ripples on prints but only in certain directions
-
I'm pulling out my hair. There are features on prints that get huge amounts of ghosting after sharp corners, yet, if that same feature is duplicated elsewhere on the object, it looks PERFECTLY clean.
Before anyone jumps into the typical suggestions, this is not typical ghosting, ringing, or any other artifacts. This is a special case that I cannot identify or tune out.
I can't identify any commonalities. It happens sometimes at the beginning of the layer and others, mid layer, but it always happens in the same places on the print.
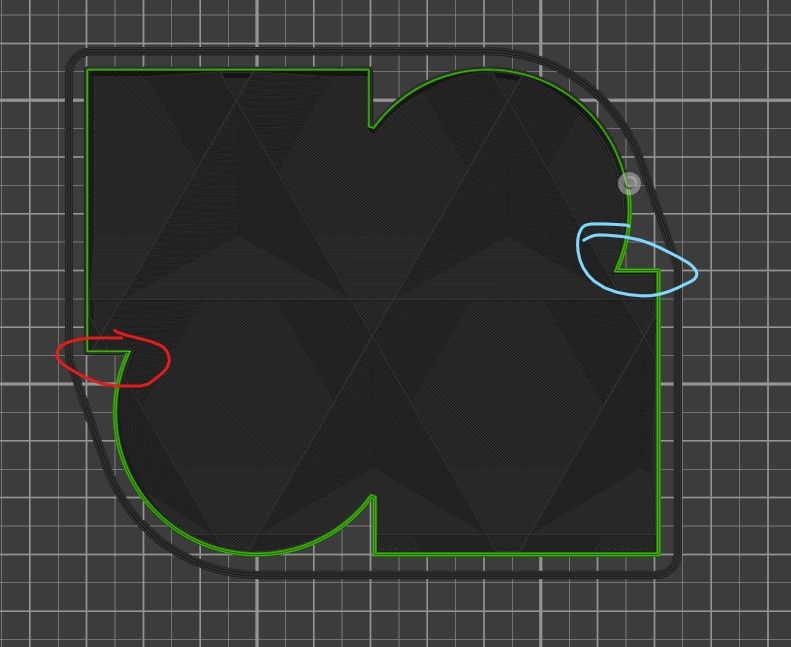
in the picture below, the corner circled in red has huge ghosting, as much as .8mm deep and 4-5mm between peaks.
the same exact feature circled in blue looks absolutely perfect.
I've tweaked, tuned, calibrated, repeated over and over and over. My prints look AMAZING, except for these humungous ghosting artifacts that only happen sometimes.
It happens not only on concave corners, but convex ones as well, like right after the head changes directions at the bow of the benchy. Same thing. And it happens no matter what orientation the boat is.
-
@gnydick You might have some dirt on your linear rails or something else mechanically causing the toolhead to jump
-
@gnydick So just to clarify... In the diagram from the initial post it seems that the perimeter starts inside the red circle. I am assuming that the ghosting is on the curved section (which is the very first part of the perimeter in this case), is that correct? If you move the perimeter start point to be at the same spot within the blue circle does the ghosting move to the blue circle or stay in the red one?
What happens if you move the start point of the perimeter to say the top left corner of the print?
It might help if you post a picture of the part (both the good and bad versions of the same feature).
-
@gloomyandy yes, the ghosting is on the curved sections. The results don't change if the starting point in the perimeter is moved.
I'll see what I can do about pics.
-
@o_lampe I thought that too, but then I took a benchy and put several of them on the build plate at all different angles and the ghosting still happened right after the crease in the bow. And where the perimeter started had no effect.
That would have to be some pretty smart dirt
")
-
You can see this is only printing at 10-15mm/sec and it's still happening.
-
@dc42 I realized this seems conclusive enough to ping you. The video is of a print at 10-15mm/sec and getting deep ghosting.
The printer was set to M566 X5000 Y5000. I just ran another print and lowered the jerk by /10 and it cleaned right up.
The difference wasn't even audibly or visually perceptible IIRC.
I suspect there is a bug in the order of precedence for calculating the motion plan. Even at such low speeds, changing the jerk and acceleration on the extruder across very large values made no marked difference.
I thought that if the XY jerk was high, so needed to be extruder jerk because it would have to keep up proportionally.
I figure, in general, all of the motion planning calculations have to be reduced down to the lowest performance setting.
E.g. if the acceleration for XY is only 500, the acceleration on the extruder only needs to be as high as needed to supply filament. So an acceleration of E20000 is probably more than will ever be reached.
I suspect that these calculations aren't correct if the extruder won't keep up at 10-15mm/sec print if the overkill jerk on XY is throwing it off, even though the print head isn't actually whipping around whatsoever. But magically by setting the XY jerk lower, the print clears up.
FYI I've taken slow mo video and it's not wobbling.
Thoughts?
-
@gnydick I think you need to post your full printer config.g both before and after your changes to jerk, ideally along with a small sample gcode file. Without knowing what you had your extruder jerk and acceleration settings set to or what the gcode was asking the printer to do it will be hard to work out what is going on.
-
@gloomyandy sure.
CoreXY
Printing a benchy slowed down to 10mm/sec. At that point, it shouldn't really matter what the print is requesting, it's running so slowly.
Before
M566 X1000 Y1000 E5000 M201 X10000 Y10000 E3600 M204 T8000 P4000 M572 S0 M593 P"none"After
M566 X400 Y400 E5000 M201 X10000 Y10000 E3600 M204 T8000 P4000 M572 S0 M593 P"none" -
@o_lampe it happens on the same place on the print no matter where on the bed it is or what direction the print is facing.