3d Benchy Question
-
@phaedrux
using your numbers i plugged them in to see what the time difference would be.. holy cow.. 300 hours to 55 lol.... but im worried about the detail ... i want to take this finished part and make a fiberglass mold... the .3 nozzle parts when printed look fine for the detail.... a .6 though i worry.. can you post some pics of some .6 nozzle prints??? Cause the print time does look wayyyy better.. Other wise im going to have to split this down to more manageable print times. -
If you're making a mold I doubt you'll be transferring features with 0.3mm accuracy anyway? Can you share an example of what you're trying to ultimately print?
Examples of 0.6mm prints: https://forum.duet3d.com/topic/5282/my-custom-d-bot/2
I chose 0.6 because it maximizes the flow rate potential of the V6 and has a good balance of speed to detail. And it's a lot easier to tune than a volcano with a larger nozzle, that's for sure.
-
-
@wingtip
Let me rephrase that... its not so much transferring details but it makes for less filling and sanding for smooth surfaces where there are no details... there will still be the panel lines and indentations for holes to be drilled etc... -
Well then it would depend on where you need the resolution. A small nozzle will only help on thin features or top surface X/Y details like text or slightly sharper corners. You can still use smaller layer heights with a 0.6 nozzle and still save a lot of time. I use 0.15 as my detail layer height. 0.2 ends up looking quite good as well.
Looking at the photos in that album I don't see much that would really benefit from a 0.3 nozzle.
-
Well after looking at my stash of nozzles i had .2's, .3's, .4's, .5's, NO .6's, and had .8's. So I installed a .5 nozzle, set the layer height to .25, the speed up to 60 and thought i'd try a benchy first.
It wasnt long before i started noticing problems. The first thing i noticed was the increased layer height was high enough that my probe was extremely close to the print. Any boogers at all and it was catching on the probe if i didnt catch them and cut them away.
Once the first layer was down and the speed really kicked in i kept an eye on the nozzle temp and sure enough it was dropping. I backed the fan down without slowing the speed for now. the temp stopped dropping but wasn't climbing either but i let it keep printing... As the print got higher the probe was dragging more and more often and eventually i just stopped the print for fear of breaking it. Problem is my bl touch cant go any higher without printing a different bracket perhaps. So is there a way to adjust the probe slightly further up into the bl touch housing???
Otherwise the print was looking pretty impressive till it started dragging through the layers. My brain needs a rest lol.


-
That looks pretty over extruded, but maybe it's just from PETG and too little time between layers. The benchy isn't a very good analogue for what you'll actually be printing. The short layer times means the layers don't have time to cool, so you get lots of curling. Try printing 2 or 3 benchies at the same time. The increased layer time will allow the layers to solidify.
Or start printing your actual models that you'll eventually be printing. You'll learn a lot more from that.
Doesn't hurt to go through another extruder calibration either.
https://duet3d.dozuki.com/Guide/Ender+3+Pro+and+Duet+Maestro+Guide+Part+4:+Calibration/40#s165
-
@phaedrux
The probe is still extremely close to the print... i really wish i could raise it more somehow.Printed your extrusion test. went as low as .92 but ended up back at 1.0.


Im going to bed, will jack with this more later tomorrow evening.
-
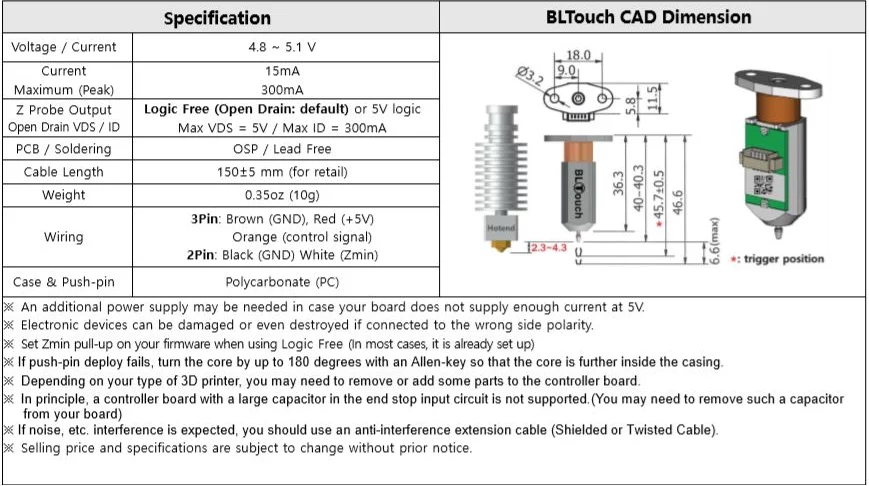
@wingtip I think you must have your bltouch mounted at the wrong height... for the V3, it should be 2.3 to 4.3mm above the nozzle height. (think the V2 was ~3mm?)
-
@engikeneer
That may very well be... the bracket im using was just from thingiverse.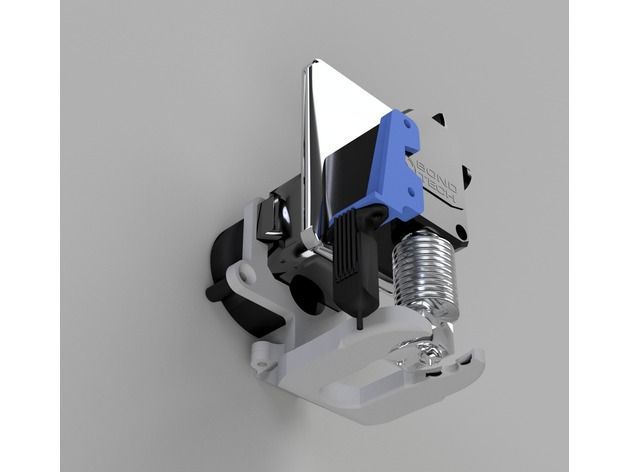
-
Yeah that does seem dangerously low. Time to cad up a new bracket?
-
ya i can do that i suppose. Can work on that this week I suppose.
-
Maybe instead of the mount being above the bltouch it could hold it from underneath like a hangar and raise it up a couple mm. Doesn't need to be much.
-
@phaedrux
"it could hold it"You lost me on that one... the bl touch can not go up any further without modification to the current bracket to make it slightly shorter.
-
@wingtip
New probe bracket installed and much better clearance now. Dialing in babysteps again then i think i'll try one of my larger prints.
-
Just started a 68 hour print.. go big or go home lol... First layer goin down

-
Good luck! Can't print little cubes and boats forever.
-
So im about 29 hours into this print and i have a slow leaky hotend (i switched to that .5 nozzle remember) that im having to remove blobs now and then so they dont come off sticking to the print. Being this is my first duet, can I use the pause function, raise the gantry, check the nozzle tightness, then just hit resume and expect it to go right back where it left off without failing the print from pausing?????
-
@wingtip said in 3d Benchy Question:
can I use the pause function, raise the gantry, check the nozzle tightness, then just hit resume and expect it to go right back where it left off without failing the print from pausing?
Yup. If you have powerloss recovery configured you could even turn it off and come back later. (as long as it stays stuck to the bed anyway). though keep in mind if you force it out of position when playing with the nozzle or change the effective Z height of the nozzle that might show up on the layer.
-
@phaedrux
Mother F*&ng hell.... FFFFFuK my life33 hours in..... paused it. Removed the fang cooler temporarily, tightened up the now very loose hotend. cleaned up the mess as best i could. put on a new sock as the old one was torn pulling it off the hotend.
Went back to the panel due to resume and saw this error:
Error Heater 1 fault temperature excursion exceeded 15C (target 236, actual 220.4, Cancelled print, print time 32h 31 min.I frantically hit the nozzle temp button and tried to adjust the temp but it wasnt working, then I must have hit something cause all of a sudden the gantry started heading back towards the bed... and i watched it go back down and drive itself into the print hard... no choice but to hit the emergency F*&&ing stop which reset the paneldue. An entire spool and a half of material just wasted. Im not even sure what made it start its way back down when i was only hitting the nozzle temp buttons but there it was moving towards the bed at well below temp...
All the axis are not homed. I still have the print button at the bottom but when you press it there are no options... It was on layer 45, and the pause was on x271.9 y100.4 z11.2. But i highly F*&^ing doubt i can salvage this since the axis are now not homed. Im so F)&*^ing pissed right now. 1 and a 1/2 rolls of filament gone. Mainly due to having set the infill percentage to high at 40% and it was eating up material fast...

F*&k me. Im going to bed, its 4am