Issues with print quality, wall surface rough.
-
@Phaedrux Can I just back off the backlash adjustors? They are this style nut :
https://openbuildspartstore.com/anti-backlash-nut-block-for-8mm-metric-acme-lead-screw/ -
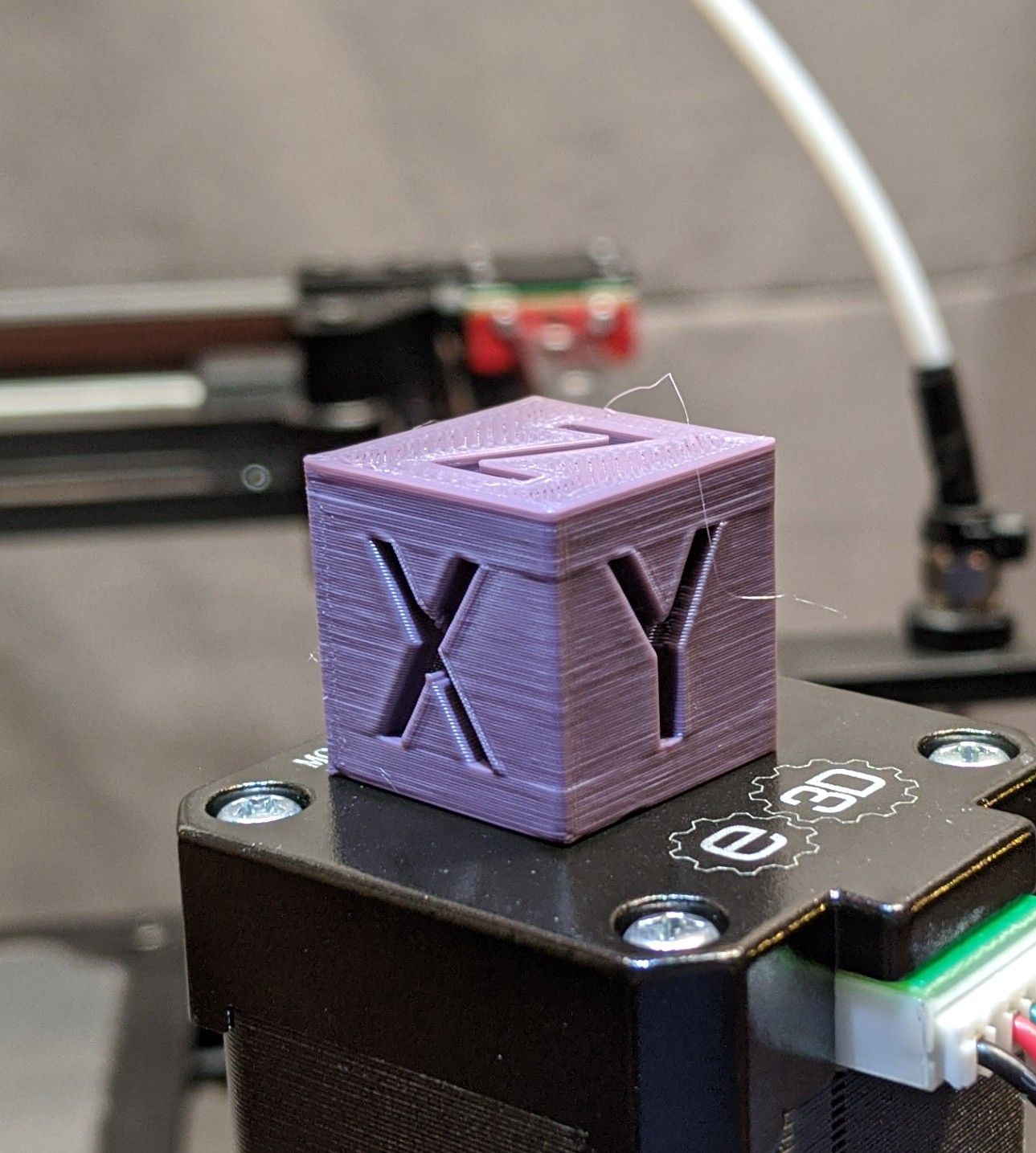
Well here is 950mA on the extruder, temp 205. Really starting to think it's an extruder problem again:

-
Or... It's a z problem... Backed off the antibacklash nuts, same setting as last posts
-
I think it's a mechanical issue relating to the Z axis.
You are certainly over extruding in most of these pics, but 0.93-0.95 has always been the right extrusion multiplier for PLA for me....IF the esteps are set correctly. I always set my esteps through a nozzle at the temp I intend to print at. Usually at 195-205 deg for PLA, maybe just try a round number of 200. Set your esteps using a full 100mm extrude @ 5mm/sec, not just 20mm.
I didn't read what slicer you used, but for direct drive in S3D I just use 1mm retraction @30mm/sec, 1mm coast and 5mm wipe. Nice and simple.
In the V-core, I'd loosen all the mounts for the backlash nuts, Z steppers and even the rails, then push the bed up and down by hand to align it all. Keep doing that as you nip things up tighter, a look for any binding at all. I'd level the bed mechanically using a 0.2mm feeler gauge under the nozzle, with the bed and nozzle at temp (200 noz/ 50 bed) and check the backlash nuts are very lightly/evenly tensioned, as well as lubricated.
If you can get the bed pretty level mechanically, maybe disable the bed leveling mesh map and just set a nozzle height/offset at the start of the print. If you're using the triple Z motors that might be giving you some sort of trouble.
In short, there are some extrusion rate/slicer setting issues there, but that Z banding looks mechanical to me.
Hope that helps.
-
@Corexy Thank you for the info, I will try that tonight after work. I really don't like the design of the Z axis on the V-Core, leaves a lot to be desired in my mind. Also not a huge fan of lead screws. Do you use wipe and coast with linear advance? I heard that they do not play well. My bed is a bit of a banana, but flat enough to do a 20x20 cube, so I could try no bed leveling. If you have any design suggestions for a better Z, please let me know! What do you think is causing the bulging right above and below the X and Y? Cooling? Or still Z related.
OH could it be bad idle pulleys? It's the only thing I haven't changed in the XY system.
-
@CorvoDewittV2 said in Issues with print quality, wall surface rough.:
@Corexy Thank you for the info, I will try that tonight after work. I really don't like the design of the Z axis on the V-Core, leaves a lot to be desired in my mind. Also not a huge fan of lead screws. Do you use wipe and coast with linear advance? I heard that they do not play well. My bed is a bit of a banana, but flat enough to do a 20x20 cube, so I could try no bed leveling. If you have any design suggestions for a better Z, please let me know! What do you think is causing the bulging right above and below the X and Y? Cooling? Or still Z related.
OH could it be bad idle pulleys? It's the only thing I haven't changed in the XY system.
I don't use linear advance, just the settings I've described above. I really focus on esteps, and set extrusion multiplier by watching actual prints I'm doing, not measuring thin walls etc.
I don't like the way they set up the z axis on the V-core's either, and have already taken steps to do mine differently, including a conversion to single Z motor with a belt driving all 3 screws.
My bed is a banana too, which is why I'll probably convert to a cast aluminium plate.
I think the bulging is from the issues I mentioned, best start there. If you can switch off the bed leveling and print this little model on a flat bit, you can try those old school setting first. You could have a look at the current setting for your extruder motor. Sometimes too high a current there can cause print issues, but it's usually a wavy looking pattern on the surface.
- Do the loosening/tightening of Z components mentioned above.
- Set extruder current.
- Poke a correct size cleaning wire into the hot nozzle, just to be sure.
- Set esteps carefully using 100mm extrusion @ 5mm/sec
- Set slicer at 0.94 extrusion multiplier, 30mm/sec print speed, 1mm retraction, 1mm coast.
- First layer 205/55, zero fan. Second layer 195/50 20% fan.
Don't buy new parts, it's most likely assembly and slicer settings. Try that first.
Hope that helps again
-
@CorvoDewittV2 Did you buy it as a kit ? Did you ask them (where you bought it from or the guys who designed it) if the have experience with this issues ? Perhaps it is a common issue and they know the most common cause in their design that can cause it.
-
@Corexy Thank you for the advice! I went through the Z axis very carefully, and made no change to the print quality
 I will try those setting tomorrow! I will also try a lower extruder current, cause why not at this point lol. You said you have a V-Core, how did you set it up so it works as intended???? I've been at this for 2 months and have made little change!!! Thanks again!
I will try those setting tomorrow! I will also try a lower extruder current, cause why not at this point lol. You said you have a V-Core, how did you set it up so it works as intended???? I've been at this for 2 months and have made little change!!! Thanks again! -
@Scachi They have a Facebook group I have been posting in, with no help from the mods. One guy has actually been helping a lot, we are still chit-chatting about this thing. I really don't understand why I am having such an issue. It's so frustrating.
-
@CorvoDewittV2 said in Issues with print quality, wall surface rough.:
@Corexy Thank you for the advice! I went through the Z axis very carefully, and made no change to the print quality
I will try those setting tomorrow! I will also try a lower extruder current, cause why not at this point lol. You said you have a V-Core, how did you set it up so it works as intended???? I've been at this for 2 months and have made little change!!! Thanks again!Mine's still new in the box, untouched. Been to busy with work and a house reno job to start it.
I have preemptively ordered some bits to do the Z axis and bed how I want though, and will start a build thread when I kick it off.
-
@CorvoDewittV2 said in Issues with print quality, wall surface rough.:
@Scachi They have a Facebook group I have been posting in, with no help from the mods. One guy has actually been helping a lot, we are still chit-chatting about this thing. I really don't understand why I am having such an issue. It's so frustrating.
It's certainly not a kit to learn on, moreso a base on which to start an advanced build I'd say.
I must say it's smart of them to stick with selling the mechanical bits rather than a finished printer, as it removes a lot of responsibility for print quality etc.
You might try posting in the reprap forums "corexy" section, as there's a few experts available there too.
-
Worn nozzle or PTFE tube perhaps?
-
@Phaedrux I've replaced both

-
@Corexy I will check out the reprap forums too! Should have build a voron, or a railcore....
-
@CorvoDewittV2 said in Issues with print quality, wall surface rough.:
@Corexy I will check out the reprap forums too! Should have build a voron, or a railcore....
That might not be totally fair...there's a bunch of V cores out there (and here).
Just keep going over it, you'll get it. 3D printing is a total pain in the arse on its best day, they are fickle machines.
Use those settings and let's see some pics.. Those prints aren't that bad. I've seen plenty worse on here.
-
Its just for the money I've spent tying to solve this, it should be better. I am wondering if the lead screws or nuts are bad. I started a print before I left for work with a cube right next to each lead screw, to see if its better or worse by one. We will see. I also had forgot spacers inside the idle pulleys between the bearings, but reassembled that properly, no difference. I am running out of things to change. Maybe I need to change our the printed parts? The only printed parts are the ones that hold the idle pulleys, maybe I should print them out of something other then PETG. I mean that's what they suggest, but I am really running out of things to try. I could try swapping around some of the Z axis motors too. I tried a lower current for the extruder, no difference. What jerk and acceleration should I be using for a genuine e3d Titan?
-
Did you do a temp tower test? Also did you look into moving the fans down a bit? I think they’re blowing right in the heat block.
Since you’re closer on temps and resolved the backlash nut issues, It might be to do another test with the fans off.
If you have a the step or stl files for your hotend, please post them and I’ll design proper ducts for you.
-
@mwolter OMG really?????? That would be amazing. I tried with like 40% fan but it didn't look better, ill try with no fan tonight, and post the step files. I went with the 40x10 fans to keep the hotend as small as possible, but I also would be fine with losing a bit of print volume for a better cooling solution. Thank you so much!!!
Edit: Yeah I have done temp towers, 200-230 all kinda look the same.
-
-
@mwolter @Corexy I am also using these, do you think that is a problem? I will try the stock spring type when I get home. Maybe I should try printing some too.
https://www.amazon.com/Befenybay-Aluminium-Flexible-Coupling-Connector/dp/B07RMZCLZ3/ref=sr_1_3?dchild=1&keywords=3d+printer+coupling&qid=1594218589&sr=8-3
