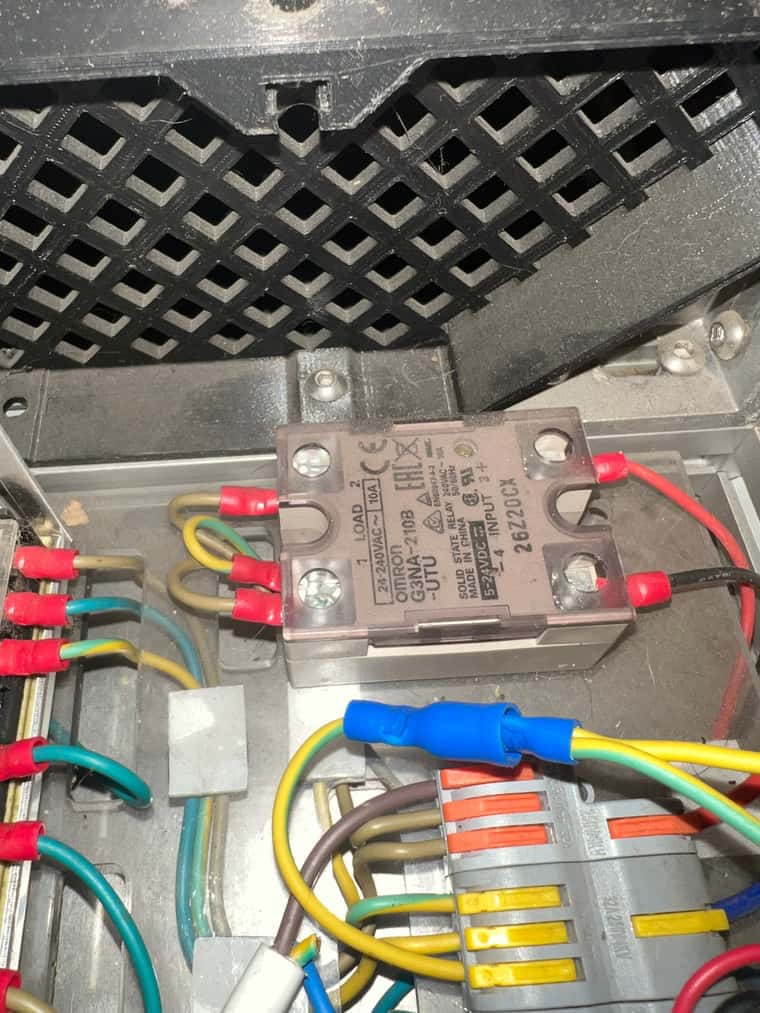
Hi Ian thank you for pointing me in the right direction to set the PID tune.
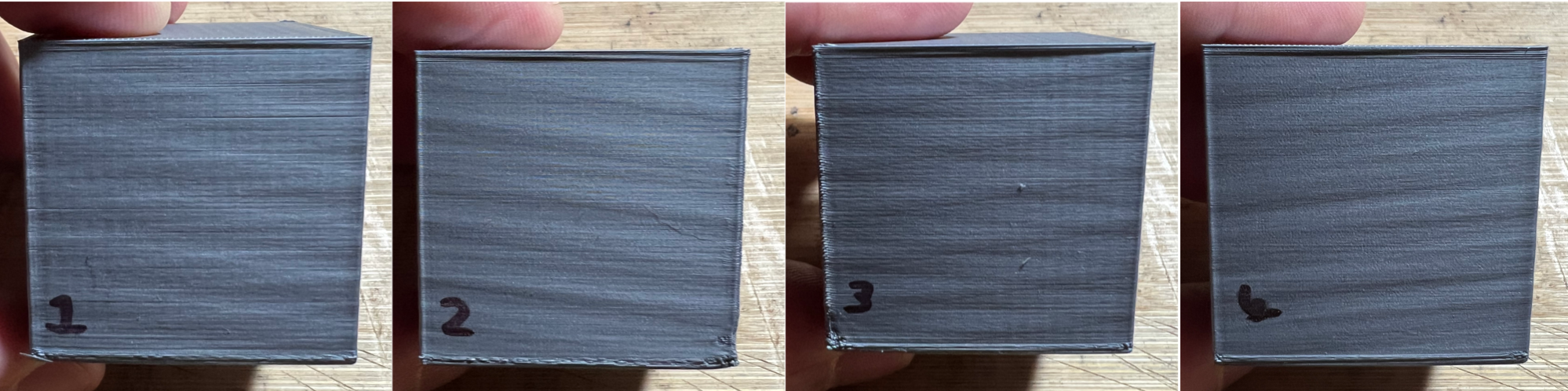
Then I run some tests to see If the banding had finally gone, unfortunately not so I decided to run some other tests to see if I could isolate the problem or ever just work out what effects the banding pattern.
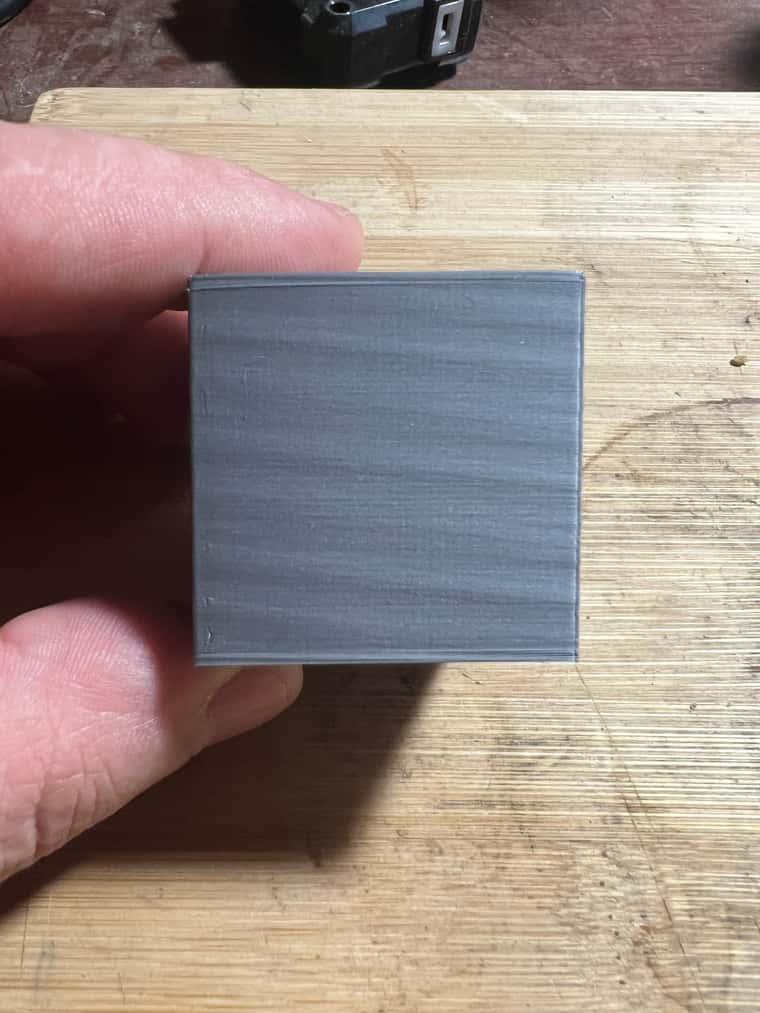
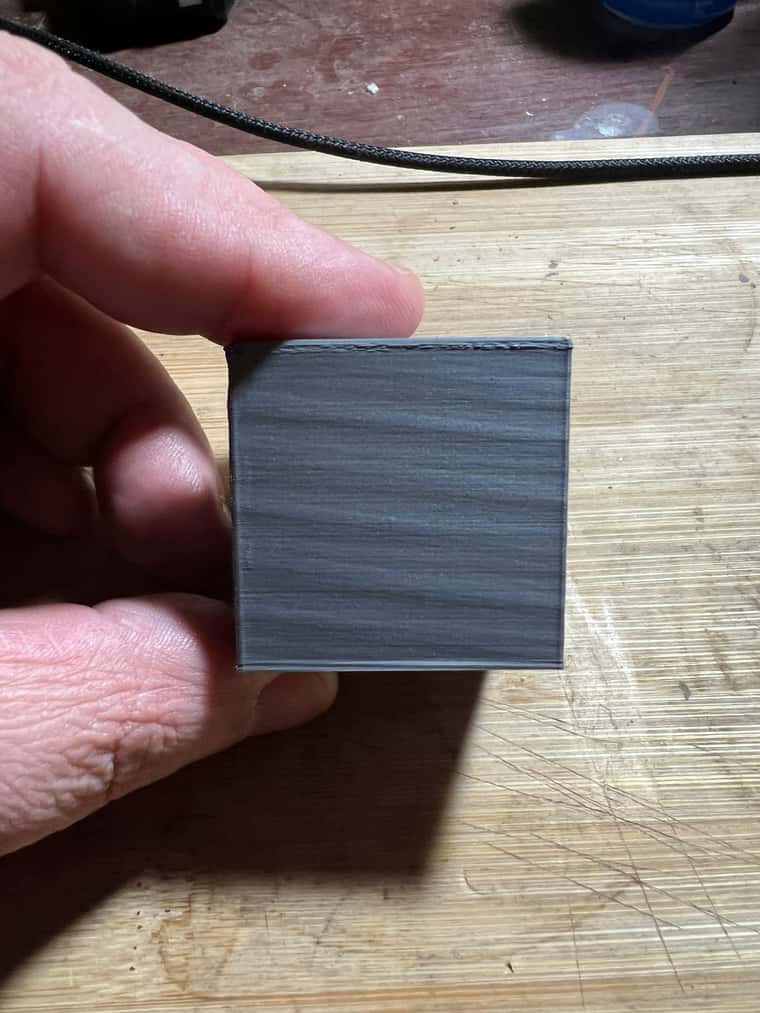
This is the first test print after changing the heater and SSR as well as retuning the extruder PID. banding is the same as before.

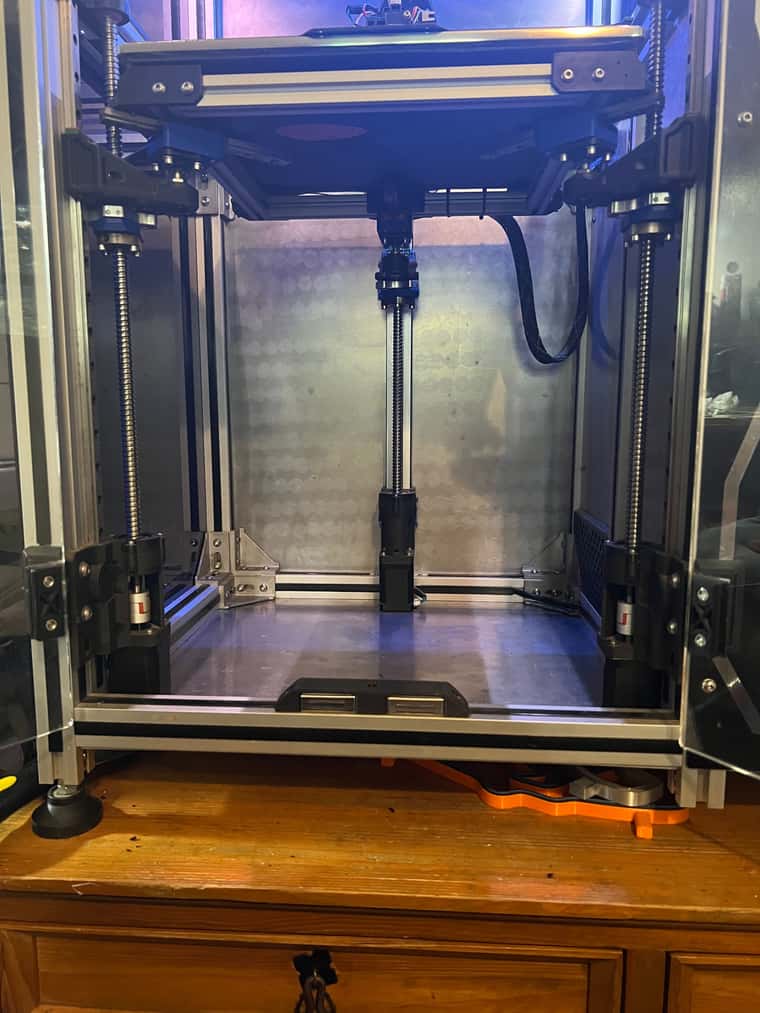
The next test I turned off the bed heater after the first couple of layers. To see if the banding was being affected by the bang-bang theory being caused by the bed heater but the banding was still the same. This left me wondering if it was a back to a mechanical issue the good old Z wobble as nothing electrical or extruder seemed to be affecting the outcome.

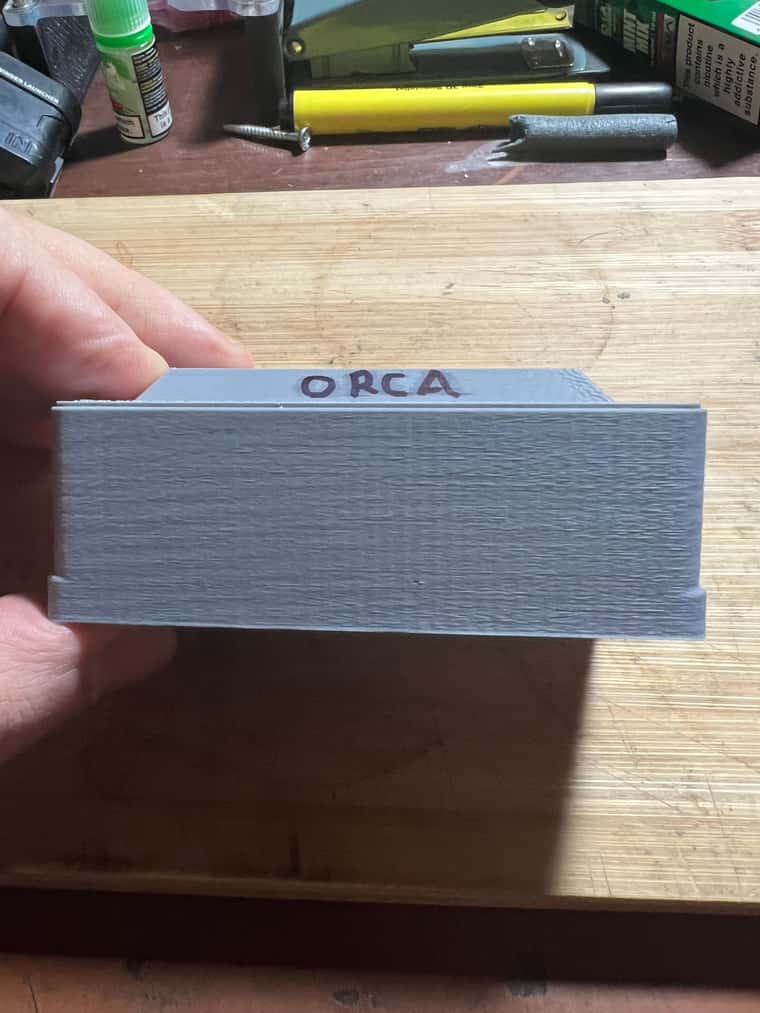
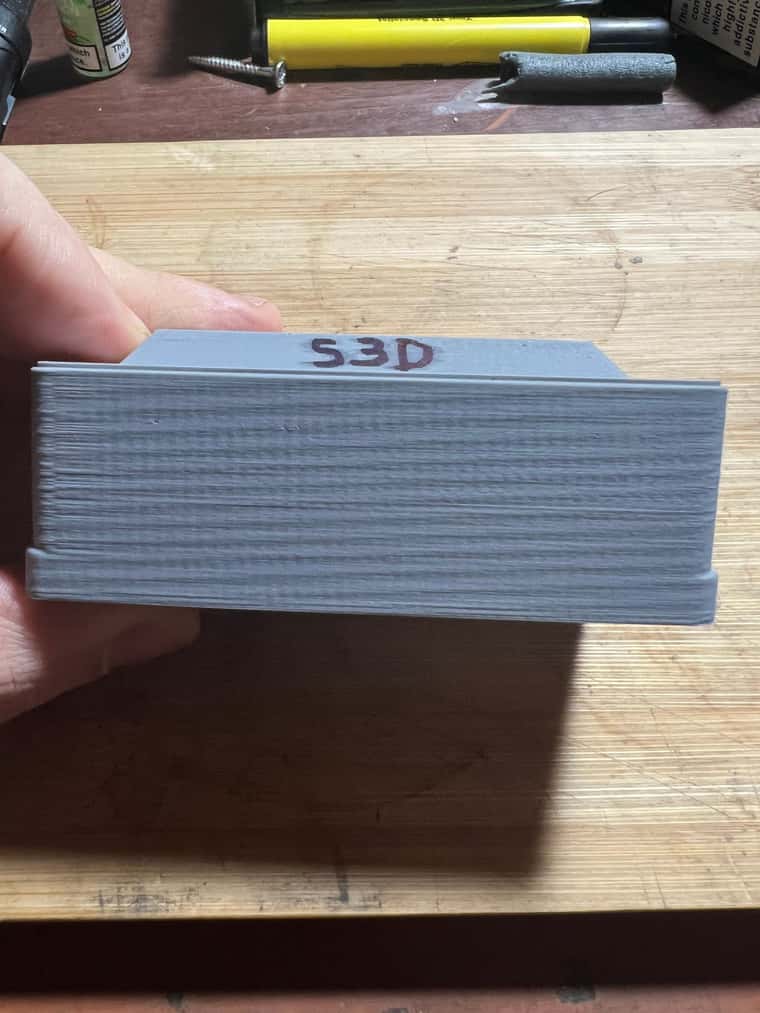
The last test I did after reimaging the pi (hey try anything at this point ) This time I resized the test model from a 40mm cube the a 80mm square by 25mm high same slicing profile as before but this time the banding was a lot closer together than before, To me me this eliminates a mechanical problem as the pattern frequence is so far away from the ball screw pitch.
As mentioned earlier in this thread I have also tried a diffent slicer, so it’s also not that  I’m running out of things to try so any further suggestions from anyonre would be greatly appreciated
I’m running out of things to try so any further suggestions from anyonre would be greatly appreciated
And sorry for the long post.