Tool...not driven b/c its heater temp were not high enough..
-
@OwenD I did this a couple years ago.
; Heaters
M308 S0 P"bedtemp" Y"thermistor" T100000 B3950 ; configure sensor 0 as thermistor on pin bedtemp
M950 H0 C"bedheat" T0 ; create bed heater output on bedheat and map it to sensor 0
M307 H0 R0.135 C738.7 D1.34 S1.00 V23.5 ; enable bang-bang mode for the bed heater and set PWM limit
M140 H0 ; map heated bed to heater 0
M143 H0 S120 ; set temperature limit for heater 0 to 120C
M308 S1 P"e0temp" Y"thermistor" T100000 B4725 C7.060000e-8 ; configure sensor 1 as thermistor on pin e0temp
M950 H1 C"e0heat" T1 ; create nozzle heater output on e0heat and map it to sensor 1
M307 H1 B0 R2.039 C177.8 D6.23 S1.00 V24.0 ; disable bang-bang mode for heater and set PWM limit
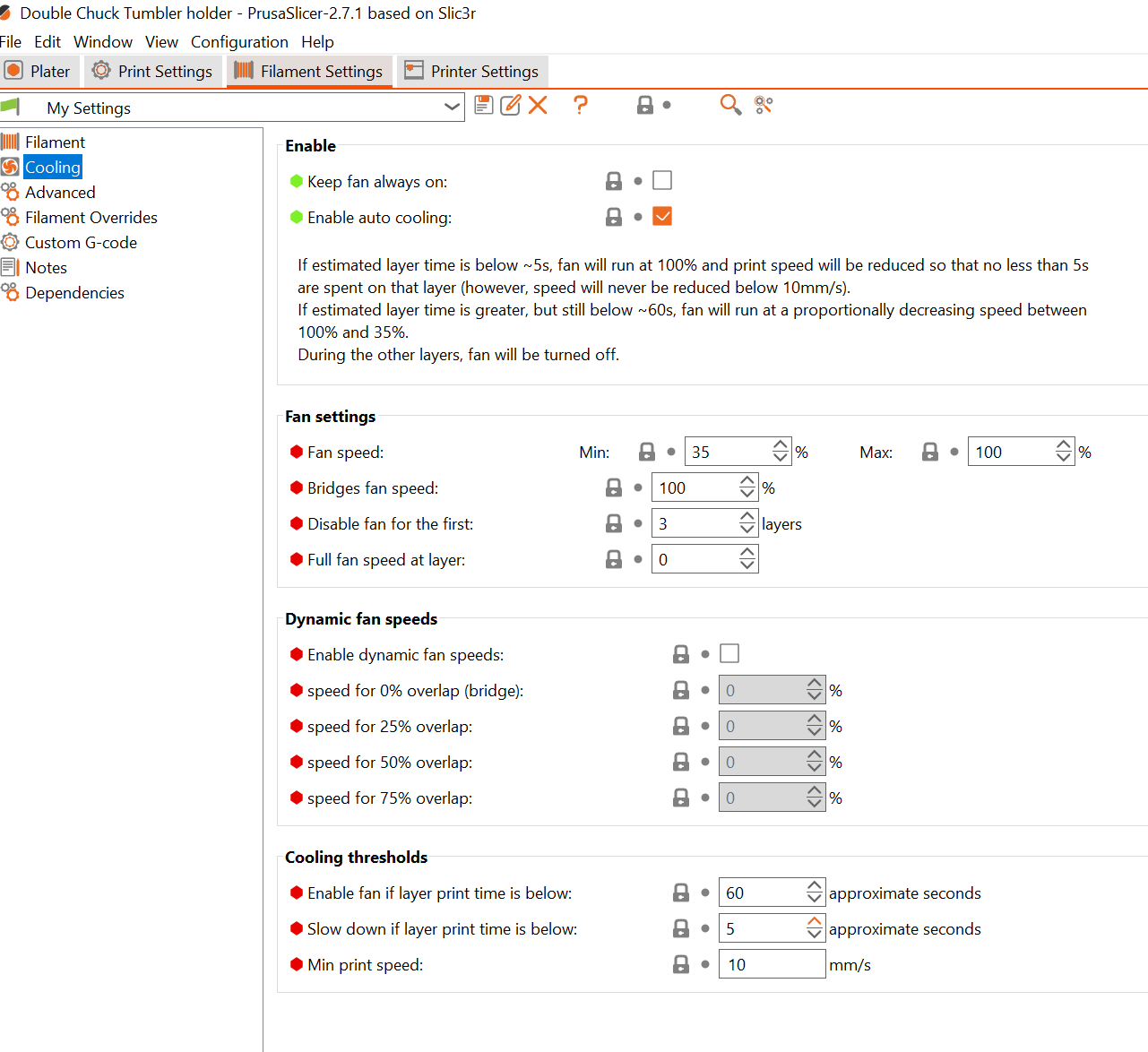
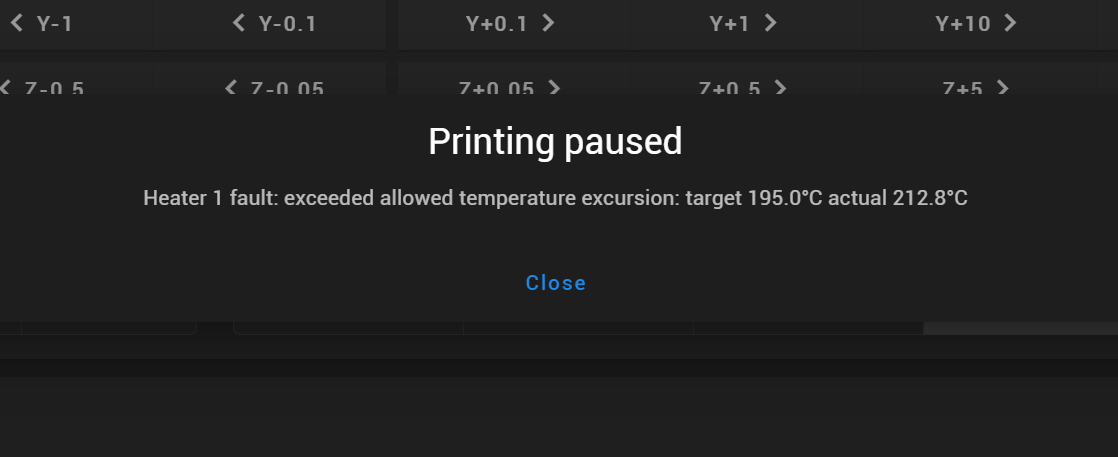
M143 H1 S285 ; set temperature limit for heater 1 to 280CThe tool fan does not come on unless I manually adjust it during a print. Prusa settings are in screenshot but I never see the tool fan come on. I didn't think the fan settings are causing the error because the error says 'temp not high enough'. Presumably if the fan was on it would get even cooler?
-
@resh
According to your slicer settings, if the layer takes less than 60 seconds, your part cooling fan will be on at a speed of somewhere between 35% and 100%.
If you examine your GCode there's likely a bunch of M106 Sxxx calls in there.
If the fan comes on at 100% it may cause the hotend temp to drop, making it fall below your cold extrusion temp you have set with M302. -
@OwenD Thanks for the replies. What fan settings do you recommend? Or what can I change to troubleshoot?
-
@resh
As I said, you should PID your hotend as a tool so it tries to adjust for the fan cooling the hotend.
I incorrectly said use M307 in my earlier post.
Use M303 and a tool numberUse something like this and change the S parameter to suit your required temp.
M303 T0 S205 ; tune the primary heater of tool 0If your hotend is badly affected by sudden fan speed changes, you can reduce the upper value in Prusa slicer or uncheck the auto adjust setting, but you may be better looking at a better fan duct design.
-
@OwenD After I run the M303 do I need to paste the results into the config file or just save?
M303 H1 P1 S240 ; tune heater 1 using 100% PWM, target temperature 240C
M303 T0 S205 ; tune the primary heater of tool 0 (RRF 3.2beta3.2 and later) -
@resh said in Tool...not driven b/c its heater temp were not high enough..:
@OwenD After I run the M303 do I need to paste the results into the config file or just save?
Either send M500 which will save to config-override.g or use edit config.g if you prefer
M303 H1 P1 S240 ; tune heater 1 using 100% PWM, target temperature 240C
M303 T0 S205 ; tune the primary heater of tool 0 (RRF 3.2beta3.2 and later)Only use the second command, but change the S value to whatever you want to tune at.
-
@OwenD Thanks again for your help. I ran M303 and M500 once complete. I'm getting the same error but I watched this time and found that the temp was too hot. Is it possible I have bad components at this point? Also, when a print pauses the head goes into the front left corner and crashes. Where can I change those coordinates?
-
@resh
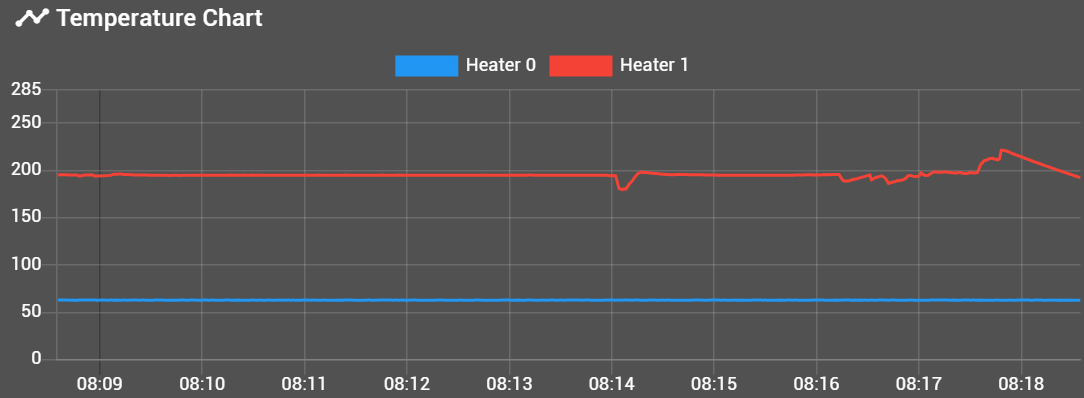
The temperature excursion still loos like a symptom of your slicer using auto fan control and the firmware trying to correct for the variation.
They are very large excursions. Looks like it dropped 25 degrees at 08:14
You may need to post your config.g and config-override.g before someone can comment on the PID results you got.If you have not already done so, try fitting a silicone sock to your heat block.
The root of the problem is likely that your part cooling fan shroud directs too much air onto the heat block rather than under it.
You could also turn off auto fan control in prusa slicer.As to the crashing when paused, you need to review your
pause.gfile and yourheater-error.gfile if you have one.
Both are located in the/sysfolder -
I do have a silicone sock on the heat block. I'll take some pictures but the part fan is pointed directly downwards, I don't see how it could be cooling the heat block. I'm a little confused, if the error is stating the heater is getting too hot wouldn't that indicate the heat sink fan is not working efficiently? I thought the slicer cooling settings are for the part fan?
`; Configuration file for Duet WiFi (firmware version 3) ; executed by the firmware on start-up ; ; generated by RepRapFirmware Configuration Tool v3.2.3 on Fri Feb 26 2021 10:46:02 GMT-0500 (Eastern Standard Time) ; General preferences G90 ; send absolute coordinates... M83 ; ...but relative extruder moves M550 P"My Printer" ; set printer name ; Network M552 S1 ; enable network M586 P0 S1 ; enable HTTP M586 P1 S0 ; disable FTP M586 P2 S0 ; disable Telnet ; Drives M569 P0 S1 ; physical drive 0 goes forwards s1 is forward s0 backwards M569 P5 S1 M569 P6 S0 ; physical drive 1 goes forwards M569 P2 S1 ; physical drive 2 goes forwards M569 P3 S1 M569 P4 S1 ; physical drive 3 goes forwards M584 X0 Y5:6 Z2:4 E3 ; set drive mapping M671 X-20:290 Y0:0 S5 ;leadscrews at left (connected to Z) and right (connected to E1) of X axis M208 X10:300 Y0:180 ;X carriage moves from -5 to 270, Y bed goes from 0 to 130 M350 X16 Y16 Z16 E16 I1 ; configure microstepping with interpolation M92 X80.16996031586964 Y53.33 Z397.6143 E420.00 ; set steps per mm M566 X900.00 Y900.00 Z60.00 E120.00 ; set maximum instantaneous speed changes (mm/min) M203 X6000.00 Y6000.00 Z350 E1200.00 ; set maximum speeds (mm/min) M201 X600.00 Y600.00 Z90 E250.00 ; set accelerations (mm/s^2) M906 X800 Y800 Z800 E800 I30 ; set motor currents (mA) and motor idle factor in per cent M84 S30 ; Set idle timeout ; Axis Limits M208 X0 Y0 Z0 S1 ; set axis minima M208 X310 Y310 Z180 S0 ; set axis maxima ; Endstops M574 X2 S1 P"!xstop" ; configure active-high endstop for high end on X via pin !xstop M574 Y2 S1 P"!ystop+!e0stop" ; configure active-high endstop for high end on Y via pin !ystop M574 Z2 S2 ; configure Z-probe endstop for high end on Z ; Z-Probe ; create servo pin 0 for BLTouch M558 P9 C"^zprobe.in" H5 F120 T6000 ; set Z probe type to bltouch and the dive height + speeds M950 S0 C"duex.pwm5" G31 P500 X-31.5 Y7 Z1.352 ; set Z probe trigger value, offset and trigger height M557 X0:155 Y0:155 S20 ; define mesh grid ; Heaters M308 S0 P"bedtemp" Y"thermistor" T100000 B3950 ; configure sensor 0 as thermistor on pin bedtemp M950 H0 C"bedheat" T0 ; create bed heater output on bedheat and map it to sensor 0 M307 H0 R0.135 C738.7 D1.34 S1.00 V23.5 ; enable bang-bang mode for the bed heater and set PWM limit M140 H0 ; map heated bed to heater 0 M143 H0 S120 ; set temperature limit for heater 0 to 120C M308 S1 P"e0temp" Y"thermistor" T100000 B4725 C7.060000e-8 ; configure sensor 1 as thermistor on pin e0temp M950 H1 C"e0heat" T1 ; create nozzle heater output on e0heat and map it to sensor 1 M307 H1 B0 R2.039 C177.8 D6.23 S1.00 V24.0 ; disable bang-bang mode for heater and set PWM limit M143 H1 S285 ; set temperature limit for heater 1 to 280C ; Fans M950 F0 C"fan0" Q500 ; create fan 0 on pin fan0 and set its frequency M106 P0 S1 H-1 ; set fan 0 value. Thermostatic control is turned off M950 F3 C"duex.fan3" Q500 ; create fan 1 on pin fan1 and set its frequency M106 P3 S1 H1 T45 ; set fan 1 value. Thermostatic control is turned on ; Tools M563 P0 D0 H1 F0 S"Extruder" ; define tool 0 G10 P0 X0 Y0 Z0 ; set tool 0 axis offsets G10 P0 R0 S0 ; set initial tool 0 active and standby temperatures to 0C ; Custom settings are not defined ; Miscellaneous M575 P1 S1 B57600 ;enable support for PanelDue T0 ; Select first tool; config-override.g file generated in response to M500 at 2024-01-05 21:39 ; This is a system-generated file - do not edit ; Heater model parameters M307 H0 R0.135 K0.135:0.000 D1.34 E1.00 S1.00 B0 M307 H1 R1.918 K0.299:0.096 D6.53 E1.35 S1.00 B0 V24.0 ; Workplace coordinates G10 L2 P1 X0.00 Y0.00 Z0.00 G10 L2 P2 X0.00 Y0.00 Z0.00 G10 L2 P3 X0.00 Y0.00 Z0.00 G10 L2 P4 X0.00 Y0.00 Z0.00 G10 L2 P5 X0.00 Y0.00 Z0.00 G10 L2 P6 X0.00 Y0.00 Z0.00 G10 L2 P7 X0.00 Y0.00 Z0.00 G10 L2 P8 X0.00 Y0.00 Z0.00 G10 L2 P9 X0.00 Y0.00 Z0.00 -
What M303 command exactly did you use for tuning?
Some of the jumps look pretty sudden which could mean a bad thermistor or bad connection, so let's see if we can rule out the fan.
Can you test setting the heater to print temperature outside of a print and see how the graph looks then? When it gets to temp, try turning the fan on 100%. Do you see any jumps like in your previous graph?
-
@resh When you run the test that @Phaedrux mentioned above, place the nozzle just above your print bed to simulate having a part just below the nozzle. If (as you mentioned above) your cooling fan blows straight down then the air will probably be bouncing off it right back at the nozzle and may be cooling it a lot. If you run the test with a big gap below the nozzle this will not be happening.
-
@Phaedrux I used this exactly and I'll do a test like you mentioned.
M303 T0 S205 ; tune the primary heater of tool 0 (RRF 3.2beta3.2 and later)then M500 when it was complete. I'll raise the bed like gloomyandy mentioned.
Can I please get clarification on the two fans? I know my setup is not great and I'm completely open to new suggestions. I will say the printer has worked great for 2 years with minimal issues.
Tool Fan is the white fan I have pointed directly at the heat sink? It seems the heat sink/ Tool 0 is getting too hot and causing this issue.
Part fan is the black fan pointed straight down. This fan is controlled by slicer settings.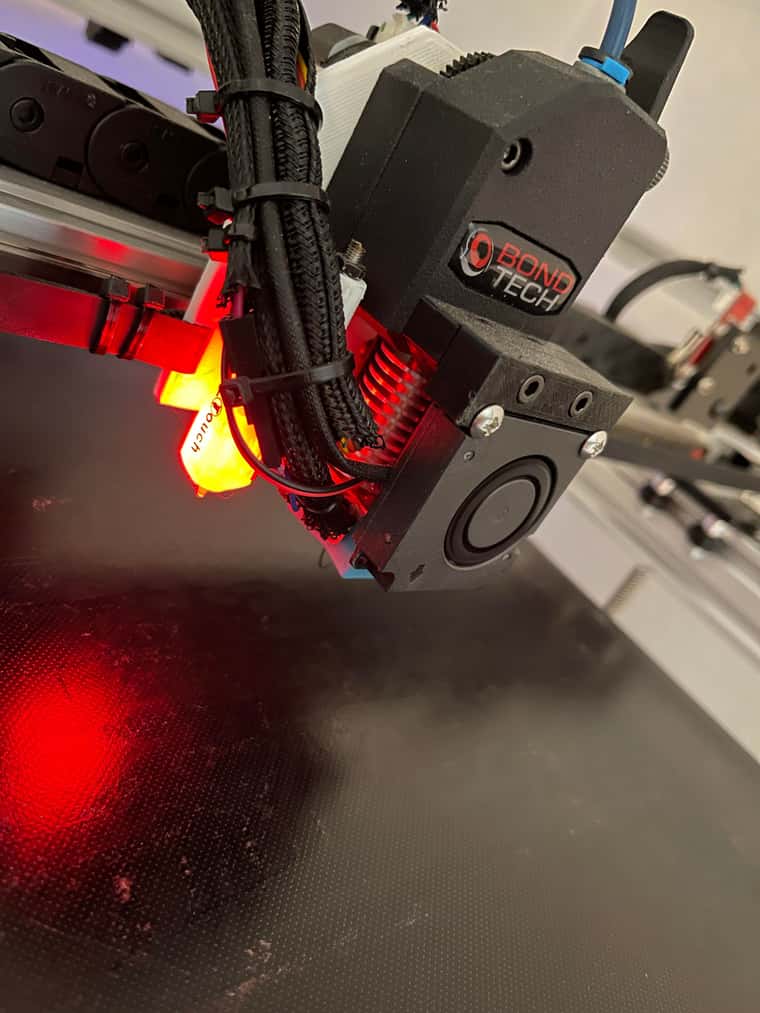
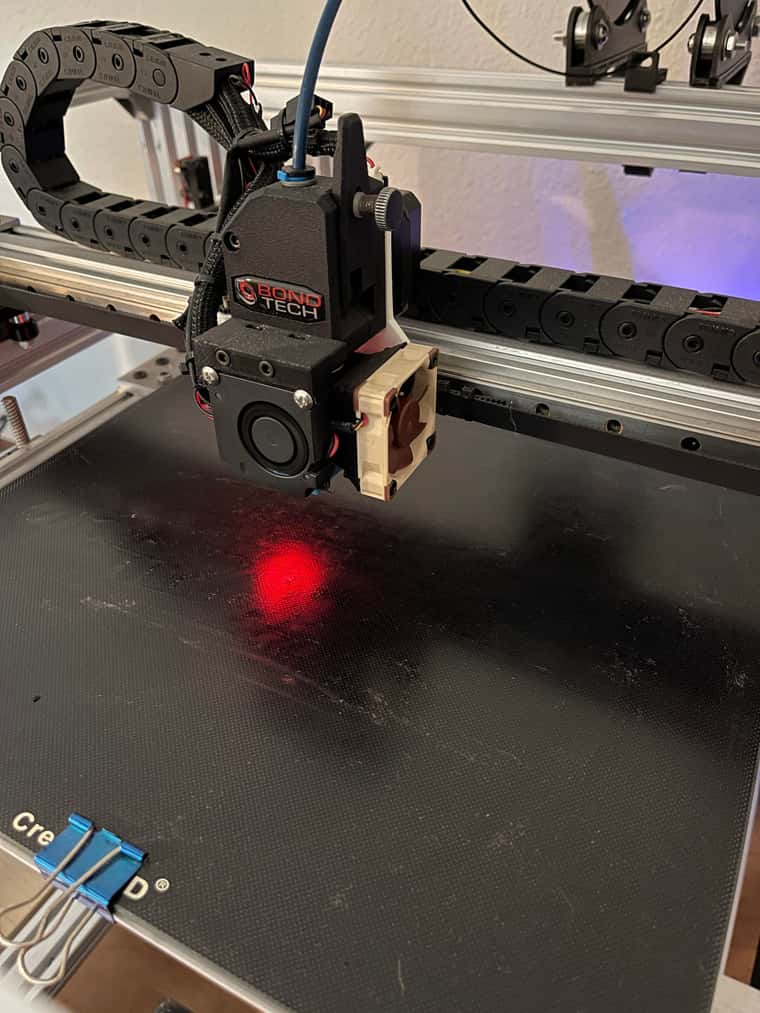
-
Tool fan and part fan are the same thing. The white fan is your heat sink fan.
Even if the heat sink fan wasn't working great you'd likely get stringing or clogging but not weird temp excursions like that.