Homing advice
-
so i think i would like to keep the Back of the printer as the 0,0 since that is where the stop switches are. but im still confused on what i need to change to make that happen. i know im being a complete noob and i apologize for that .
-
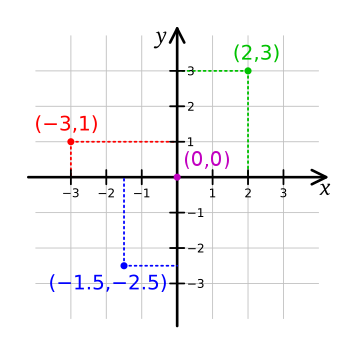
Well 0,0 and the endstops don't have to match. Homing to the high end of travel is fine. This has the benefit of staying matched with the slicer view and stays consistent with the language normally used with printers, namely the right handed coordinate system, meaning +X moves to the right, -X to the left. -Y to the front, +Y to the back.
Here are some illustrations.
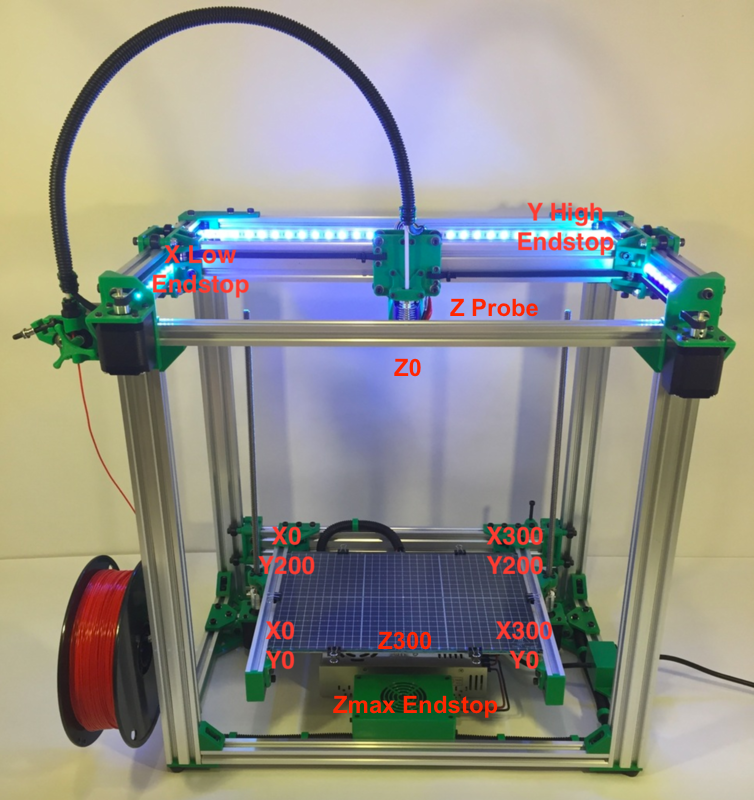
So in your case, here's what you need to change in your config.
; Endstops M574 X2 S1 P"xstop" ; configure active-high endstop for low end on X via pin xstop M574 Y2 S1 P"ystop" ; configure active-high endstop for low end on Y via pin ystopInstead of X1 and Y1, it's not X2 and Y2, for the high end of travel, back right corner.
And change the directions of travel for the homing moves from negative to positive.
; homeall.g ; called to home all axes ; ; generated by RepRapFirmware Configuration Tool v3.1.3 on Sun Jul 05 2020 20:32:27 GMT-0500 (Central Daylight Time) G91 ; relative positioning G1 H2 Z5 F6000 ; lift Z relative to current position G1 H1 X+250 Y+250 F1800 ; move quickly to X and Y axis endstops and stop there (first pass) G1 H2 X-5 Y-5 F6000 ; go back a few mm G1 H1 X+230 Y+230 F360 ; move slowly to X and Y axis endstops once more (second pass) G1 H1 Z305 F360 ; move Z up stopping at the endstop G90 ; absolute positioning G92 Z300 ; set Z position to axis maximum (you may want to adjust this); homex.g ; called to home the X axis ; ; generated by RepRapFirmware Configuration Tool v3.1.3 on Sun Jul 05 2020 20:32:27 GMT-0500 (Central Daylight Time) G91 ; relative positioning G1 H2 Z5 F6000 ; lift Z relative to current position G1 H1 X+250 F1800 ; move quickly to X axis endstop and stop there (first pass) G1 H2 X-5 F6000 ; go back a few mm G1 H1 X+230 F360 ; move slowly to X axis endstop once more (second pass) G1 H2 Z-5 F6000 ; lower Z again G90 ; absolute positioning; homey.g ; called to home the Y axis ; ; generated by RepRapFirmware Configuration Tool v3.1.3 on Sun Jul 05 2020 20:32:27 GMT-0500 (Central Daylight Time) G91 ; relative positioning G1 H2 Z5 F6000 ; lift Z relative to current position G1 H1 Y+230 F1800 ; move quickly to Y axis endstop and stop there (first pass) G1 H2 Y-5 F6000 ; go back a few mm G1 H1 Y+230 F360 ; move slowly to Y axis endstop once more (second pass) G1 H2 Z-5 F6000 ; lower Z again G90 ; absolute positioning -
thank you for the detailed explanation, makes a little more sense now. still working on understanding the settings though. i made you suggested changes and now the extruder is in the front right corner and when i do home all sits there and bangs over and over when each of the axis homes.
X+ currently moves to the left
Y+ moves towards myself or the front
Z+ moves the bed up -
Did you copy and paste my homing files into yours?
And just to confirm...
Is the X endstop on the left or right?
Is the Y endstop at the front or back? -
yes sir, copied and pasted.
The Y is in the back right corner.
The x is on the right, -
@Phaedrux said in Homing advice:
M574 X2 S1 P"xstop" ; configure active-high endstop for low end on X via pin xstop M574 Y2 S1 P"ystop" ; configure active-high endstop for low end on Y via pin ystop
And you changed M574 to X2 and Y2?
-
yes sir copied all 3 homing files and pasted over mine.
; Endstops
M574 X2 S1 P"xstop" ; configure active-high endstop for low end on X via pin xstop
M574 Y2 S1 P"ystop" ; configure active-high endstop for low end on Y via pin ystop
M574 Z2 S1 P"zstop" ; configure active-high endstop for high end on Z via pin zstop -
Alright, then we may need to change a motor direction.
; Drives M569 P0 S1 ; physical drive 0 goes forwards M569 P1 S1 ; physical drive 1 goes forwardsTry
M569 P0 S0
M569 P1 S0 -
That may have done it.
X+ Moves to the right !!!!!!
Y+ Moves to the Back!!!!
Z+ Moves up!!!!!so after i home, the "position tool" says its X - 225.0, Y 225.0, Z - 300.00 thats what i want right?
-
-
no dashes,
Status
Printing
Mode: FFF
Tool Position
X
225.0
Y
225.0
Z
300.00 -
The last thing to check is that when you move to 0,0 it's at the corner of the bed. If it's not, then you'll have to adjust the M208 maxima values.
-
so when i "home all" it sends it to the back right corner. when i got to 0,0 it goes to the front left corner. when i try to start a print, it starts in the back right corner, bangs against the stops then the bed starts to lower all the way.
-
What do you have in your start gcode?
-
Here is the start:
;FLAVOR:Marlin
;TIME:336
;Filament used: 0.10025m
;Layer height: 0.2
;MINX:89
;MINY:95
;MINZ:0.2
;MAXX:131
;MAXY:125
;MAXZ:14.8
;Generated with Cura_SteamEngine 4.6.1
M140 S60
M105
M190 S60
M104 S230
M105
M109 S230
M82 ;absolute extrusion mode
M201 X500.00 Y500.00 Z100.00 E5000.00 ;Setup machine max acceleration
M203 X500.00 Y500.00 Z10.00 E50.00 ;Setup machine max feedrate
M204 P500.00 R1000.00 T500.00 ;Setup Print/Retract/Travel acceleration
M205 X8.00 Y8.00 Z0.40 E5.00 ;Setup Jerk
M220 S100 ;Reset Feedrate
M221 S100 ;Reset FlowrateG28 ;Home
G92 E0 ;Reset Extruder
G1 Z2.0 F3000 ;Move Z Axis up
G1 X10.1 Y20 Z0.28 F5000.0 ;Move to start position
G1 X10.1 Y200.0 Z0.28 F1500.0 E15 ;Draw the first line
G1 X10.4 Y200.0 Z0.28 F5000.0 ;Move to side a little
G1 X10.4 Y20 Z0.28 F1500.0 E30 ;Draw the second line
G92 E0 ;Reset Extruder
G1 Z2.0 F3000 ;Move Z Axis upG92 E0
G92 E0
G1 F5100 E-7
;LAYER_COUNT:86
;LAYER:0
M107 -
@agent0810 said in Homing advice:
M201 X500.00 Y500.00 Z100.00 E5000.00 ;Setup machine max acceleration
M203 X500.00 Y500.00 Z10.00 E50.00 ;Setup machine max feedrate
M204 P500.00 R1000.00 T500.00 ;Setup Print/Retract/Travel acceleration
M205 X8.00 Y8.00 Z0.40 E5.00 ;Setup JerkUnrelated, but delete those lines from your slicer start gcode section in Cura.
I don't see a G90 in there to make sure you're in absolute positioning mode.
Does it do the prime line correctly or does it just start crashing?
-
just starts crashing.
-
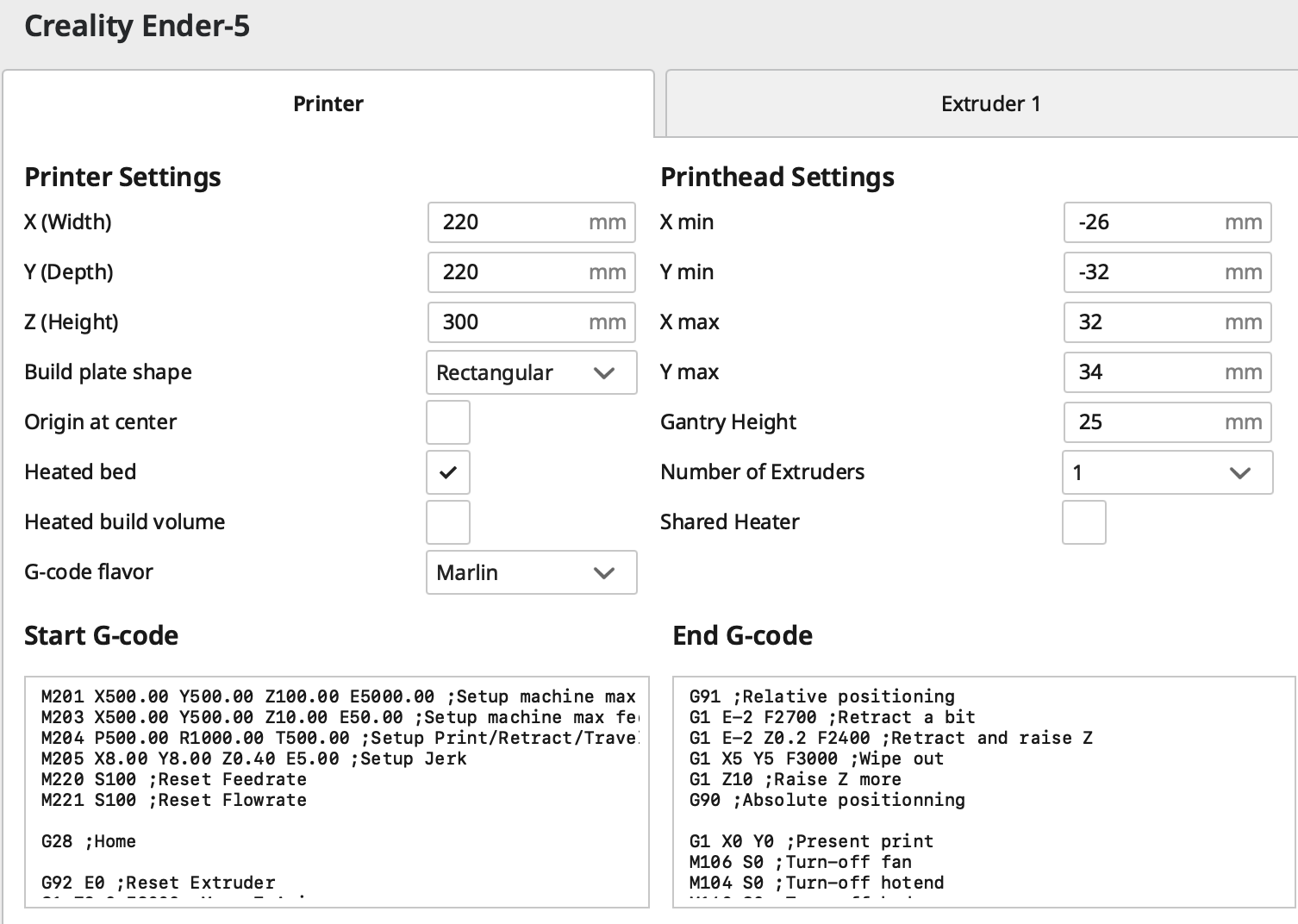
Here are my machine settings in cura......do the print head settings look okay?
-
Change the Gcode flavor to RepRap.
Can you share an actual sliced gcode file?
-
yea let me see what i can get. should i just place G90 in before the G92? googled it and didnt see an actual setting for it in cura but someone said they just put it in the start code.