It was either volumetric flow in prusa slicer or max speed in the config
Posts made by Jbourns
-
RE: Slow all the time at 2000% speedposted in Tuning and tweaking
-
RE: Slow all the time at 2000% speedposted in Tuning and tweaking
@paulhew The only explanation is that im a daft prick. I think i fugged up my E speeds ands acceleration at some point. Doesn't explain why I couldn't just override it.
https://youtu.be/tr7fGtmQUk8 -
RE: Slow all the time at 2000% speedposted in Tuning and tweaking
@paulhew 10mm/3 seems like a good middle ground for the volcano
-
RE: Slow all the time at 2000% speedposted in Tuning and tweaking
@paulhew It's at 0 which is default so I assume that's off?
-
RE: Slow all the time at 2000% speedposted in Tuning and tweaking
@paulhew I'll give those a go, Thanks for the help. I'll be testing them in the next hour once this part is printed.
-
RE: Slow all the time at 2000% speedposted in Tuning and tweaking
@paulhew Its 38 x 45mm. I just don' t get why it wont increase in speed at all from DWC. I've always been able to crank it up to suit my needs. Now I'm stuck with a 6 hour print when it should have been done in 20min
-
RE: Slow all the time at 2000% speedposted in Tuning and tweaking
@engikeneer Its set to reprap/sprinter
-
RE: Slow all the time at 2000% speedposted in Tuning and tweaking
@jens55 By printing things usually dialing up with macros. But nothing is increasing the speed at all, it'll go slower.
right now i dont care for setting the proper speeds. I just want to go faster than 25mm/s 2000% speed should have done something.Should the print speed in dwc override what the slicer?
-
RE: Slow all the time at 2000% speedposted in Tuning and tweaking
@oliof Im using prusa slicer!
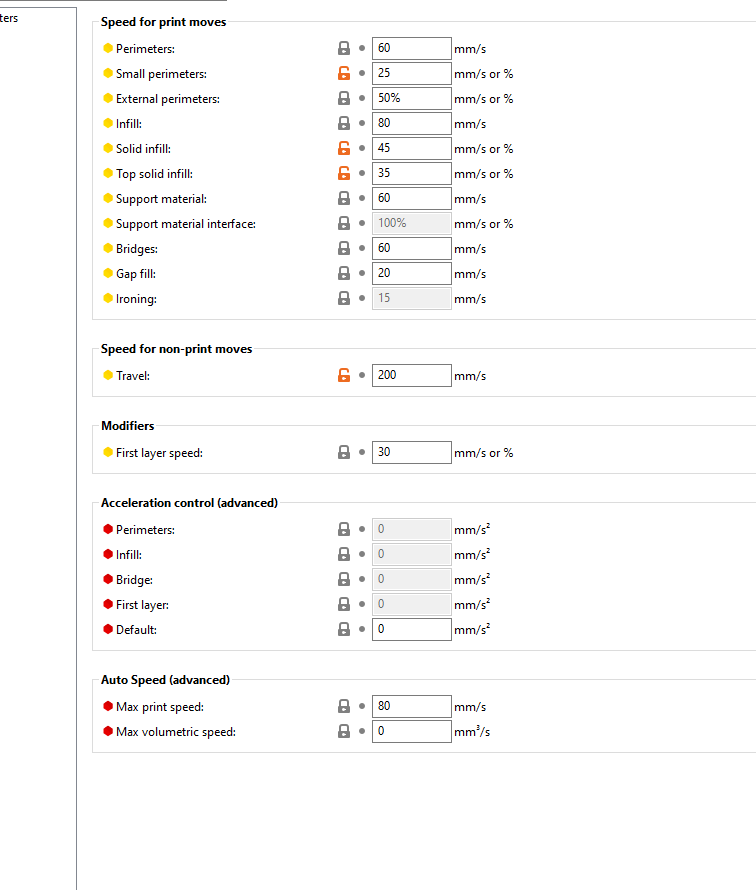
this is what i have in the speed settings.
-
Slow all the time at 2000% speedposted in Tuning and tweaking
I've cranked my max accel and speeds up and nothing its just staying at 24mm/s
Important Info.
Duet wifi
Firmware 2.05
DWC 2 something " I dont have remote access to check right now"; Configuration file for Duet WiFi (firmware version 2.03) ; executed by the firmware on start-up ; ; generated by RepRapFirmware Configuration Tool v3.3.2 on Sun Sep 19 2021 14:10:08 GMT-0700 (Pacific Daylight Time) ; General preferences G90 ; send absolute coordinates... M83 ; ...but relative extruder moves M550 P"Castle" ; set printer name M669 K1 ; select CoreXY mode ; Network M550 PCaslte ; Set machine name M552 S1 ; Enable network ;*** Access point is configured manually via M587 M586 P0 S1 ; Enable HTTP M586 P1 S1 ; Enable FTP M586 P2 S0 ; Disable Telnet M587 S"RI-Wireless" P"Ridgeview8648" ; disable Telnet ; Drives M569 P0 S1 ; physical drive 0 goes forwards M569 P1 S1 ; physical drive 1 goes forwards M569 P2 S1 ; physical drive 2 goes forwards M569 P3 S1 ; physical drive 3 goes forwards M584 X0 Y1 Z2 E3 ; set drive mapping M350 X32 Y32 I0 ; configure microstepping without interpolation M350 Z16 E16 I1 ; configure microstepping with interpolation M92 X325.00 Y325.00 Z1080.00 E700.00 ; set steps per mm M566 X1900.00 Y1900.00 Z90.00 E120.00 ; set maximum instantaneous speed changes (mm/min) M203 X10000.00 Y10000.00 Z280.00 E1200.00 ; set maximum speeds (mm/min) M201 X1900.00 Y1900.00 Z50.00 E250.00 ; set accelerations (mm/s^2) M906 X1100 Y1100 Z1500 E350 I30 ; set motor currents (mA) and motor idle factor in per cent M84 S30 ; Set idle timeout ; Axis Limits M208 X0 Y0 Z0 S1 ; set axis minima M208 X343 Y325 Z750 S0 ; set axis maxima ; Endstops M574 Z1 S1 ; set active high endstops M574 X1 Y1 S3 ; set endstops controlled by motor stall detection ; Z-Probe M558 P5 H2 F295 T6000 ; set Z probe type to switch and the dive height + speeds G31 P500 X-24 Y0 Z3.361 ; set Z probe trigger value, offset and trigger height M557 X5:350 Y15:335 S38 ; define mesh grid ; Heaters M305 P0 T100000 B4138 R4700 ; set thermistor + ADC parameters for BED heater 0 M143 H0 S120 ; set temperature limit for heater 0 to 120C M305 P1 X200 ; configure PT100 for heater 1 M143 H1 S280 ; Set thermistor + ADC parameters for heater bed? ; Fans M106 P0 S0 I0 F500 H-1 ; set fan 0 value, PWM signal inversion and frequency. Thermostatic control is turned off M106 P1 S1 I0 F500 H1 T45 ; set fan 1 value, PWM signal inversion and frequency. Thermostatic control is turned on ; Tools M563 P0 S"Volcano" D0 H1 F0 ; define tool 0 ;G10 P0 X0 Y0 Z0 ; set tool 0 axis offsets ;G10 P0 R0 S0 ; set initial tool 0 active and standby temperatures to 0C ; Custom settings are not defined ; Miscellaneous T0 ; select first tool -
Nozzle / Probe offset is whackyposted in Duet Hardware and wiring
I recently tossed my bl touch in the trash, and replaced it with a micro switch on a magnetic mount.
I used the reprap config tool to make the new config.g and for the homeall.gAfter i got all that set up with for the switch, when I probe the bed there's always a gap from the nozzle to the bed of 3mm
Important Info.
Duet wifi
Firmware 2.05
DWC 2 something " I dont have remote access to check right now"Heres the config and homeall files
; Configuration file for Duet WiFi (firmware version 2.03) ; executed by the firmware on start-up ; ; generated by RepRapFirmware Configuration Tool v3.3.2 on Sun Sep 19 2021 14:10:08 GMT-0700 (Pacific Daylight Time) ; General preferences G90 ; send absolute coordinates... M83 ; ...but relative extruder moves M550 P"Castle" ; set printer name M669 K1 ; select CoreXY mode ; Network M550 PCaslte ; Set machine name M552 S1 ; Enable network ;*** Access point is configured manually via M587 M586 P0 S1 ; Enable HTTP M586 P1 S1 ; Enable FTP M586 P2 S0 ; Disable Telnet M587 S"RI-Wireless" P"Ridgeview8648" ; disable Telnet ; Drives M569 P0 S1 ; physical drive 0 goes forwards M569 P1 S1 ; physical drive 1 goes forwards M569 P2 S1 ; physical drive 2 goes forwards M569 P3 S1 ; physical drive 3 goes forwards M584 X0 Y1 Z2 E3 ; set drive mapping M350 X32 Y32 I0 ; configure microstepping without interpolation M350 Z16 E16 I1 ; configure microstepping with interpolation M92 X325.00 Y325.00 Z1080.00 E700.00 ; set steps per mm M566 X900.00 Y900.00 Z60.00 E120.00 ; set maximum instantaneous speed changes (mm/min) M203 X6000.00 Y6000.00 Z180.00 E1200.00 ; set maximum speeds (mm/min) M201 X500.00 Y500.00 Z20.00 E250.00 ; set accelerations (mm/s^2) M906 X1200 Y1200 Z1500 E350 I30 ; set motor currents (mA) and motor idle factor in per cent M84 S30 ; Set idle timeout ; Axis Limits M208 X0 Y0 Z0 S1 ; set axis minima M208 X343 Y325 Z750 S0 ; set axis maxima ; Endstops M574 Z1 S1 ; set active high endstops M574 X1 Y1 S3 ; set endstops controlled by motor stall detection ; Z-Probe M558 P5 H2 F120 T6000 ; set Z probe type to switch and the dive height + speeds G31 P500 X-24 Y0 Z6.5 ; set Z probe trigger value, offset and trigger height M557 X15:215 Y15:195 S20 ; define mesh grid ; Heaters M305 P0 T100000 B4138 R4700 ; set thermistor + ADC parameters for heater 0 M143 H0 S120 ; set temperature limit for heater 0 to 120C M305 P1 X200 ; configure PT100 for heater 1 M143 H1 S280 ; Set thermistor + ADC parameters for heater bed? ; Fans M106 P0 S0 I0 F500 H-1 ; set fan 0 value, PWM signal inversion and frequency. Thermostatic control is turned off M106 P1 S1 I0 F500 H1 T45 ; set fan 1 value, PWM signal inversion and frequency. Thermostatic control is turned on ; Tools M563 P0 S"Volcano" D0 H1:2 F0 ; define tool 0 G10 P0 X0 Y0 Z0 ; set tool 0 axis offsets G10 P0 R0 S0 ; set initial tool 0 active and standby temperatures to 0C ; Custom settings are not defined ; Miscellaneous T0 ; select first tool; homeall.g ; ; ; Home XY for Z homing G91 ; relative positioning M400 ; make sure everything has stopped before we make changes M574 X1 Y1 S3 ; set endstops to use motor stall M913 X35 Y35 ; drop motor currents to 50% ; ;M500 ;Slow print move speed for homing M566 X1000 Y1000 Z4 E120 ; Slow maximum instantaneous speed changes (mm/min) M203 X2000 Y2000 Z1500 E1200 ; Slow maximum speeds (mm/min) M201 X1050 Y1050 Z280 ; Set accelerations (mm/s^2) ; ; M915 X Y S2 F0 H200 R0 ; set sensitivity to +2 unfiltered G91 ; use relative positioning G1 S2 Z2 F200 ; lower bed 4mm to ensure it is above the switch trigger height G1 X-400 F4000 S1 ; move X all the way left and stop at end G1 Y-400 F4000 S1 ; move Y all the way left and stop at end G90 ; absolute G1 X22 Y15 ; move to edge of glass ; ;Restore print move speed for homing ;M566 X2500 Y2500 Z4 E120 ; maximum instantaneous speed changes (mm/min) ;M203 X1000 Y1000 Z1000 E1200 ; maximum speeds (mm/min) ;M201 X1950 Y1950 Z180 ; Set accelerations (mm/s^2) ;G91 ; use absolute positioning G30 ; Probe Z ;G90 ; use relative positioning ;G1 Z3 F300 ; lift Z relative to current position ;G90 ; absolute positioning M400 ; make sure everything has stopped before we reset the motor currents M913 X100 Y100 Z100 ; motor currents back to 100% ;G90 ; back to absolute positioning ;M501A video of it happening https://youtu.be/tlciypIz7Yg
-
RE: G29 not following mesh grid area properlyposted in Tuning and tweaking
@aidar
Ok i think i get it now, Ive been defining the mesh area by where the nozzle can go, what i should have been doing is using the probes location.
It makes sense now how it works, just had it in my head that the dimensions were all driven from the nozzle, the firmware would take care of the offset for the mesh probing area. -
RE: G29 not following mesh grid area properlyposted in Tuning and tweaking
it only showed those messages when i had my probe offset backwards.
-
RE: G29 not following mesh grid area properlyposted in Tuning and tweaking
It cant physically get there, the print head is moving Y positive, im expecting it to stay at Y-30 so it can probe the furthest forward it can. so it moving Y positive at the start of the probing its missing a part of the build plate.
-
RE: G29 not following mesh grid area properlyposted in Tuning and tweaking
you're correct I'm using a right hand coordinates. It doesnt stay at Y-30 when probing the front edge of the bed. when it probes g29 its moving y 24 mm. I must be missing something
-
G29 not following mesh grid area properlyposted in Tuning and tweaking
My corexy is running
duet wifi 1.02 harware
firmware 2.02
wifi server 1.22
dwc 2.05I cant figure out whats going on causing my mesh grind to not probe where i have it set M557 X10:345 Y-30:290 S45 It starts probing X10 Y-6.
Y-30 is 30mm from the front of the bed and at its maximum physical travel, the bltouch is 66mm in the positive direction.
here's my config and homing fileshomez.g homey.g homex.g homeall.g config.g
any help would be greatly appreciated , i have been stuck on this for a few days now -
RE: Z axis on corexy always has a offset even after homing.posted in General Discussion
What would you suggest as a safer way of setting x and y?
what am i doing twice? i dont see what you mean.
I'll update it once this little problem is fixed. -
RE: Z axis on corexy always has a offset even after homing.posted in General Discussion
I noticed that I was missing M574 Z1 S1 That could be my issue, ill give it a go tomorrow. Kinda doubt that's that problem, but it's something.
-
RE: Z axis on corexy always has a offset even after homing.posted in General Discussion
That's true, it is commented out because i used to have a piezo installed. I don't have it on the printer anymore so I'm just using a end stop right now.
-
Z axis on corexy always has a offset even after homing.posted in General Discussion
Its been a years since i've had the printer running, just got it going again today. It had this issue when I took a break from it.
The printer is custom built core xy running duet fw 2.0 and dwc 1.21.1I looked through all the settings over and over, couldn't find anything out of the ordinary.
So when i home all with G28 from dwc it all does exactly as its expected to goes through homing x and y with sensorless homing, then jogging the head over to the front right corner to home z near the z adjust screw.
after its all done. Dwc reads X320Y0Z4.15 Its saying z is 4.15mm above the bed while its physically touching the build plate.homeall.g config-override.g config.g bed.gAny help would be greatly appreciated