Piezo20 probe and piezo kit now available
-
The Slot for the hotend does actually by design have the hotend groovemount on an E3D "drop down" a bit into the mount. If anything it might be a little too snug of a fit. That's what I was hoping would make this ideal.
How tight do you push down on the piezo? Just do it's held flush against the hotend, or do you flex the piezo some (in a "resting" state)
-
It can be preloaded a small amount, as long as further upward pressure will bend it more, we're only talking 0.1mm more. Its the rate of bend that generates the signal rather than the absolute amount.
-
Ok, back in business.
I think my piezo was grounding the brass plate against my hotend mount. Maybe. I trimmed a spot in it around each screw, to be sure it wouldn't make contact. I also went back to the piezo I got the best luck out of… don't think I actually damaged it. I'm using a P1 probe type with a low trigger value. Seems to be working at the moment, anyway.
I think drilling these without damage is going to be the challenging part, at least at first.
-
My repeatability testing is now underway. If you have suggestions on the methodology or ways to display the data, let me know and I'll adjust: https://docs.google.com/spreadsheets/d/1EwNdSNXZR_OhwChLFrTYqFDFcKjB-4z6OwGkocKgW7E/edit#gid=0
Currently I'm just moving to Z5 and doing a G30 s-1 50 times. I have the min, max, average, and stddev at the bottom.
Edit to note I'm powering off and doing a full delta calibration between each set.
-
Thats good data. When I had a piezo in a machine running marlin I did the M48 repeatability test a few times and came up with similar results.
Recv: Mean: -2.492500 Min: -2.510 Max: -2.475 Range: 0.035
Recv: Standard Deviation: 0.009014Not quite as good, but the hastily rigged carriage this machine uses is quite wobbly itself.
I've mainly been using my delta autocalibration deviation as the metric, which is, I accept, flawed as there are many other factors feeding into this.
-
My delta calibration leaves a bit to be desired still. Just working on the probe for now.
Calibrated 6 factors using 16 points, deviation before 0.055 after 0.054
I still have some work to do in solving an oddity I've talked to dc42 off and on about, to get that down. Having more accurate probing (and using the nozzle) should hopefully help that.
-
Started a listing as a repository of 20mm versions which are currently in alpha testing.
http://www.thingiverse.com/thing:2152709
Feel free to try/mod one, its a basic module at the moment for integration into where-ever you need it. Not fully tested but the module does trigger the signal conditioning board when tapped so I am assuming it will be basically functional.
Very small, no rods/pins you need signal board, and 6x20mm m3 bolts and 6xm3 nuts and a 20mm piezo with 5mm hole drilled into it. I put a drilling template on there too.
Please feedback if you make/test one I haven't really a suitable machine to test this properly. I will be putting a version up later today which fits into a titan extruder.
-
Could you post your repeatability figures if you captured them?
If it's of any interest, I just probed my bed 89 times and had the exact same reading every time, to four decimal places, 232 steps and 2.9000mm
Idris
-
Thanks Iris that's a very encouraging result!
-
That's with underbed sensors however.
Idris
-
Idris could you share your underbed mount designs please I may give that method a try on my existing Delta but I suspect I may need to adjust the sizes etc so raw files as well as the STL's would be appreciated
Also do you use it with your 3 port board or with individual ones?
Doug
-
Idris - is that a cartesian, or a delta? I suspect play in my belts, etc between the 3 towers factors in. Less moving factors on a cartesian if you're just moving Z. However, if those results are on a delta, I'm impressed, and probably have more work to do!
-
It is on a delta I have seen the pics
-
It's a kossel mini, originally a T3P3 kit but I think only the vertices and extrusions are original now.

The heated bed is supported on three of these, printed in ABS.

I'm looking at alternatives to the printed support, the ABS is not holding up to the temperature in the long run and the tops of the posts are starting to deform.
I'm happy to post .stl or .step files but unless your printer is identical to mine the mounting holes will not line up with your heated bed. You're better off modelling your own.
The three piezo disks are wired in parallel to the single input of a V1.0 board.
Idris
-
Yes but the Step files will give me an idea of how you have mounted everything.
I am tempted to do something and get them CNC'd in Alluminium (I am thinking of purchasing a smal Mill in the next few weeks and the CNC version is not to much more than the Manual one tho it comes without a controller or software but I already have all of that)
So if you could post the files it would be appreciated and Maybe when I get set up I could do you a set of yours in Ally?
Doug
(A bit of Payback lol)
-
I've emailed you the file.
Idris
-
Thanks Idris I'll see what I can do with it
-
Wow, a world of difference using this probe after a couple of minutes setting up:
For testing:
This is what I got with DC42's sensor AFTER spraying my aluminium heat bed with black matt paint and probing my Printbite (the sticky tape makes it a bit patchy as in the photo - is this causing the problem?):
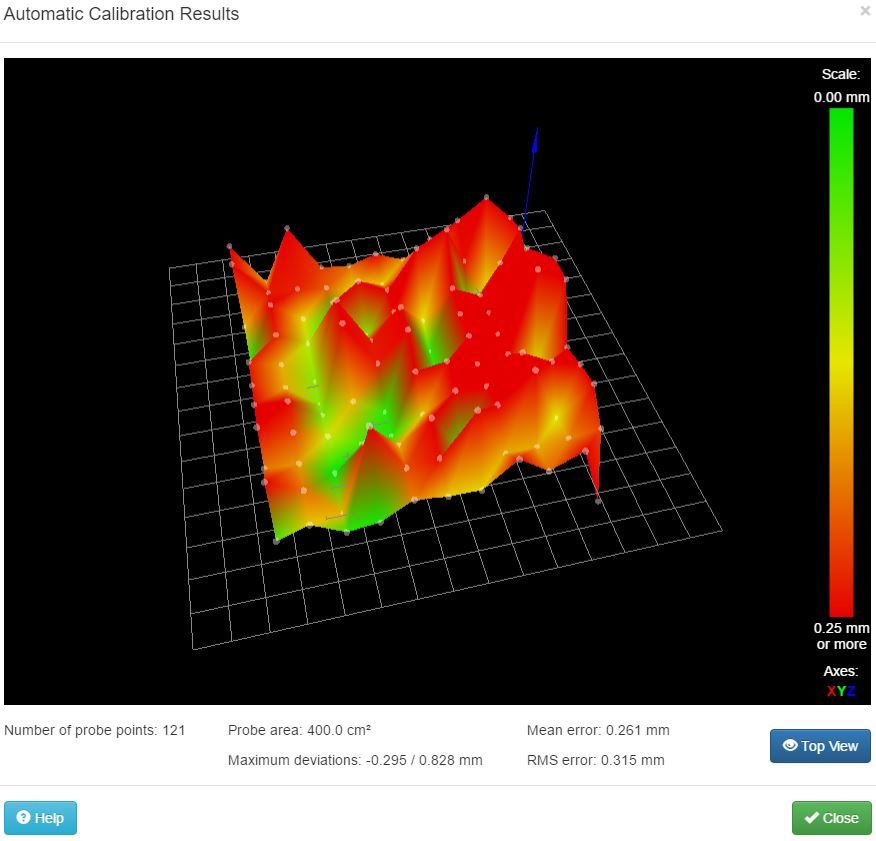
With the piezo board:
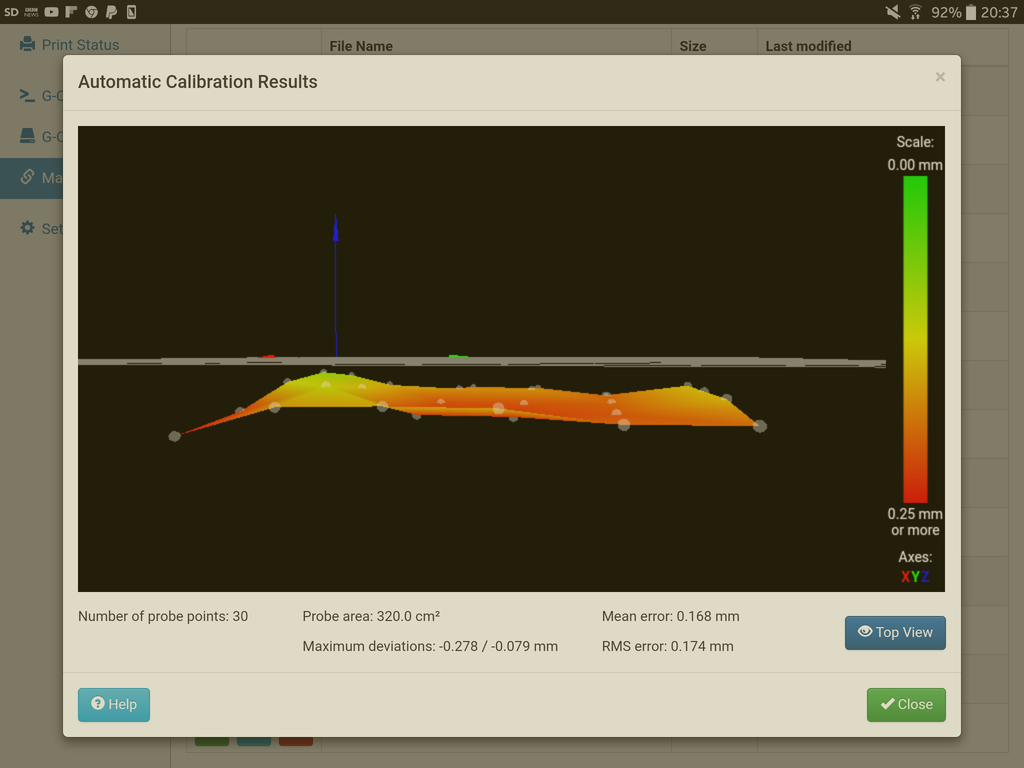
A massive difference…
Cant figure out why it is showing under the horizon through.
-
Its probably the probe. In order to get a trigger you have to push down past "z=0" to get it to trigger. So maybe put -0.15 z offset in your G31 command. Then try again.
-
Do a paper test to set your z-height, just like you would with any other probe:
Move the nozzle manually until it grips a sheet of paper.
Then:
G92 Z0
G1 Z5
G30 S-1Record the point that stops at, and put it as the trigger point in your G31.


