Problem by printing xyz Cube
-
Hi
I habe calibrate my Ender 5,e-steps etc.
Now i print the xyz Cube and i got Strange overhangs at all Corners.
Look a the pictures:


My simplify3d settings:







my config.g:
; Configuration file for Duet WiFi (firmware version 1.21) ; executed by the firmware on start-up ; ; generated by RepRapFirmware Configuration Tool v2 on Tue May 07 2019 23:06:50 GMT+0100 (British Summer Time) ; General preferences G90 ; Send absolute coordinates... M83 ; ...but relative extruder moves ; Network M550 P"Ender 5" ; Set machine name M552 S1 ; Enable network M586 P0 S1 ; Enable HTTP M586 P1 S0 ; Disable FTP M586 P2 S0 ; Disable Telnet ; Drives M569 P0 S1 ; Physical drive 0 goes forwards M569 P1 S1 ; Physical drive 1 goes forwards M569 P2 S0 ; Physical drive 2 goes backwards M569 P3 S0 ; Physical drive 3 goes forwards M584 X0 Y1 Z2 E3 ; set drive mapping M350 E128 I0 ; configure microstepping without interpolation M350 X16 Y16 Z16 I1 ; configure microstepping with interpolation M92 X80.00 Y80.00 Z800.00 E3320.00 ; set steps per mm M566 X1200.00 Y1200.00 Z24.00 E3000.00 ; set maximum instantaneous speed changes (mm/min) M203 X9000.00 Y9000.00 Z180.00 E6000.00 ; set maximum speeds (mm/min) M201 X500.00 Y500.00 Z100.00 E1000.00 ; set accelerations (mm/s^2) M906 X800 Y800 Z800 E1000 I30 ; set motor currents (mA) and motor idle factor in per cent M84 S30 ; Set idle timeout ; Axis Limits M208 X0 Y0 Z0 S1 ; Set axis minima M208 X220 Y220 Z300 S0 ; Set axis maxima ; Endstops M574 X1 S1 P"xstop" ; configure active-high endstop for low end on X via pin xstop M574 Y1 S1 P"ystop" ; configure active-high endstop for low end on Y via pin ystop ;M574 Z1 S1 P"zstop" ; configure active-high endstop for low end on Z via pin zstop M574 Z0 ; configure Z-probe endstop for low end on Z M950 S0 C"exp.heater7" ; create servo pin 0 for BLTouch M558 P9 C"^zprobe.in" H5 F100 T2000 ; set Z probe type to bltouch and the dive height + speeds G31 X41.2 Y4.5 Z1.010 P25 ; set Z probe trigger value, offset and trigger height M557 X41.2:221.2 Y4.5:219.5 S20 ; define mesh grid M671 X28.8:198.8:198:28.8 Y24:24:194:194 ; Heaters M308 S0 P"bedtemp" Y"thermistor" T100000 B4138 ; configure sensor 0 as thermistor on pin bedtemp M950 H0 C"bedheat" T0 ; create bed heater output on bedheat and map it to sensor 0 M307 H0 B0 S1.00 ; disable bang-bang mode for the bed heater and set PWM limit M140 H0 ; map heated bed to heater 0 M143 H0 S120 ; set temperature limit for heater 0 to 120C M308 S1 P"e0temp" Y"thermistor" T100000 B3950 ; configure sensor 1 as thermistor on pin e0temp M950 H1 C"e0heat" T1 ; create nozzle heater output on e0heat and map it to sensor 1 M307 H1 B0 S1.00 ; Fans M950 F0 C"fan0" Q500 ; create fan 0 on pin fan0 and set its frequency M106 P0 S0 H-1 ; set fan 0 value. Thermostatic control is turned off M950 F1 C"fan1" Q500 ; create fan 1 on pin fan1 and set its frequency M106 P1 S1 H1 T45 ; set fan 1 value. Thermostatic control is turned on ; Tools M563 P0 D0 H1 ; Define tool 0 S3D ;M563 P0 D0 H1 F0 ; Für Prusa Slicer G10 P0 X0 Y0 Z0 ; Set tool 0 axis offsets G10 P0 R0 S0 ; Set initial tool 0 active and standby temperatures to 0C ; Automatic saving after power loss is not enabled ; Custom settings are not configured M575 P1 S1 B57600 ; enable support for PanelDue M572 D0 S0.04 ; Pressure Advance M501 -
That looks like some oozing on layer changes.
Try increasing the speed of your Z axis, it's quite slow atm.
Try
M566 Z60
M203 Z600
M201 Z300Also look into tuning pressure advance.
-
@Phaedrux thanks a lot
i want to set up pressure advance with the Marlin method but i dont see an option to select Bltouch ? if i insert only the z-offset it will print to high
-
@lui2004
check that there is a G28 in the beginning of the file. thats all that is required for the bltouch if it is set up correctlyalso to rule out a setting mistake, give another slicer a go like prusaslicer.
-
@Veti ok i will try once again to define pressure advance
i will try another slicer
-
i got my value now its 0.166
so i insert it in my config.g like this:
M572 D0 S0.166 ; Pressure Advance
how can i test this now? benchy ?
-
@lui2004 said in Problem by printing xyz Cube:
how can i test this now?
print the same thing as before
-
@Veti ok will reprint the xyz-cube
-
So i have reprinted the Cube
It is much better but not perfect all sides have 20x20x20 almost perfect





-
the corners are round.
grab the cold nozzle with your finger. see if you can displace it easily (we are talking about milimeters here)
-
@Veti i can Move it and its not to hard and not to easy
-
@lui2004
sorry forgot to add, while the motors are energized?check the eccentric nuts. the there should be no play, but also the wheels should move easily.
also the belt tension should be like a bass string when you pluck it. -
-
@Veti i have checked all belt tension x and y and the accentric nut has no play.
i print the cube again and post the results
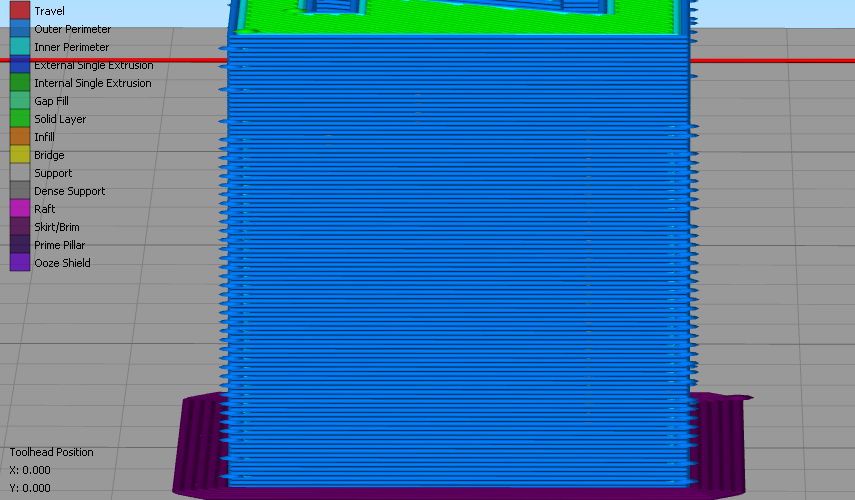
other strange is S3D show me the exact,what i am print
here a screenshot:
-
as i dont have s3d, why dont you give prusaslicer or cura a go?
lately i have switch from cura to prusaslicer, as its gotten really good. -
Those are the retractions, maybe trying increasing the length? Ender 5 is a bowden setup right?
Follow my adventures in 3D Printing, laser cutting and electronics. https://linktr.ee/Rushmere3D
-
yeah i think after i print the cube
i will try the alpha prusa slicer ,i heard its much better now -
@Rushmere3D i have install as DD
-
@lui2004 Oh OK, I'd suggest trying at least 0.8mm up to 1mm and maybe reduce the retraction speed to 45mm/s.
-
for tuning the seam it's usually best to force it to a single spot. But it really depends on the model you're printing. If the model has a lot of details and inner corners the slicer can hide the seam a lot easier. On cubes and cylinders it only has external faces to put them where they are obvious. Try printing a more complex model. Your cube looks good. Move on to a benchy or something.