Mesh Bed Leveling expected behavior
-
Can you share some additional information?
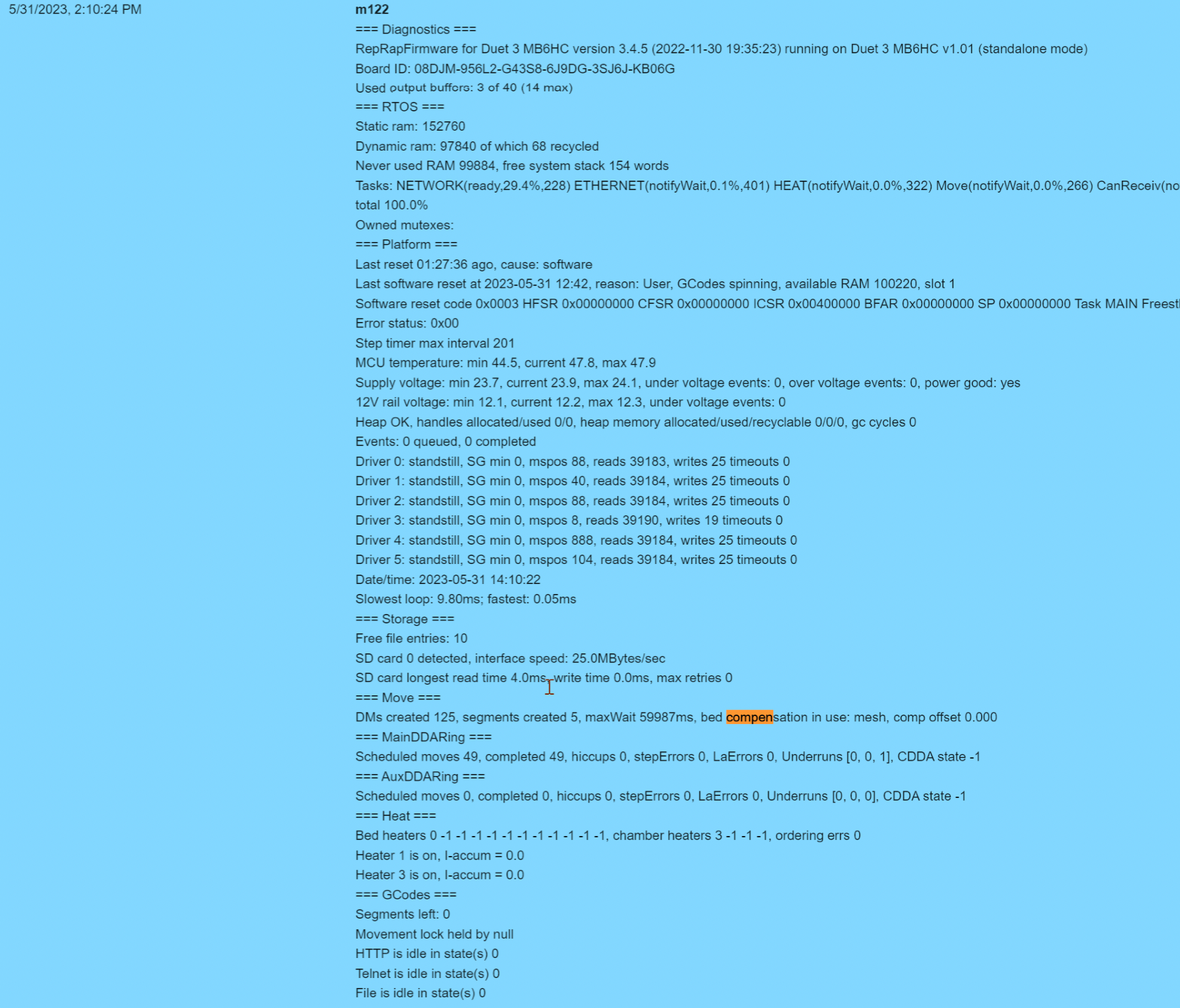
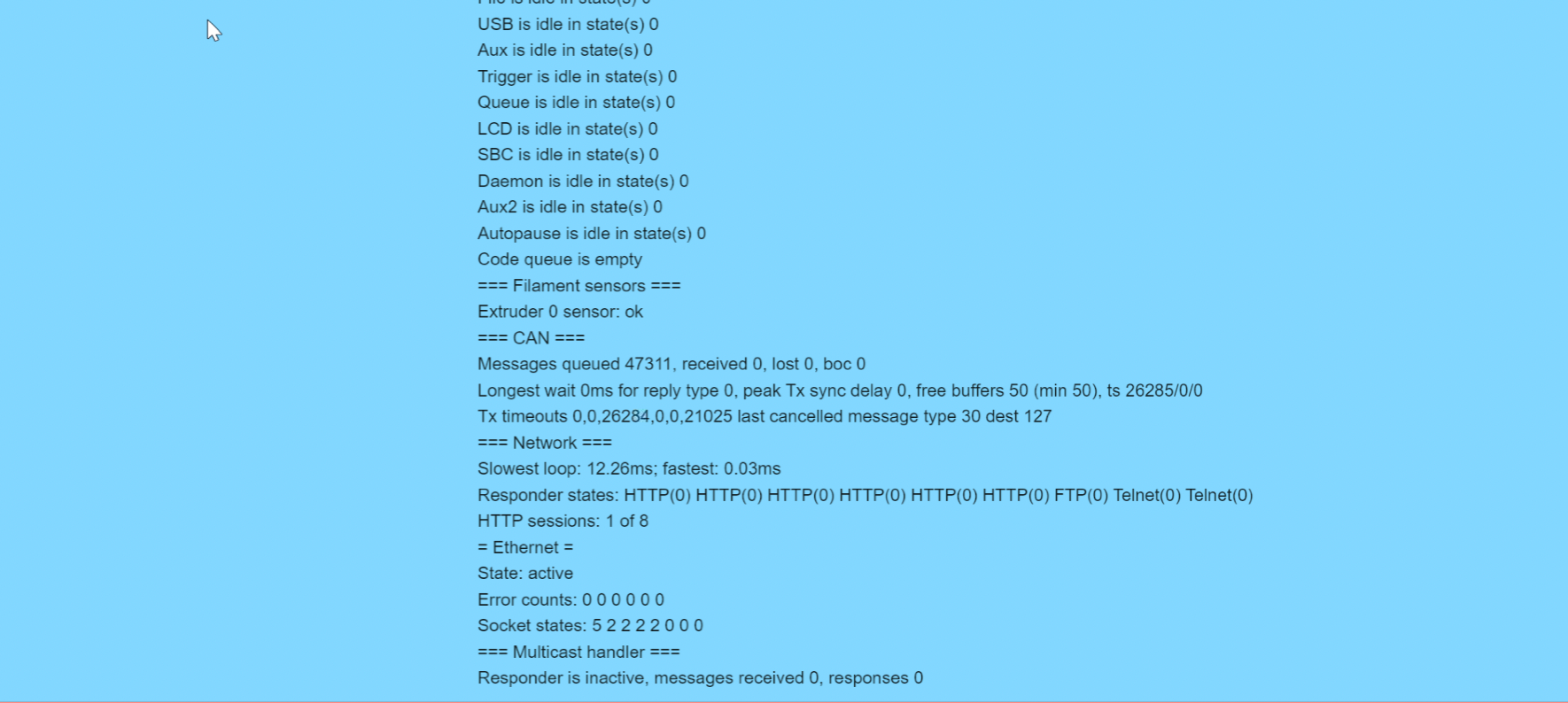
It would be good to see the results of sending M122 and M98 P"config.g" in the gcode console tab in DWC. That will tell us your Duet board and firmware version, and show if compensation is active or not, and the M98 will show any syntax errors from your config.g.
Please also share your full config.g, homing files, bed.g, and your slicer start gcode.
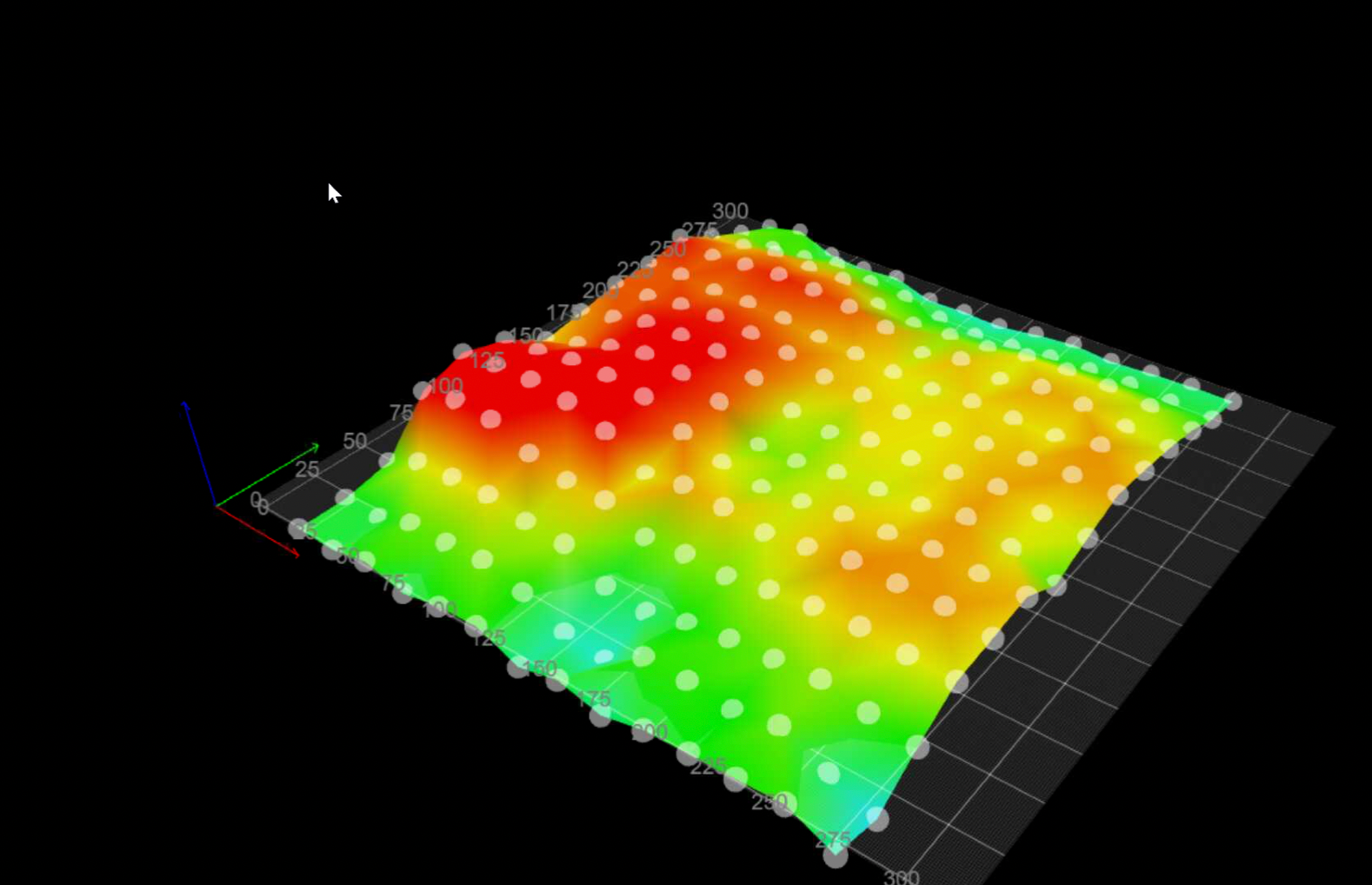
Additionally, a screenshot of the heightmap display itself.
And maybe some general details about the printer.
-
Thanks for taking an interest! This is a Railcore ZLT I built several years ago.
Heat Map:
Config Files:
download.zipStart gCode:
; Railcore 300ZL start code - 20 May 2021
M140 S[first_layer_bed_temperature] ; Raise bed temp to profile requested bed temp
M190 S[first_layer_bed_temperature] ; Wait for bed temp to rise
G28 ; home all axes
G32 ; Autocalibrate bed
G32 ; Autocalibrate bed a second time
G28 Z ; Home Z after bed leveling
G29 S1 ; Apply mesh bed leveling
;
G1 Z20 F600 ; Move bed down 20
M104 S[first_layer_temperature] T0 ; Raise hot-end temp to profile requested hot-end layer 1 temp
M109 S[first_layer_temperature] T0 ; Wait for hot-end temp to rise to profile requested hot-end layer 1 temp
;
G1 X0.0 Y0.0 Z1.0 F2000.0 ; prepare to prime
G92 E0 ; reset extrusion distance
G1 Z0.2 F600
G1 X60.0 E9.0 F1000.0 ; priming
G1 X125.0 E12.5 F1000.0 ; priming
G1 Z0.5 F600
G92 E0 ; reset extrusion distance
; end of start codeM122:
M98 P"config.g":

-
@benha said in Mesh Bed Leveling expected behavior:
Config Files:
download.zipYou can't upload zip files to the forum. Either copy and paste the contents of the files into a forum post, or upload the files by dragging and dropping them (or copy paste) onto a post window.
-
-
Homing files?
")
-
-
@benha said in Mesh Bed Leveling expected behavior:
G32 ; Autocalibrate bed
G32 ; Autocalibrate bed a second time
G28 Z ; Home Z after bed leveling
G29 S1 ; Apply mesh bed levelingSo looking at your files now. You are clearing the heightmap at the start of bed.g, doing leveling, loading the heightmap, then repeating that, then running homez.g with the heightmap loaded, and then loading the heightmap again.
I suggest you remove the heightmap loading from bed.g and add M561 to your homez.g to clear the heightmap before probing.
Then create a fresh mesh with your bed at temp with G28, G32, G28 Z, G29
When was the last time you measured your probe offset?
I also notice you're using orthagonal axis compensation?
; Orthogonal Axis Compensation
M556 S100 X-.25 Y0.198 Z.17How did you come to need this?
-
Thank you! Let me mess with this and see if I can get things going correctly. I'm out of town for a few days but I'll revert back when I've tested it.
The Orth. Axis Comp. eval / tuning was something the Railcore setup guide recommended. Intuitively it makes sense that you're not going to have perfect perpendicularity between the X and Y axis mechanicals, right? I mostly print engineering parts so getting things to print angles in the x-y plane as correctly as possible is important to me.
-
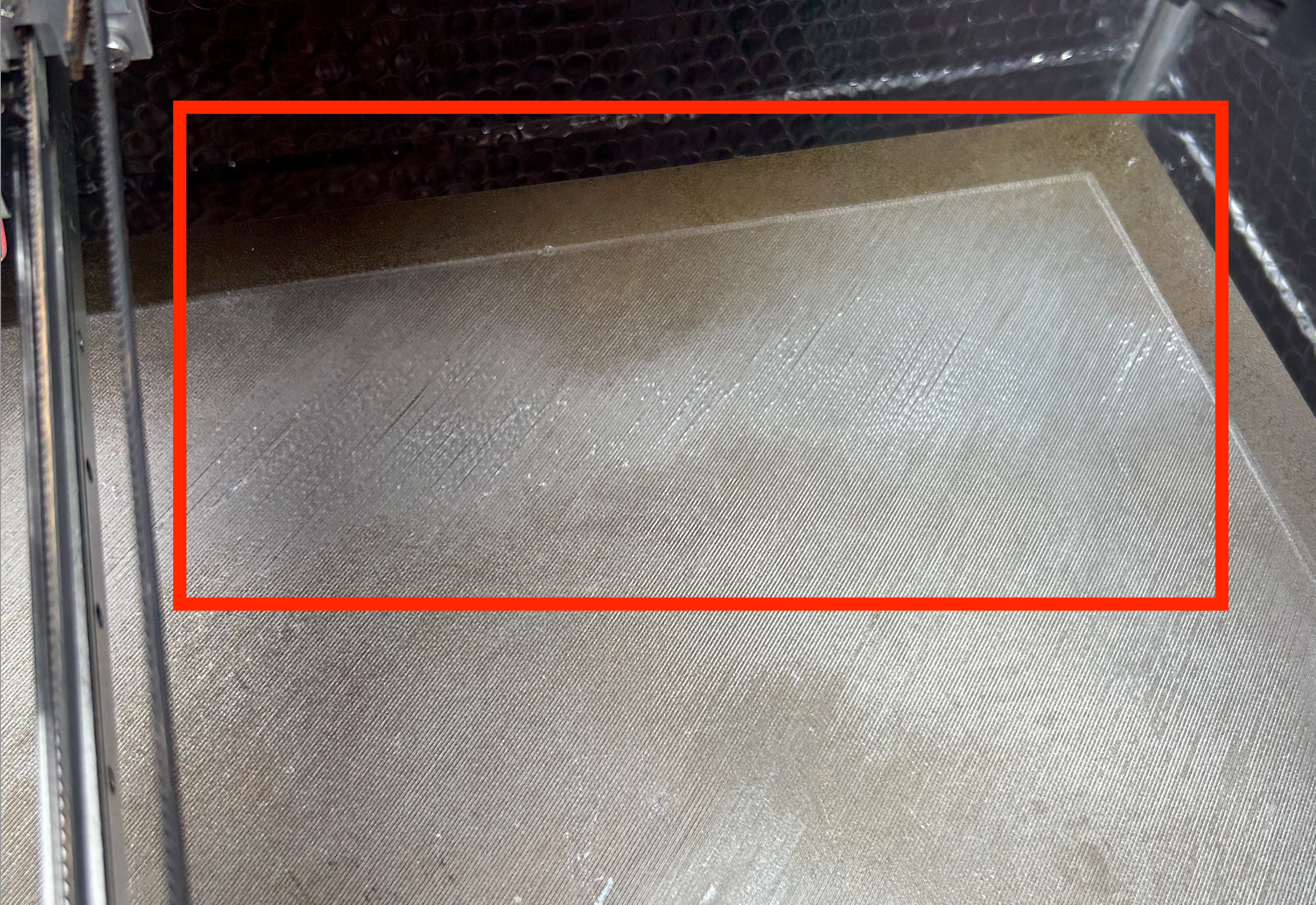
Ok. Made these changes and I'm still having issues.
As you can see in the attached image, the layer deposition in the back corner of the plate is poor. To my eye it seems the only explanation is that the gap between the nozzle and the bed is widening, resulting in poor bed adhesion, and also gaps between the filament lines.
When I remove this from the plate, I see some areas where things are fully fused into a sheet, and others where they're not. Again, the only thing I can think of to explain this is that in bed areas which are closer to the nozzle as it prints there's more squeeze forcing things together, and in other areas the nozzle is further away resulting in this issue.
Thoughts?
-
Can you test the probe trigger height at a few different points on the bed and see if it's consistent?