Dual z Stop and Piezo Bed Level
-
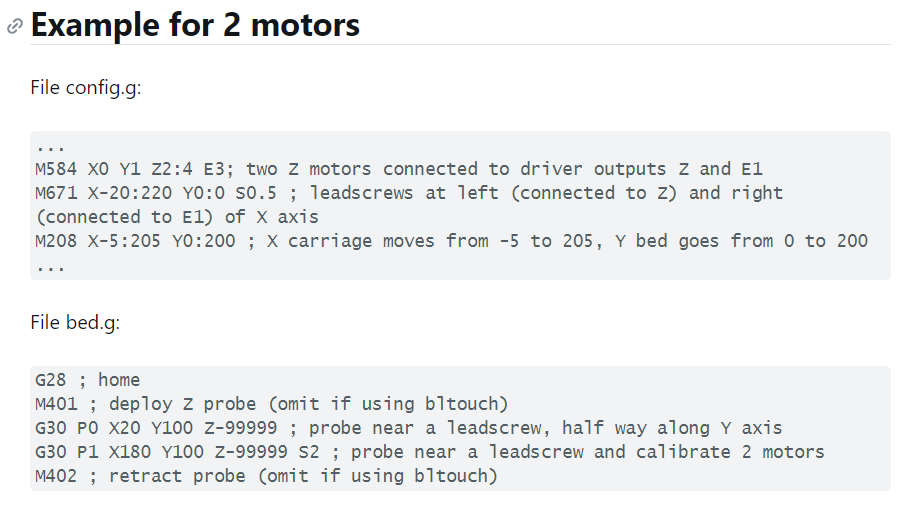
https://duet3d.dozuki.com/Wiki/Gcode#Section_M574_RepRapFirmware_Num_3
Find the example for two Z-motors -
how is that actually must one under rrf3 also everywhere where a z axis is defined a u axis add or searches the somewhere out for example with m350 /m92 /m201or m208 and can it be that I have the M584 command wrong because in my old M584 XO Y1 Z2:3 U3 E4 is written
-
@palgon
Extruder is swaped with 2. motor of ZEdit:
M584 X0 Y1 Z2:4 E3
should be
M584 X0 Y1 Z2:3 E4 -
@diy-o-sphere have a clean cfg on the printer where nothing is difiniert. this I have now copied times and test times edited and this is now the result
config.gcan the following command actually be inserted under M584 or where must it be inserted M574 Z1 S1 P "io2.in+io3.in" ; Z axis with two motors, individual min endstops, active high
-
@palgon said in Dual z Stop and Piezo Bed Level:
how is that actually must one under rrf3 also everywhere where a z axis is defined a u axis add or searches the somewhere out for example with m350 /m92 /m201or m208 and can it be that I have the M584 command wrong because in my old M584 XO Y1 Z2:3 U3 E4 is written
Under older versions of the firmware you had to breakout one of the Z steppers as another letter.
Now you don't have to do that because the M574 command for the Z axis allows specifying two endstop sensors.
My printer controlled by a Duet 2 WiFI/Diuex 5 combo has three Z steppers and this is what the M574 command looks like for the Z axis:
M574 Z1 S1 P"!duex.e2stop + !duex.e3stop + !duex.e4stop" ; configure active-high endstop for low end on ZFrederick
-
@palgon said in Dual z Stop and Piezo Bed Level:
config.g
Below should be the correct code for limits and endstops but there are to much other issues
like
M671 missing
Wrong declaration of Z-Probe
So I also expect issus with the generated files for homing beg.g ...etc.
To much to fix by hand....Got through the configurator step by step
; Axis Limits M208 X0 Y0 Z0 S1 ; set axis minima M208 X295 Y295 Z390 S0 ; set axis maxima ; Endstops M574 X1 S1 P"xstop" ; configure active-high endstop for low end on X via pin xstop M574 Y1 S1 P"ystop" ; configure active-high endstop for low end on Y via pin ystop M574 Z1 S1 P"zstop+e0stop" ; configure active-high endstop for low end on Z via pin zstop+e0stop -
@diy-o-sphere I'm just a newbie when it comes to writing cfg and am today (25 Jul 2021, 17:49) just started with rrf3 and to the z prob entries I have not yet come because it's all very new to me I need longer for. because I have to read everything but thanks for the right end stops and because the printer under 2.05.1 is also only run without sample I wanted to work out the first time again and then teach him how he has to move with the sensor
")
-
If you want to do it step by step, that's fine, I just wondered.
I have also done the conversion to RRF3 by hand and really learned a lot.
But I would still recommend to do as much as possible with the tool, even if you only take it as a reverence to compare... -
@diy-o-sphere I'm just about to create another one with the tool this time even with piezo settings am curious how the same looks
-
@DIY-O-Sphere the newly created cfg looks totally different hope that this looks better and that I'm not on the wrong track. and yes I have to insert m671 and then also that in the bed.g . furthermore I have to look at what the manufacturer makes for information on M558
the whole thing I will do tomorrow
-
While the configurator tool and many folks put the M671 command in config.g I put it it bed.g because it is related to the operation of bed.g and nothing else.
It also means if I need to change M671 I edit bed.g and the next time I do G32 the new M671 settings take effect - no need to re-boot the printer to cause config.g to be processed again.
It is just my personal preference and it doesn't change the behavior of bed leveling.
Also remember to set the Z=0 datum (with a single G30) after leveling the bed.
Frederick