; generated by RepRapFirmware Configuration Tool v3.3.15 on Sun Feb 19 2023 20:39:15 GMT-0500 (Eastern Standard Time)
G90 ; absolute positioning
G1 X150 Y150 F6000
G30; bed.g
; called to perform automatic bed compensation via G32
;
; generated by RepRapFirmware Configuration Tool v3.4.1 on Sun Apr 07 2024 22:36:44 GMT-0400 (Eastern Daylight Time)
M561 ; clear any bed transform
G29 ; probe the bed and enable compensationI am not sure what's stopping the printer to move forward on doing the first layer and continuing to print.
PLease take a look. any feedback would be much appreciated.
Thanks!!