Hi,
I am getting reasonably good autocalibration deviations:
9:34:18 PMG32
Calibrated 8 factors using 16 points, deviation before 0.032 after 0.031
9:33:33 PMG32
Calibrated 8 factors using 16 points, deviation before 0.031 after 0.029
I improved this from 0.060-0.067 by tensioning the belts better. I don't use M500, I prefer to enter the autocalibration results into my config.g file.
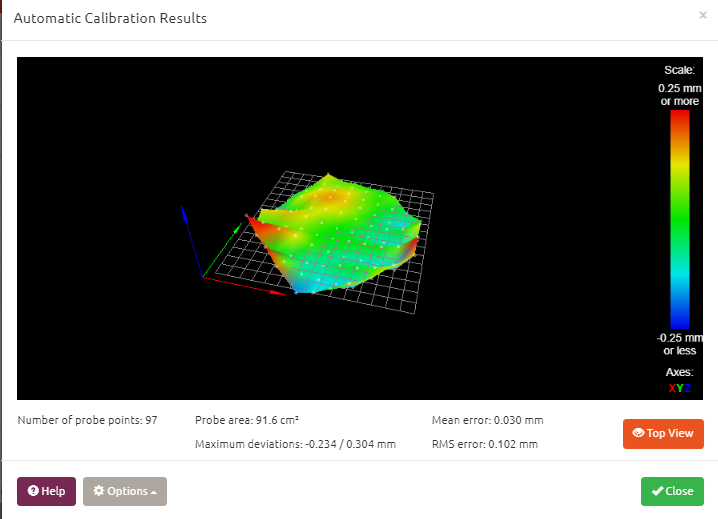
but my bed mesh is all over the place
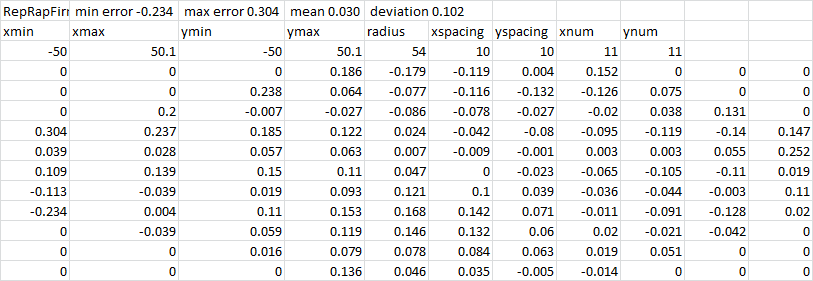 RepRapFirmware height map file v2 generated at 2019-10-16 21:37 min error -0.234 max error 0.304 mean 0.030 deviation 0.102
RepRapFirmware height map file v2 generated at 2019-10-16 21:37 min error -0.234 max error 0.304 mean 0.030 deviation 0.102
xmin xmax ymin ymax radius xspacing yspacing xnum ynum
-50 50.1 -50 50.1 54 10 10 11 11
0 0 0 0.186 -0.179 -0.119 0.004 0.152 0 0 0
0 0 0.238 0.064 -0.077 -0.116 -0.132 -0.126 0.075 0 0
0 0.2 -0.007 -0.027 -0.086 -0.078 -0.027 -0.02 0.038 0.131 0
0.304 0.237 0.185 0.122 0.024 -0.042 -0.08 -0.095 -0.119 -0.14 0.147
0.039 0.028 0.057 0.063 0.007 -0.009 -0.001 0.003 0.003 0.055 0.252
0.109 0.139 0.15 0.11 0.047 0 -0.023 -0.065 -0.105 -0.11 0.019
-0.113 -0.039 0.019 0.093 0.121 0.1 0.039 -0.036 -0.044 -0.003 0.11
-0.234 0.004 0.11 0.153 0.168 0.142 0.071 -0.011 -0.091 -0.128 0.02
0 -0.039 0.059 0.119 0.146 0.132 0.06 0.02 -0.021 -0.042 0
0 0 0.016 0.079 0.078 0.084 0.063 0.019 0.051 0 0
0 0 0 0.136 0.046 0.035 -0.005 -0.014 0 0 0
Unfortunately when I downloaded this is didn't give me the heightmap image.
What can I do to improve this?
Small delta, config.g below ( this says firmware 2.03, but I am sure I am on 2.04, I think this file was originally generated before I installed 2.04)):
; Configuration file for Duet Maestro (firmware version 2.03)
; executed by the firmware on start-up
;
; generated by RepRapFirmware Configuration Tool v2.0.4 on Tue Sep 17 2019 20:28:32 GMT+0100 (British Summer Time)
; General preferences
G90 ; send absolute coordinates...
M83 ; ...but relative extruder moves
M550 P"My Printer" ; set printer naME
M665 L120.75:120.25:120.25 R61.788 H124.094 B55.0 X1.209 Y0.638 Z0.000 ; Set delta radius, diagonal rod length, printable radius and homed heigh
M666 X0.85 Y-1.18 Z0.33 A-1.93 B0.43 ; put end stop adjustments here, or let auto calibration find them
; Network
M552 P0.0.0.0 S1 ; enable network and acquire dynamic address via DHCP
M586 P0 S1 ; enable HTTP
M586 P1 S0 ; disable FTP
M586 P2 S0 ; disable Telnet
; Drives
M569 P0 S0 ; physical drive 0 goes backwards
M569 P1 S0 ; physical drive 1 goes backwards
M569 P2 S0 ; physical drive 2 goes backwards
M569 P3 S1 ; physical drive 3 goes forwards
M584 X0 Y1 Z2 E3 ; set drive mapping
M350 E256 I0 ; configure microstepping without interpolation
M350 X32 Y32 Z32 I1 ; configure microstepping with interpolat
M92 X204.520 Y204.520 Z204.520 E1675 ; set steps per mm
M566 X1200.00 Y1200.00 Z1200.00 E1200.00 ; set maximum instantaneous speed changes (mm/min)
M203 X18000.00 Y18000.00 Z18000.00 E1200.00 ; set maximum speeds (mm/min)
M201 X1000.00 Y1000.00 Z1000.00 E1000.00 ; set accelerations (mm/s^2)
M906 X600 Y600 Z600 E600 I30 ; set motor currents (mA) and motor idle factor in per cent
M84 S30 ; Set idle timeout
; Axis Limits
M208 Z-3 S1 ; set minimum Z
; Endstops
M574 X2 Y2 Z2 S0 ; set active low and disabled endstops
; Z-Probe
M558 P1 H10 I1 F1200 T12000 A5 ; set Z probe type to switch and the dive height + speeds
G31 P0001 X0 Y0 Z-0.2 ; set Z probe trigger value, offset and trigger height
M557 R54 S10 ; define mesh grid
; Heaters
M305 P1 T100000 B4138 R2200 ; set thermistor + ADC parameters for heater 1
M143 H1 S280 ; set temperature limit for heater 1 to 280C
M307 H1 A322.4 C143.5 D6.3 S1.00 V12.6 B0 ; SET pid FIGURES FROM AUTOTUNE
M305 P0 T100000
M143 H0 S120
; Fans
M106 P0 S0 I0 F500 H1 ; set fan 0 value, PWM signal inversion and frequency. Thermostatic control is turned off
M106 P1 S1 I0 F500 H1 T45 ; set fan 1 value, PWM signal inversion and frequency. Thermostatic control is turned on
; Tools
M563 P0 D0 H1 F0 ; define tool 0
G10 P0 X0 Y0 Z0 ; set tool 0 axis offsets
G10 P0 R0 S0 ; set initial tool 0 active and standby temperatures to 0C
; Custom settings are not defined
;scaling
m570 x0.9481 y1.0115 ; scaling adjusted
; Miscellaneous
M501 ; load saved parameters from non-volatile memory
Bed.g:
; bed.g
; called to perform automatic delta calibration via G32
;
; generated by RepRapFirmware Configuration Tool v2.0.4 on Tue Sep 17 2019 20:28:32 GMT+0100 (British Summer Time)
M561 ; clear any bed transform
G28 ; home all towers
; Probe the bed at 12 peripheral and 3 halfway points, and perform 3-factor auto compensation
; Before running this, you should have set up your Z-probe trigger height to suit your build, in the G31 command in config.g.40
M140 H0 S60
G30 P0 X0 Y48 H0.13 Z-99999
G30 P1 X24.95 Y43.21 H0.0772 Z-99999
G30 P2 X43.21 Y24.95 H-0.159 Z-99999
G30 P3 X48 Y0 H0.099 Z-99999
G30 P4 X43.21 Y-24.95 H0.1712 Z-99999
G30 P5 X24.95 Y-43.21 H-0.027 Z-99999
G30 P6 X0 Y-48 H-0.0902 Z-99999
G30 P7 X-24.95 Y-43.21 H0.133 Z-99999
G30 P8 X-43.21 Y-24.95 H0.192 Z-99999
G30 P9 X-48 Y0 H0-0.512 Z-99999
G30 P10 X-43.21 Y24.95 H-0.022 Z-99999
G30 P11 X-24.95 Y43.21 H0.1116 Z-99999
G30 P12 X0 Y24.9 H0.116 Z-99999
G30 P13 X21.56 Y-12.45 H0.008 Z-99999
G30 P14 X-21.56 Y-12.45 H0.146 Z-99999
G30 P15 X0 Y0 H0 Z-99999 S8
; Use S-1 for measurements only, without calculations. Use S4 for endstop heights and Z-height only. Use S6 for full 6 factors
; If your Z probe has significantly different trigger heights depending on XY position, adjust the H parameters in the G30 commands accordingly. The value of each H parameter should be (trigger height at that XY position) - (trigger height at centre of bed)
The heightmap is high towards each tower, and is shows peaks and troughs. I think I may have a belt issue, I have GT2 16t drive gear and idlers with S2M belt. I am waiting for GT2 belt to arrive but it seems to be taking an age to come. Could this be causing the issue, or is there something else I can examine? Is it worth me redoing my trigger heights in case there has been any movement?
I can add some figures from a calibration object I printed later today if it would be of any use?