Duet 3 - Cooling fan configurations
-
My concern is simple - without the Hotend cooling fan running at 100% it would only seem a question of time before the PTFE tube in the Volcano head gets damaged. As it stands, if I run the part cooling at 50% then the Hotend cooling (AFTER it has passed the on trigger temperature) is also at 50% rather than the 100% initially called by the temperature passing the threshold for the fan to start.
In fact during a print DWC allows me to vary the part cooling, the problem is that the Hotend seems to follow its setting
. -
To be sure - what you see in DWC is the same single fan. Fan 0 is the print cooling fan (or should be configured that way for most slicers).
Fan 1 is the hotend cooling fan. Any fan that is configured to react to temperature will not show up in DWC (since there is no point). -
@kj3d said in Duet 3 - Cooling fan configurations:
In fact during a print DWC allows me to vary the part cooling, the problem is that the Hotend seems to follow its setting
to rule out a wiring problem. connect the fans directly to the duet and test.
-
Tried direct wiring (bypass smart effector) - same strange result
-
Slicer is Simplify 3D, G code (or at least part of it) is shown below:
G90
M82
M106 S255
G4 P500
M106 S111
M140 S65
M190 S65
M104 S235 T0
M109 S235 T0
G28 ; home all axes
;G1 E-10 F600 ; clear nozzle
;G29
G1 Z5 F3000 ; lift
;G5 ; enable resume from power failure
G1 X100 Y100 F1500 ; move to prime
G1 Z0.4 F3000 ; get ready to prime
G92 E0 ; reset extrusion distance
G1 X60 E10 F600 ; prime nozzle
G1 X60 F5000 ; quick wipe
; process PREDATOR
; layer 1, Z = 0.250
T0
G92 E0.0000
G1 E-2.5000 F3000
; feature skirt
; tool H0.250 W0.720
G1 Z0.250 F2400
G1 X15.360 Y-12.220 F7200
G1 E0.0000 F3000
G92 E0.0000
G1 X15.360 Y12.220 E1.6827 F2354
G1 X12.220 Y15.360 E1.9884
G1 X-12.220 Y15.360 E3.6711
G1 X-15.360 Y12.220 E3.9768
G1 X-15.360 Y-12.220 E5.6595
G1 X-12.220 Y-15.360 E5.9652
G1 X12.220 Y-15.360 E7.6479
G1 X15.360 Y-12.220 E7.9536
G92 E0.0000
G1 E-2.5000 F3000
; feature outer perimeter
G1 X9.640 Y-9.640 F7200
G1 E0.0000 F3000
G92 E0.0000
G1 X9.640 Y9.640 E1.3274 F1177
G1 X-9.640 Y9.640 E2.6548
G1 X-9.640 Y-9.640 E3.9822
G1 X9.640 Y-9.640 E5.3096
G92 E0.0000
G1 E-2.5000 F3000
G1 X9.640 Y-4.640 F1177
; feature solid layer
G1 X9.120 Y-9.208 F7200
G1 E0.0000 F3000
G92 E0.0000
G1 X9.208 Y-9.120 E0.0085 F1413
G1 X9.208 Y-8.102 E0.0787
G1 X8.102 Y-9.208 E0.1863
G1 X7.084 Y-9.208 E0.2564
G1 X9.208 Y-7.084 E0.4633
G1 X9.208 Y-6.066 E0.5334
G1 X6.066 Y-9.208 E0.8393
G1 X5.047 Y-9.208 E0.9095
G1 X9.208 Y-5.047 E1.3146
G1 X9.208 Y-4.029 E1.3847
G1 X4.029 Y-9.208 E1.8889
G1 X3.011 Y-9.208 E1.9590
G1 X9.208 Y-3.011 E2.5624
G1 X9.208 Y-1.993 E2.6325
G1 X1.993 Y-9.208 E3.3351
G1 X0.974 Y-9.208 E3.4052
G1 X9.208 Y-0.974 E4.2069
G1 X9.208 Y0.044 E4.2770
G1 X-0.044 Y-9.208 E5.1778
G1 X-1.062 Y-9.208 E5.2479
G1 X9.208 Y1.062 E6.2479
G1 X9.208 Y2.080 E6.3180
G1 X-2.080 Y-9.208 E7.4171
G1 X-3.099 Y-9.208 E7.4872
G1 X9.208 Y3.099 E8.6854
G1 X9.208 Y4.117 E8.7555
G1 X-4.117 Y-9.208 E10.0529
G1 X-5.135 Y-9.208 E10.1230
G1 X9.208 Y5.135 E11.5195
G1 X9.208 Y6.153 E11.5896
G1 X-6.153 Y-9.208 E13.0853
G1 X-7.172 Y-9.208 E13.1554
G1 X9.208 Y7.172 E14.7502
G1 X9.208 Y8.190 E14.8203
G1 X-8.190 Y-9.208 E16.5143
G1 X-9.208 Y-9.208 E16.5844
G1 X9.208 Y9.208 E18.3775
G1 X8.190 Y9.208 E18.4476
G1 X-9.208 Y-8.190 E20.1416
G1 X-9.208 Y-7.172 E20.2117
G1 X7.172 Y9.208 E21.8065
G1 X6.153 Y9.208 E21.8766
G1 X-9.208 Y-6.153 E23.3723
G1 X-9.208 Y-5.135 E23.4424
G1 X5.135 Y9.208 E24.8389
G1 X4.117 Y9.208 E24.9090
G1 X-9.208 Y-4.117 E26.2064
G1 X-9.208 Y-3.099 E26.2765
G1 X3.099 Y9.208 E27.4748
G1 X2.080 Y9.208 E27.5449
G1 X-9.208 Y-2.080 E28.6440
G1 X-9.208 Y-1.062 E28.7141
G1 X1.062 Y9.208 E29.7140
G1 X0.044 Y9.208 E29.7842
G1 X-9.208 Y-0.044 E30.6850
G1 X-9.208 Y0.974 E30.7551
G1 X-0.974 Y9.208 E31.5568
G1 X-1.993 Y9.208 E31.6269
G1 X-9.208 Y1.993 E32.3294
G1 X-9.208 Y3.011 E32.3995
G1 X-3.011 Y9.208 E33.0029
G1 X-4.029 Y9.208 E33.0730
G1 X-9.208 Y4.029 E33.5773
G1 X-9.208 Y5.047 E33.6474
G1 X-5.047 Y9.208 E34.0525
G1 X-6.065 Y9.208 E34.1226
G1 X-9.208 Y6.065 E34.4286
G1 X-9.208 Y7.084 E34.4987
G1 X-7.084 Y9.208 E34.7055
G1 X-8.102 Y9.208 E34.7756
G1 X-9.208 Y8.102 E34.8833
G1 X-9.208 Y9.120 E34.9534
G1 X-9.120 Y9.208 E34.9620
G92 E0.0000
G1 E-2.5000 F3000
G1 X-9.208 Y9.120 F1413
G1 X-9.208 Y8.102
G1 X-8.102 Y9.208
G1 X-7.084 Y9.208
G1 X-7.985 Y8.306
; layer 2, Z = 0.500
M106 S255
; feature outer perimeter -
so just to be sure. when you move the tool fan in the ui the hotend part fan turns on as well?
or are you saying that tool fan and fan 0 are synced (they are both the part cooling fan)
-
If the temperature on the tool fan is below the set point (35c) then only Fan 0 (part cooling fan) turns on. If the temp on the hotend is above 35c then moving the slider in the DWC ui changes the speed in both fans
-
@kj3d said in Duet 3 - Cooling fan configurations:
If the temperature on the tool fan is below the set point (35c) then only Fan 0 (part cooling fan) turns on. If the temp on the hotend is above 35c then moving the slider in the DWC ui changes the speed in both fans
I lately observed the same here, so +1 for the problem. Thanks for posting that, because I also asked my self how this could be if only one of the two fans is an "automatic" thermostatic and the other one is only a "do nothing and wait for g-code-command" issued.
Would be great if more people would replicate the behaviour, I guess most are not paying attention to it.
BUT - currently I am not sure wether it is only DWC or also the real-world-printer that behave that way. Current print runs a few more hours so I will report later -> So first this evening I will connect a probe to each fan and then starting and stopping some files to measure independent of what DWC is "saying it does" and how this relates to what the board "actually does".
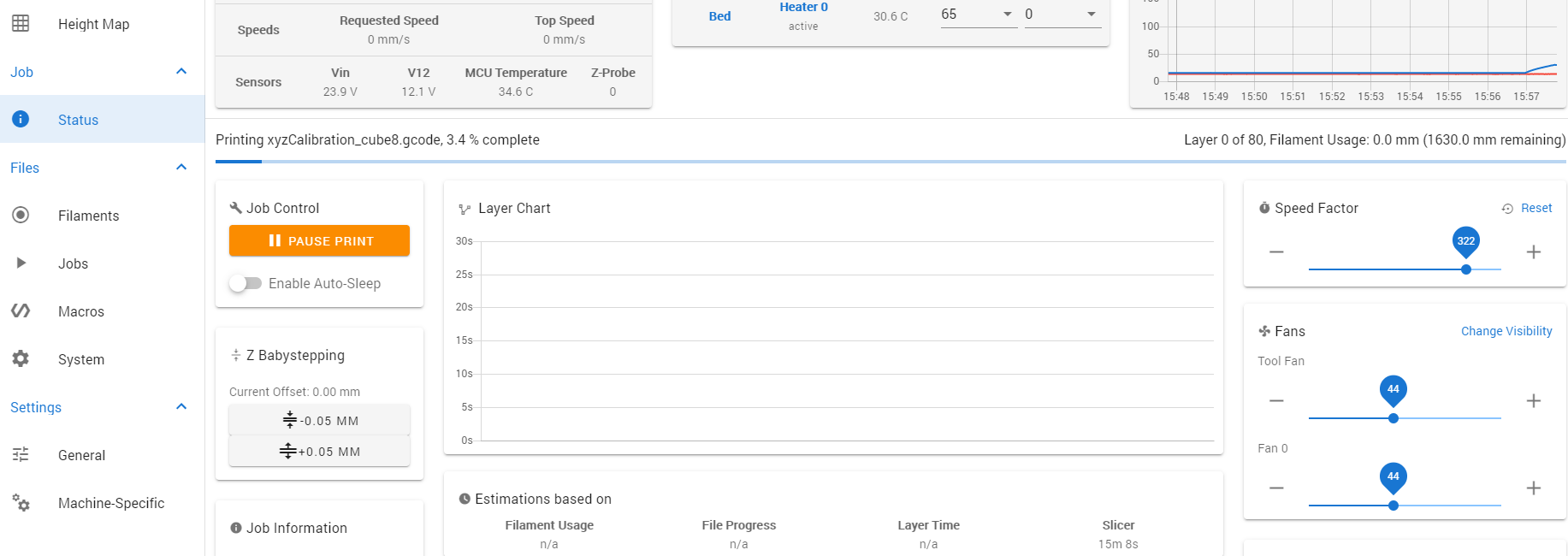
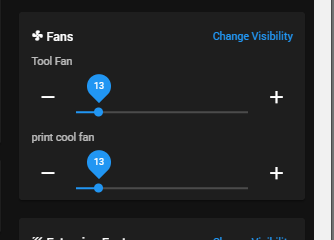
See the screenshots: Heat-break-fan should be 100% above 60°C on the hotend (which you can see the extruder surely has with 220°C) but everytime the printfile increases the part-cooling (I usually start with low part-cooling and increase it over some layers to the desired "top"-value e.g. in this case around 70%) at least DWC told me the heatbreak-fan has the same val which if it is true is an error:
EDIT: O.K.: Mixed up the OP original problem this particular thing is answered already by VETI and PHAEDRUXMy setup: duet2ethernet1.0.4 running RRF3.2, single extruder with thermostatic-heatbreak-fan & g-code-partcooling-fan, single heatplate (of course), PSU 24V, fans are 12V, PanelDue7i connected. Slicer is also currently Simplify3D-4.1.2.
The "fan"-section in my config.g:
;print/part cool fan: M950 F0 C"fan0" ;Q200 ; create F=fan(x) with "!" to invert, on pin C; opt set frequency(Q) e.g. for most real 4-wire pwm-fans 25000 (max 65535), ordinary 2-wire must be kept low around 100-500, default seems to be 250 M106 P0 C"print cool fan" B1.0 H-1 S0 ; P=num; s=set speed 0-255/0.0-1.0; limit L min & X max; H=heater monitored+Thermostatic control, -1=off or Hx(:__...) monitored; B=blip time in ms; if not thermostatic (H-1) define a board-boot-start-up speed S=fan speed; ;extr heat-sink/-break fan: M950 F1 C"fan1" ;Q200 ; create F=fan(x) with "!" to invert, on pin C; opt set frequency(Q) e.g. for most real 4-wire pwm-fans 25000 (max 65535), ordinary 2-wire must be kept low around 100-500, default seems to be 250 M106 P1 C"extr heat sink fan" B1.0 H1 L0.5 T40:60 ; P=num; s=set speed 0-255/0.0-1.0; limit L min & X max; H=heater monitored+Thermostatic control, -1=off or Hx(:__...) monitored; B=blip time in ms; if not thermostatic (H-1) define a board-boot-start-up speed S=fan speed; ;chamber fan: M950 F2 C"fan2" T3 ;Q500 ;! ;Q25000 ; create F=fan(x) with "!" to invert, on pin C; opt set frequency(Q) e.g. for most real 4-wire pwm-fans 25000 (max 65535), ordinary 2-wire must be kept low around 100-500, default seems to be 250 ; set some default vals to start e.g. from PETG 35°C to PC UL 45°C, but override it in the print-file with the specific filament-config.g: M106 P2 C"chamber fan" B1.0 L0.9 T35:45 H10 ;X1.0 ; P=num; s=set speed 0-255/0.0-1.0; limit L min & X max; H=heater num monitored->Thermostatic control, -1=off or Hx(:__...) monitored; B=blip time in ms; if not thermostatic (H-1) define a board-boot-start-up speed S=fan speed; ;-> We start with a summer-cooldown temp above 35°C with thermostatic control enabled -> and define the optimum value for each filament in the filament-config.gSome samplecode how a file starts:
111582-01 Temperatursensorabdeckung 9997 WLFM-01.gcode.txtWhat is your hardware-setup again running which firmware on which volts?
Will report back!
-
@LB
Thanks for your post - its good to know that the problem is not just with me. After quite a few hours checking wiring, configurations and simply scratching my head the problem is a strange one.
I can confirm that the problem of the two fans being interlinked is present when printing. I printed the xyz calibration cube with different part cooling settings every 5 layers (0 % first five layers printing at 235c with PLA+ Hotbed 65c) then increasing the fan speed by 10% every five additional layers.
Layers 0 to 5 all ran with the hotend fan at 100% (part cooling set to 0%) As soon as the first change in part cooling applied then the hotend fan started to follow the setting for the part cooling (down at that point to 50%. This was confirmed with an optical tacho to measure motor / fan speeds
My conclusion is that its a problem with both DWC and the real world running of files outside DWC
My setup is 6HC Motherboard, Panel Due 7, Volcano 24v hotend, 24v hotbed, 24v fans smart effector for Z sensing, Simplify 3d 4.1.2 for the slice software
Latest release of Firmware.

-
Regarding hardware and firmware the only things we have in common seem to be:
- RRF3.2
- Simplify3D-4.1.2
- thermostatic heat-break-fan
- gcode-partcooling-fan
- EDIT (see conversation): PanelDue
Right?
-
Other than the Panel Due then yes you are right
Looking at your GCODE have you tried switch on the hotend fan using M106 (from DWC) BEFORE it reaches the preset start temp?
I tried and mine just sat there without starting. However once the preset start limit is reached it seems to follow the M106 command for anything (irrespective of what fan the M106 command targets)
-
The tool fan slider will mirror what your part cooling fan is set to. They are the same fan. Thermostatically controlled fans don't show up in the UI at all. Click on change visibility to hide the tool fan if you wish. It only makes sense on machines with multiple tools where it will control the fan of the currently selected tool.
If the UI slider is changing the speed of your heat sink fan, it's either a configuration or wiring problem.
-
I was just looking here https://duet3d.dozuki.com/Wiki/Gcode#Section_M106_Fan_On
and this section made me curious:
Hnn:nn:nn... Enable thermostatic mode and select heaters monitored. H-1 disables thermostatic mode. (In RRF_3 relates to the sensor number(s) created by M308, not the temperature sensor pin number on the board)
-
@Phaedrux said in Duet 3 - Cooling fan configurations:
The tool fan slider will mirror what your part cooling fan is set to.
?
Does that make any sense or doesn´t that mean that the "part cooling fan" should be kicked out forever once and for all from the firmware?
EDIT: Moved, see conversation
-
I don't know what you mean by that.
-
@Phaedrux said in Duet 3 - Cooling fan configurations:
I don't know what you mean by that.
If that is the same fan:
why is it occupying screen-space 2 times? hey, I do not know, I am a single-extruder-single-tool-user, maybe somebody can explain it to me - could be that there is a benefit for multi-tool-users I guess?EDIT: Moved, see conversation
-
As I explained, in machines with multiple tools the tool fan slider will always control the fan of the currently selected tool.
In machines with only a single tool you can hide either the tool fan or the print cool fan slider if you wish with the change visibility button.
-
Maybe for our kind (the OP and me) why not only have within DWC "Tool Fan (your current print cool fan)" and that´s it? If it is really the same why have 2 sliders when you can do it with one. If you insist to have 2 sliders then they are not the same? Or am I wrong here (maybe time for a 2nd tool to try out and see?)
EDIT: Moved, see conversation
-
Because the Duet is built around the concept of flexible tools. Some of those decisions and functions only become usefully apparent when multiple tools are apparent.
I would agree that it would be clearer for new users with only a single tool to show only a single slider, but it's really not such a big deal is it? You can hide it if you wish. There is a button right above it that says change visibility.
Here's another use case that might make more sense even if you have only a single tool, you may have 2 part cooling fans. left and right for instance. The tool fan will control the fans configured in the tool definition, so both fans at once. But you would also have an independant slider for each fan in case you wanted to adjust only one or the other.
-
Thanks for the example! So basically "all" tool fans i guess.
EDIT: I moved this side-talk to https://forum.duet3d.com/topic/21300/tool-fans-representation-within-dwcBut I deraild now what the OP had as problem! He actually sat down and tried different values and there seems to be some intertwining with the fans anyway (let´s keep DWC out from now on):
"
If the temperature on the tool fan is below the set point (35c) then only Fan 0 (part cooling fan) turns on. If the temp on the hotend is above 35c then moving the slider in the DWC ui changes the speed in both fans
"
Sorry @kj3d