Using a door switch is a clever idea, I may look into that.
M570 looks like it will work for what I need. Thanks for pointing that out.
Using a door switch is a clever idea, I may look into that.
M570 looks like it will work for what I need. Thanks for pointing that out.
Hmm, well after some more prints still on 3.1.1 I got the layer shifting again. So I guess the problem is something else...
Using a door switch is a clever idea, I may look into that.
M570 looks like it will work for what I need. Thanks for pointing that out.
I've recently upgraded to 3.4.0 and am having trouble with my heated chamber config. At first my M307 parameters didn't work at all, I would get a "heating to slowly" fault after a few seconds. I ran auto tune (which took 5+ hours to complete for my heavily insulated chamber...) and changed to the new M307 parameters. Those seem to work great, but have one major problem. If I open the door to get a better look at the print (or whatever) the heater faults in a few seconds. It's impressive that it can be modeled so accurately, but I need a way to loosen the restrictions for the chamber heater.
How can I adjust the settings so that it wont be so particular about the temp control? The chamber heater really doesn't need to be so accurate or fault for relatively small inconsistencies.
Thanks!
Hmm, well after some more prints still on 3.1.1 I got the layer shifting again. So I guess the problem is something else...
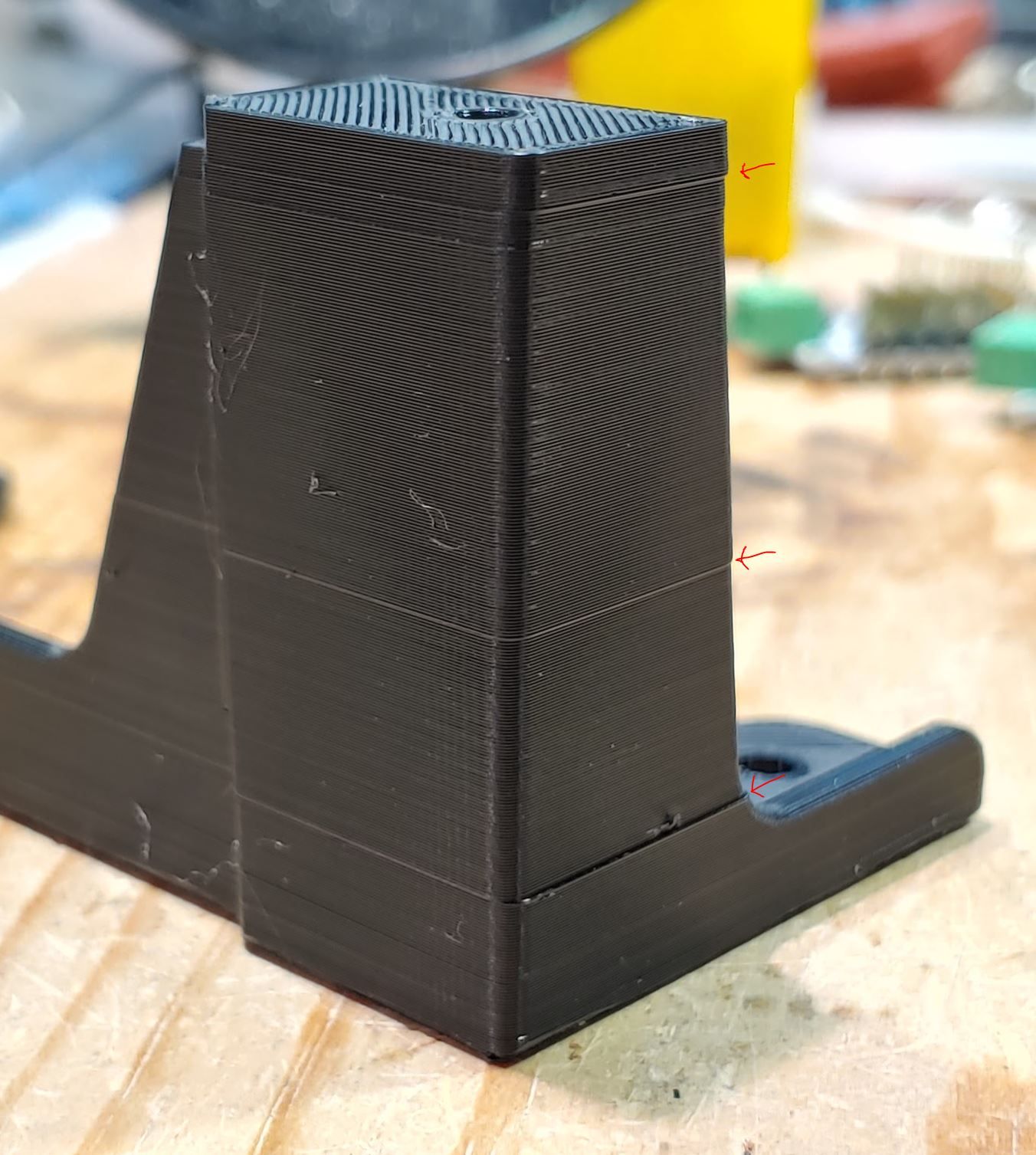
I seem to be having this same issue. After upgrading to 3.2.2 I started seeing layer shifts in prints. They seem to be only in the x axis, possibly a very tiny y shift at the same time. After printing this long print with 3 layer shifts, I downgraded to 3.1.1 and printed the same gcode again without changing anything else. The second print had no issues. Not totally conclusive I know, but suggestive.
I run a modified ATOM delta printer.
Each shift feels like the same distance, measures about 0.25mm. In this part it shifted negative, then positive, then positive.
M122 after downgrading, forgot to capture it while on 3.2.2.
M122
=== Diagnostics ===
RepRapFirmware for Duet 2 WiFi/Ethernet version 3.1.1 running on Duet WiFi 1.02 or later
Board ID: 08DDM-9FAM2-LW4S4-6JTDA-3SN6L-K3V7Y
Used output buffers: 3 of 24 (22 max)
=== RTOS ===
Static ram: 27980
Dynamic ram: 94164 of which 60 recycled
Exception stack ram used: 264
Never used ram: 8604
Tasks: NETWORK(ready,384) HEAT(blocked,1224) MAIN(running,1824) IDLE(ready,80)
Owned mutexes: WiFi(NETWORK)
=== Platform ===
Last reset 00:00:44 ago, cause: power up
Last software reset details not available
Error status: 0
MCU temperature: min 11.0, current 16.4, max 16.5
Supply voltage: min 23.8, current 24.0, max 24.2, under voltage events: 0, over voltage events: 0, power good: yes
Driver 0: standstill, SG min/max not available
Driver 1: standstill, SG min/max not available
Driver 2: standstill, SG min/max not available
Driver 3: standstill, SG min/max not available
Driver 4: standstill, SG min/max not available
Date/time: 2021-02-20 11:15:45
Cache data hit count 69622987
Slowest loop: 6.92ms; fastest: 0.15ms
I2C nak errors 0, send timeouts 0, receive timeouts 0, finishTimeouts 0, resets 0
=== Storage ===
Free file entries: 10
SD card 0 detected, interface speed: 20.0MBytes/sec
SD card longest read time 2.7ms, write time 0.0ms, max retries 0
=== Move ===
Hiccups: 0(0), FreeDm: 169, MinFreeDm: 169, MaxWait: 0ms
Bed compensation in use: mesh, comp offset 0.000
=== MainDDARing ===
Scheduled moves: 0, completed moves: 0, StepErrors: 0, LaErrors: 0, Underruns: 0, 0 CDDA state: -1
=== AuxDDARing ===
Scheduled moves: 0, completed moves: 0, StepErrors: 0, LaErrors: 0, Underruns: 0, 0 CDDA state: -1
=== Heat ===
Bed heaters = 0 -1 -1 -1, chamberHeaters = 2 -1 -1 -1
=== GCodes ===
Segments left: 0
Movement lock held by null
HTTP is idle in state(s) 0
Telnet is idle in state(s) 0
File is idle in state(s) 0
USB is idle in state(s) 0
Aux is idle in state(s) 0
Trigger is idle in state(s) 0
Queue is idle in state(s) 0
Daemon is idle in state(s) 0
Autopause is idle in state(s) 0
Code queue is empty.
=== Network ===
Slowest loop: 30.56ms; fastest: 0.00ms
Responder states: HTTP(2) HTTP(0) HTTP(0) HTTP(0) FTP(0) Telnet(0), 0 sessions
HTTP sessions: 1 of 8
- WiFi -
Network state is active
WiFi module is connected to access point
Failed messages: pending 0, notready 0, noresp 0
WiFi firmware version 1.23
WiFi MAC address 60:01:94:34:3e:3d
WiFi Vcc 3.36, reset reason Hardware watchdog
WiFi flash size 4194304, free heap 25480
WiFi IP address 192.168.12.123
WiFi signal strength -64dBm, reconnections 0, sleep mode modem
Socket states: 4 0 0 0 0 0 0 0
=== Filament sensors ===
Extruder 0 sensor: ok
; General preferences
M111 S0 ; Debugging off
G21 ; Work in millimetres
G90 ; Send absolute coordinates...
M83 ; ...but relative extruder moves
M555 P1 ; Set firmware compatibility to look like RepRapFirmare
;M555 P2 ; Set firmware compatibility to look like Marlin
G29 S1 ; Load Mesh Bed Compensation Map from SD Card
M911 S19.5 R22 P"G91 M83 G1 Z3 E-5 F1000" ; Setup auto pause on power fail
;*** The homed height is deliberately set too high in the following - you will adjust it during calibration.
M665 R105.11 L225.51 B110 H365 ; Set delta radius, diagonal rod length, printable radius and homed height
M666 X0 Y0 Z0 ; Put your endstop adjustments here, or let auto calibration find them
M208 Z0 S1 ; Set minimum Z
; Endstops
M574 X2 S1 P"xstop"
M574 Y2 S1 P"ystop"
M574 Z2 S1 P"zstop"
; Z-Probe
M558 P5 C"^!e0stop" F60 T2000 A3 S0.01 ; Set Z probe type to switch, the axes for which it is used and the dive height + speeds, active high
G31 P600 X0 Y0 Z4.805 ; Set Z probe trigger value, offset and trigger height (Position for Inductive Iouch center mount)
;G31 P600 X0 Y0 Z14.805 ; Set Z probe trigger value, offset and trigger height (Position for IR Touch center mount)
;G31 P600 X0 Y0 Z-12.03 ; Set Z probe trigger value, offset and trigger height (Position for micro switch center mount)
;G31 P600 X0 Y0 Z15.765 ; Set Z probe trigger value, offset and trigger height (Position for induction center mount)
;G31 P600 X-24 Y-1 Z4.4 ; Set Z probe trigger value, offset and trigger height (Position for my Chimera print head)
; Calibration
M557 R105 S20 ; Define mesh grid. Radius and Spacing
; Filament Sensor (Using Endstop Input)
M591 P2 C"exp.e2stop" S1 D0
; External Triggers
M950 P1 C"e1stop"
M581 P1 T1 S0 ; Use a falling edge on E0 endstop to trigger a print Pause command
; Drives
M569 P0 S1 ; Drive 0 goes forwards
M569 P1 S1 ; Drive 1 goes forwards
M569 P2 S1 ; Drive 2 goes forwards
M569 P3 S1 ; Drive 3 goes forwards
M92 X160 Y160 Z160 E412 ; Set steps per mm at default 16x microstepping
M350 X16 Y16 Z16 E128 I1 ; Configure microstepping with interpolation
M566 X1200 Y1200 Z1200 E600 ; Set maximum instantaneous speed changes (mm/min)
M203 X30000 Y30000 Z30000 E30000 ; Set maximum speeds (mm/min)
M201 X2000 Y2000 Z2000 E2000 ; Set accelerations (mm/s^2)
M906 X1500 Y1500 Z1500 E800 I35 ; Set motor currents (mA) and motor idle factor in per cent
M84 S30 ; Set idle timeout
; Stall Detection
M915 P0 S15 F0 H400 R3 ;On stall detection rehome and restart
M915 P1 S15 F0 H400 R3 ;On stall detection rehome and restart
M915 P2 S15 F0 H400 R3 ;On stall detection rehome and restart
; Temperature Sensors
M308 S0 P"bed_temp" Y"thermistor" T100000 B4725 C7.060000e-8 A"Bed"
M308 S1 P"e0temp" Y"thermistor" T100000 B4725 C7.060000e-8 A"Hot End"
M308 S2 P"e1temp" Y"thermistor" T100000 B4725 C7.060000e-8 A"Air"
; Heater to Temperature Sensor Connection
; Set Bed Heater
M950 H0 c"bed_heat" T0
M140 H0
; Set Hot End Heater
M950 H1 c"e0heat" T1
; Set Chamber Heater
M950 H2 c"exp.heater4" Q0 T2
M141 H2
; Heater Config
M301 H0 S1.00 P10 I0.1 D200 T0.4 W180 B30 ; Use PID on bed heater (may require further tuning)
M143 H0 S120 ; Set temperature limit for heater 0 to 120C
M143 H1 S310 ; Set temperature limit for heater 1 to 310C
;M143 H2 S120 ; Set temperature limit for heater 2 to 120C
M570 S120 ; Configure heater fault detection. Cancel if heating takes longer than time (seconds)
; Tools Z Offset
; More negative z value is farther from the build plate
; Tools
M563 P0 D0 H1 S"Chimera CORE 0.4mm KKIINNGG" ; Define tool 0
G10 P0 X0 Y0 Z-10.8 ; Set tool 0 axis offsets (FlexPlate Magnet with PEI Powder Coated Spring Steel)
;G10 P0 X0 Y0 Z-9.8 ; Set tool 0 axis offsets (Old PEI Bed)
G10 P0 R0 S0 ; Set initial tool 0 active and standby temperatures to 0C
M563 P1 D0 H1 S"Volcano 1mm" ; Define tool 1
G10 P1 X0 Y0 Z-18.6 ; Set tool 1 axis offsets (FlexPlate Magnet with PEI Powder Coated Steel)
;G10 P1 X0 Y0 Z-16.8 ; Set tool 1 axis offsets (Old PEI Bed)
G10 P1 R0 S0 ; Set initial tool 1 active and standby temperatures to 0C
; Network
M550 PATOM2 ; Set machine name
M552 S1 ; Enable network
M586 P0 S1 ; Enable HTTP
M586 P1 S0 ; Disable FTP
M586 P2 S0 ; Disable Telnet
; Fans
M950 F0 C"fan0"
M950 F1 C"fan1"
M950 F2 C"!fan2" Q500
M950 F3 C"e1heat"
M106 P0 S0 H-1 C"Part Cooling"
M106 P1 S1 H1 T50 C"Hotend Fan"
M106 P2 C"Enclosure Fan"
M106 P3 S0 L1 H-1 C"Circulation Fan"
; Water Cooling (hot end and motors) Power Enable
M950 F4 C"exp.heater3"
M106 P4 S1 H1 T50 C"WaterCooling"
; Enclosure Filter Fan Power Enable
M950 F5 C"exp.heater5"
M106 P5 S1 H1 T35 C"EnclosureFan"
; Default tool selection
;T0
M912 P0 S-18 ; CPU Temp Calibration
M501 ; Load overrides
I'm having trouble with this as well for an openpnp machine. Trying to move from using an "extruder" to a rotary axis for part rotation. But whether I define:
M584 X0 Y2 Z1 A3
or
M584 X0 Y2 Z1
M584 U3 R1
or
M584 X0 Y2 Z1
M584 A3
My rotary axis, either A or U, still only lets me move from 0 - 200 position. There is no infinite rotation.
Is there something beyond configuring the axis as a rotation axis to remove the limits?
Thanks
Yep, that fixed it. Thank you!
I must have copied the new format from the example in the config upgrade guide and forgot to change the 1 -> 2's.
I've recently upgraded from RRF 2 to 3. I updated my config and it mostly is working, but I'm having problems with the home position. I have a delta printer.
At first I couldn't tell why it wasn't right, it seemed to just change sometimes. Then I realized that the position it thinks is home is changing depending on the position of the print head when it starts the homing process.
For example:
If the print head is all the way at the close to the top when the machine turns on, and I home, I get Z: 365mm (close to the correct value)
But If I turn the machine off, move the head down some distance, maybe 100mm, then turn it on again, then home, I get something like Z440mm
If I do the same and move it more or less, I get different values for z home every time
So there seams to be no way for me to get a consistent home position.
I have a delta printer with a Duet 2 wifi.
I have a z probe configured, but it is not normally attached. Not sure if that is relevant here, I see the same issue weather or not the z probe is attached. It doesn't fit on my print head really so I just use it for calibration then take it off. The top homing has been accurate enough for me to get a consistent z starting height. I have run delta calibration again since upgrading to RRF 3 and it seamed to run correctly.
I've tried v3.1.1 and v3.2 beta4.1, both have the same issue for me.
Thank you for your help!
M98 P"config.g"
Warning: the height map was loaded when the current Z=0 datum was not determined probing. This may result in a height offset.
HTTP is enabled on port 80
FTP is disabled
TELNET is disabled
Warning: Heater 1 appears to be over-powered. If left on at full power, its temperature is predicted to reach 809C
Error: Heater 3 not found
Error: Heater 4 not found
Error: Heater 5 not found
Error: Heater 6 not found
Error: Heater 7 not found
M115
FIRMWARE_NAME: RepRapFirmware for Duet 2 WiFi/Ethernet FIRMWARE_VERSION: 3.1.1 ELECTRONICS: Duet WiFi 1.02 or later FIRMWARE_DATE: 2020-05-19b2
conig.g
; General preferences
M111 S0 ; Debugging off
G21 ; Work in millimetres
G90 ; Send absolute coordinates...
M83 ; ...but relative extruder moves
M555 P1 ; Set firmware compatibility to look like RepRapFirmare
;M555 P2 ; Set firmware compatibility to look like Marlin
G29 S1 ; Load Mesh Bed Compensation Map from SD Card
M911 S19.5 R22 P"G91 M83 G1 Z3 E-5 F1000" ; Setup auto pause on power fail
;*** The homed height is deliberately set too high in the following - you will adjust it during calibration.
M665 R105.11 L225.51 B110 H365 ; Set delta radius, diagonal rod length, printable radius and homed height
M666 X0 Y0 Z0 ; Put your endstop adjustments here, or let auto calibration find them
M208 Z0 S1 ; Set minimum Z
; Endstops
M574 X1 S1 P"xstop"
M574 Y1 S1 P"ystop"
M574 Z1 S1 P"zstop"
; Z-Probe
M558 P5 C"e0stop" F60 T4000 A3 S0.01 ; Set Z probe type to switch, the axes for which it is used and the dive height + speeds, active high
G31 P600 X0 Y0 Z14.805 ; Set Z probe trigger value, offset and trigger height (Position for IR Touch center mount)
;G31 P600 X0 Y0 Z-12.03 ; Set Z probe trigger value, offset and trigger height (Position for micro switch center mount)
;G31 P600 X0 Y0 Z15.765 ; Set Z probe trigger value, offset and trigger height (Position for induction center mount)
;G31 P600 X-24 Y-1 Z4.4 ; Set Z probe trigger value, offset and trigger height (Position for my Chimera print head)
; Calibration
M557 R105 S20 ; Define mesh grid. Radius and Spacing
; Filament Sensor (Using Endstop Input)
M591 P2 C"exp.e2stop" S1 D0
; External Triggers
M950 P1 C"e1stop"
M581 P1 T1 S0 ; Use a falling edge on E0 endstop to trigger a print Pause command
; Drives
M569 P0 S1 ; Drive 0 goes forwards
M569 P1 S1 ; Drive 1 goes forwards
M569 P2 S1 ; Drive 2 goes forwards
M569 P3 S1 ; Drive 3 goes forwards
M92 X160 Y160 Z160 E412 ; Set steps per mm at default 16x microstepping
M350 X16 Y16 Z16 E128 I1 ; Configure microstepping with interpolation
M566 X1200 Y1200 Z1200 E600 ; Set maximum instantaneous speed changes (mm/min)
M203 X30000 Y30000 Z30000 E30000 ; Set maximum speeds (mm/min)
M201 X2000 Y2000 Z2000 E2000 ; Set accelerations (mm/s^2)
M906 X1500 Y1500 Z1500 E800 I45 ; Set motor currents (mA) and motor idle factor in per cent
M84 S30 ; Set idle timeout
; Stall Detection
M915 P0 S15 F0 H400 R3 ;On stall detection rehome and restart
M915 P1 S15 F0 H400 R3 ;On stall detection rehome and restart
M915 P2 S15 F0 H400 R3 ;On stall detection rehome and restart
; Temperature Sensors
M308 S0 P"bed_temp" Y"thermistor" T100000 B4725 C7.060000e-8 A"Bed"
M308 S1 P"e0temp" Y"thermistor" T100000 B4725 C7.060000e-8 A"Hot End"
M308 S2 P"e1temp" Y"thermistor" T100000 B4725 C7.060000e-8 A"Air"
; Heater to Temperature Sensor Connection
M950 H0 c"bed_heat" T0
M140 H0
M950 H1 c"e0heat" T1
M950 H2 c"e1heat" T2
; Heater Config
M301 H0 S1.00 P10 I0.1 D200 T0.4 W180 B30 ; Use PID on bed heater (may require further tuning)
M143 H0 S120 ; Set temperature limit for heater 0 to 120C
M143 H1 S310 ; Set temperature limit for heater 1 to 310C
;M143 H2 S120 ; Set temperature limit for heater 2 to 120C
M570 S120 ; Configure heater fault detection. Cancel if heating takes longer than time (seconds)
; Tools Z Offset
; More negative z value is farther from the build plate
; Tools
M563 P0 D0 H1 S"Chimera CORE 0.4mm KKIINNGG" ; Define tool 0
G10 P0 X0 Y0 Z-17.6 ; Set tool 0 axis offsets (FlexPlate Magnet with PEI Powder Coated Spring Steel)
G10 P0 R0 S0 ; Set initial tool 0 active and standby temperatures to 0C
M563 P1 D0 H1 S"Volcano 1mm" ; Define tool 1
G10 P1 X0 Y0 Z-18.6 ; Set tool 1 axis offsets (FlexPlate Magnet with PEI Powder Coated Steel)
G10 P1 R0 S0 ; Set initial tool 1 active and standby temperatures to 0C
; Network
M550 PATOM2 ; Set machine name
M552 S1 ; Enable network
M586 P0 S1 ; Enable HTTP
M586 P1 S0 ; Disable FTP
M586 P2 S0 ; Disable Telnet
; Fans
M950 F0 C"fan0"
M950 F1 C"fan1"
M950 F2 C"!fan2" Q500
M106 P0 S0 H-1 c"Part Cooling"
M106 P1 S1 H1 T60 c"Hotend Fan"
M106 P2 C"Enclosure Fan"
; Default tool selection
;T0
M912 P0 S-18 ; CPU Temp Calibration
M501 ; Load overrides
config-override.g
; config-override.g file generated in response to M500 at 2020-08-30 08:17
; This is a system-generated file - do not edit
; Delta parameters
M665 L231.666:231.666:231.666 R106.843 H364.543 B110.0 X-0.116 Y0.475 Z0.000
M666 X0.098 Y0.387 Z-0.485 A0.00 B0.00
; Heater model parameters
M307 H0 A90.0 C700.0 D10.0 S1.00 V0.0 B0
M307 H1 A784.7 C147.2 D1.6 S1.00 V24.0 B0
M307 H2 A340.0 C140.0 D5.5 S1.00 V0.0 B0
M307 H3 A340.0 C140.0 D5.5 S1.00 V0.0 B0
M307 H4 A340.0 C140.0 D5.5 S1.00 V0.0 B0
M307 H5 A340.0 C140.0 D5.5 S1.00 V0.0 B0
M307 H6 A340.0 C140.0 D5.5 S1.00 V0.0 B0
M307 H7 A340.0 C140.0 D5.5 S1.00 V0.0 B0
G10 L2 P1 X0.00 Y0.00 Z0.00
G10 L2 P2 X0.00 Y0.00 Z0.00
G10 L2 P3 X0.00 Y0.00 Z0.00
G10 L2 P4 X0.00 Y0.00 Z0.00
G10 L2 P5 X0.00 Y0.00 Z0.00
G10 L2 P6 X0.00 Y0.00 Z0.00
G10 L2 P7 X0.00 Y0.00 Z0.00
G10 L2 P8 X0.00 Y0.00 Z0.00
G10 L2 P9 X0.00 Y0.00 Z0.00
I don't see any error message listed. I changed it back and tested the Home All button as well as sending G28 manually from the G-Code Console page. It only logs the G28 call. Also, the notification message about the axis's not being homed disappears despite the homing having failed.
Fantastic, that did it ") Thank you
Thank you
I guess it hit the end stops on the "bottom" when it was going up, sensed the error and aborted setting the home position? Something like that. Makes sense now.