Extruder stopping intermittently
-
I think you are right, and I resliced the file and both seem to happen at the same place and it seems repeatable.
I setup both motors on the tool like you requested and I can confirm that they stop in sync. Below is the modified config.
M552 S1 ; General preferences G90 ; send absolute coordinates... M83 ; ...but relative extruder moves M550 P"Mulcore" ; set printer name M669 K1 ; select CoreXY mode M918 P2 E4 F2000000 ; configure direct-connect display ; Drives M569 P0.1 S1 ; physical drive 0.0 goes forwards M569 P0.0 S0 ; physical drive 0.1 goes forwards M569 P0.2 S1 ; physical drive 0.2 goes forwards M569 P0.4 S1 ; physical drive 0.3 goes forwards M569 P0.3 S1 ; physical drive 0.3 goes forwards M584 X0.1 Y0.0 Z0.2 E0.4:0.3 ; set drive mapping M350 X16 Y16 Z16 E16:16 I1 ; configure microstepping with interpolation M92 X200.00 Y200.00 Z1096.00 E655.00:655.00 ; set steps per mm M566 X900.00 Y900.00 Z100.00 E300.00:300.00 ; set maximum instantaneous speed changes (mm/min) M203 X12000.00 Y12000.00 Z2000.00 E4200.00:4200.00 ; set maximum speeds (mm/min) M201 X2000.00 Y1800.00 Z500.00 E600.00:600.00 ; set accelerations (mm/s^2) M906 X600 Y600 Z300 E600:600 I30 ; set motor currents (mA) and motor idle factor in per cent X-Y WAS 700 M84 S30 ; Set idle timeout ; Axis Limits M208 X-4 Y-10 Z0 S1 ; set axis minima M208 X200 Y200 Z200 S0 ; set axis maxima ; Endstops M574 X1 S1 P"!io0.in" ; configure active-high endstop for low end on X via pin io0.in M574 Y2 S1 P"!io1.in" ; configure active-high endstop for high end on Y via pin io1.in M574 Z1 S2 ; configure Z-probe endstop for low end on Z ; Z-Probe M950 S0 C"io2.out" ; create servo pin 0 for BLTouch M558 P9 C"^io2.in" H5 F120 T6000 ; set Z probe type to bltouch and the dive height + speeds G31 P500 X0 Y23 Z2.385 ; set Z probe trigger value, offset and trigger height M557 X15:195 Y15:195 S20 ; define mesh grid ; Heaters M308 S0 P"temp0" Y"thermistor" T100000 B4534 C9.565227e-8 ; configure sensor 0 as PT1000 on pin temp0 M950 H0 C"out1" T0 ; create bed heater output on out0 and map it to sensor 0 M307 H0 B0 S1.00 ; disable bang-bang mode for the bed heater and set PWM limit M140 H0 ; map heated bed to heater 0 M143 H0 S120 ; set temperature limit for heater 0 to 120C M308 S1 P"temp1" Y"thermistor" T100000 B4376 ; configure sensor 1 as thermistor on pin e0temp M950 H1 C"out2" T1 ; create nozzle heater output on out1 and map it to sensor 1 M307 H1 B0 S1.00 ; disable bang-bang mode for heater and set PWM limit M143 H1 S280 ; set temperature limit for heater 1 to 280C ; Fans M950 F0 C"out3" Q500 ; create fan 1 on pin out4 and set its frequency M106 P0 S0 H-1 ; set fan 1 value. Thermostatic control is turned off M950 F1 C"out6" Q500 ; create fan 0 on pin out3 and set its frequency M106 P1 T45 S1 H1 M950 F2 C"out5" Q500 ; create fan 2 on pin out5 and set its frequency M106 P2 S0 H-1 ; set fan 2 value. Thermostatic control is turned off M950 F3 C"out4" Q500 ; create fan 2 on pin out5 and set its frequency M106 P3 S0 H-1 ; set fan 2 value. Thermostatic control is turned off ; LED M950 F4 C"out0" ; create LED 4 on pin duex.fan7 and set its frequency - TOP LEFT M106 P4 S1 ; set LED 4 value. Thermostatic control is turned OFF ; Tools M563 P0 D0:1 H1 F0:2 ; define tool 0 M567 P0 E1:1 M568 P0 S1 G10 P0 X0 Y0 Z0 ; set tool 0 axis offsets G10 P0 R0 S0 ; set initial tool 0 active and standby temperatures to 0C -
@3dprintingworld thanks. can you send a M122. (to clear any historical stuff). then start a print where its happening and send M122 again after both motors have paused and started again, then post the whole M122 report here.
I don't this is a temperature issue however its worth checking so can you add this command to config.g
M308 S10 Y"drivers" A"Drivers"
This will show up in the extras tab of the Tools/Heating panel in DWC:
Initially it will be "0" but if one or more drivers get hot enough to generate a temp warning it will switch to 100. (I had to use my heatshink hot air tool to get this to trigger on my test board just now).
-
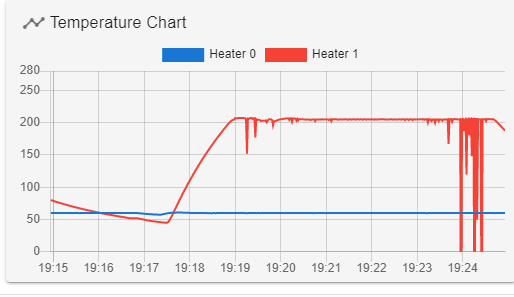
@t3p3tony I sent the M122, added the M308 to the config, started the gcode but shortly after I got real fast dips in the hotend temp and heater faults. The program stays running and only the extruder stops when the temperature dips too low. Where the extruder stops for a long period match's up with the dip in temp. I ran the same program twice and the places where the dips happen match up.
Is the issue then caused by a bad conductor or thermistor?
-
@3dprintingworld said in Extruder stopping intermittently:
I got real fast dips in the hotend temp and heater faults
heater faults should pause the print, so that is definitely not expected behaviour. How much was the temperature dropping by and did the heater actually say "fault" in DWC?
It could be the heater or thermistor with an intermittent fault, possibly just in certain positions on the bed if its repeatable with the same print, with the hotend at temperature, but not printing, can you move the hotend around to similar positions to see if you get the dips? Depending on how much its dipping I suppose it could also be a very aggressive fan cooling the hotend but you did not mention a change to the fan setup you were using.
-
@t3p3tony
I am now getting a heater fault message in the console at the first dip and a bunch near the end before I stop it. I didn't think I was getting these previously, I don't know how I could have missed them. The graph is similar when I run the same first layer in the g-code multiple times, the print does not stop automatically after receiving the fault. Is it because the dip is so quick?I only see a couple degree temperature swing when I move the carriage around by hand. I tried moving the wiring around by hand as much as I can but everything is well constrained in wire chain. It was all new wire and I haven't have tons of hours on this printer yet.
No change in fan setup. This g-code is on the first layer so the part cooling fan is not on, if you think it may be cooling the hotend.
-
@3dprintingworld My twopence worth.....The temperature excursions are much too fast for it to be a faulty heater cartridge. I've seen that behaviour with both a temperature sensor wiring issue (bad crimp) and with faulty thermistor cartridge. The amplitude of the temperature excursion and the time it needs to have exceeded that limit before a heater fault is triggered are configured using M570. I didn't notice an M570 command in the config.g that is posted so I guess default values would apply. These are 15 deg C and 5 seconds so the heater excursion will need to exceed 15 deg C for 5 seconds before a fault is flagged. hence the reason why some excursions trigger the fault but not others.
-
@3dprintingworld yes, definitely not cooling fan related. As @deckingman has pointed out, this is this is a temperature sensing issue. I would investigate wires/connectors/crimps breaking contact intermittently because all the spikes are going down we know its a break in connection not a short between thermistor wires. Also as @decking man has mentioned it could be a intermittent fault inside the thermistor cartridge itself.
-
Does M122 report extrusion-skipped-due-to-cold-nozzle events? That could be useful.
-
@zapta no i don't think M122 reports that but it will be reported in the console in normal use, unless M302 P1 is in use.
-
I've been busy printing and designing too much cool shit so didn't have the time to look into this until just now.
 @T3P3Tony is going to say I got what I deserve for not going CAN and he's probably right... It turned out to be a defect in the stock thermistor wire. There was a small internal bulge in the wire with a short that was located in the middle of the x-axis wire chain, I don't think it could have been caused by the wire management. Fixed now, thanks for the help!
@T3P3Tony is going to say I got what I deserve for not going CAN and he's probably right... It turned out to be a defect in the stock thermistor wire. There was a small internal bulge in the wire with a short that was located in the middle of the x-axis wire chain, I don't think it could have been caused by the wire management. Fixed now, thanks for the help! -
@3dprintingworld said in Extruder stopping intermittently:
It turned out to be a defect in the stock thermistor wire.
Did your duet give you any warning (e.g. console messages) about the anomalies in the thermistor signal?
-
@zapta In the beginning I started to get heater faults only when preheating when starting g-code, maybe every 20 prints. I was not sure, I thought maybe it was from environmental conditions. Over time I started to see under extrusion in my prints but no error. During the troubleshooting in this thread I started to finally get heater faults while printing. I think its because previously the dips were not long enough and over time the short in the wire got worse causing their duration to increase.
-
@3dprintingworld thanks for reporting back what the issue was. Glad you pinned it down.
-
 undefined T3P3Tony marked this topic as a question
undefined T3P3Tony marked this topic as a question
-
undefined T3P3Tony has marked this topic as solved