Help with DWC layer chart
-
@droftarts , The firmware is RRF3.01 RC5 while the version of the DWC is 2.0.7.
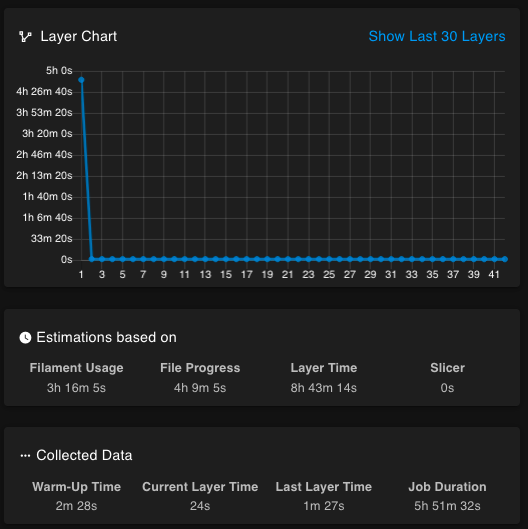
If it can help, I noticed that at the end of the print the Layer chart is not reset, so in the next print I believe that I continue to display the layer of the previous print.
The strange thing is that it always stops on the second layer.
I send you a couple of print files, surely I would have been wrong to insert something in cura even if I don't notice anything strange in the gcode.
HA_Bridge01F.gcode
HA_Mast.gcode
HA_Bridge02.gcode -
M115 FIRMWARE_NAME: RepRapFirmware for Duet 2 WiFi/Ethernet FIRMWARE_VERSION: 3.01-RC5 ELECTRONICS: Duet WiFi 1.02 or later + DueX5 FIRMWARE_DATE: 2020-03-27b3 -
@Marco-Bona Actually, I'm mid-print, and experiencing exactly the same thing with 3.01-RC5 and DWC 2.0.7!
I just checked with @dc42, and he has confirmed this is a bug in RRF 3.01-RC5. It counts the start of the print from when the printer was turned on! Will be fixed in next release. If this is important to you, and you don't need changes in RC5, revert to 3.01 RC4 firmware.
Ian
Bed-slinger - Mini5+ WiFi/1LC | RRP Fisher v1 - D2 WiFi | Polargraph - D2 WiFi | TronXY X5S - 6HC/Roto | CNC router - 6HC | Tractus3D T1250 - D2 Eth
-
@droftarts, Thanks for the reply, you took a heavy weight off me.
Viewing the layers is not a problem, I will wait for the next build, but at least I know that my cura file is correct.
Thanks again!! -
If this issue still persists in DSF 2.1.1 and RRF 3.01-RC6, please provide some more details. Do you leave the web interface running in the background or do you close it, open it back up, and then it is no longer updated? How can you reproduce this?
-
@chrishamm, I'm using Duet Wifi for the moment, I don't have DSF.
-
If it can help, this morning I noticed that after power on, the DWC print starts from layer 0, performs homing, probing and head cleaning cycle but when the first layer (layer0) starts, it is in progress that the layer2 / XX and does not change.
I saw that a new DWC build has come out, tomorrow I install and check it. -
@droftarts, @chrishamm , @dc42, I updated the DWC to 2.1.1, but the problem persists.
I found what causes the error, this line in the startup scriptG1 X-137 E25 F500 ;move to X-137 and extrude 25mm of feed stockcreates some problems. It seems that after deleting the first part of the command is working properly
G1 E25 F500 ; extrude 25mm of feed stockIf it cannot be solved, it is not a problem for me to bleed the nozzle while holding the head steady.
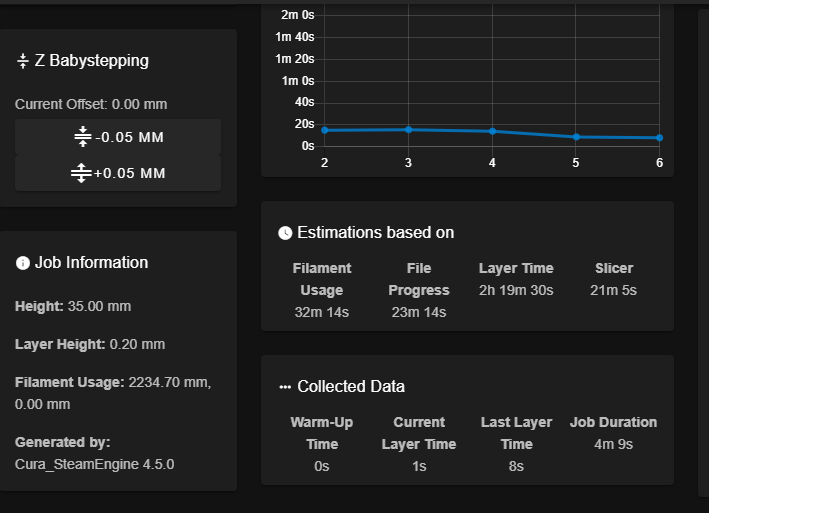
I point out that at the beginning of the printing, the estimation of the layers is still incorrect, it is then corrected around the tenth layer.
-
Can you post the entirety of your slicer start gcode?
One way to work around it is to move some or all of the slicer start gcode into start.g in the /sys folder. Start.g will be run at the start of every print before any of the sliced gcode file is executed. Same can be done with stop.g and the ending slicer gcode. Stop.g is called by M0 when present. So the slicer end gcode can simply have M0.
start.g in combination with other macros called with M98 can allow you to have most of the print prep gcode live outside of the slicer. This has the benefit of making it mostly slicer agnostic so you can use multiple slicers and only need to change the start code in a single place, and it's a workaround for any issues DWC may have when scanning the gcode file.
For example, my start.g does a preheat and homing, then passes off to the slicer start gcode to get the heater temps set for printing, then it calls a macro to prime wipe the nozzle and then starts the print. At the end of the print M0 is run to call stop.g which then does a cool down cycle, etc.
-
@Phaedrux , there he is:
M117 Preparing ;write Preparing G4 S2 ;delay 2 seconds M140 S60 ;set bed temperature and move on M141 S0 ;set heated chamber temperature and move on M104 T0 S195 ;wait for the extruder to reach desired temperature M107 ;start with the fan off G28 ;home all axes T0 ;select tool 0 G1 X-23 Y-24 F10000 ;go to the center of bed G1 Z10 F1000 ;E go to Z10 M107 P0 ;turn off leds G30 X-23 Y-24 S-2 H1.915 ;probe current position and ajust Z offset G1 Z40 F1000 ;E go to Z40 M106 P0 S1 ;turn on leds T0 ;reset current tool M584 P4 ;apply custom setting G1 X-137 Y160 F10000 ;go to X-137 Y160 M117 Spray print adhesive ;write Spray print adhesive G4 S2 ;delay 2 seconds M226 ;pause M190 S60 ;wait for the bed to reach desired temperature M109 S205 ;wait for the extruder to reach desired temperature G1 U130 F10000 ;go to U130 G92 E0 ;reset the extruder position G1 E25 F500 ; extrude 25mm of feed stock G92 E0 ;reset the extruder position G1 E-4 F5000 ;retract 4mm G1 X-187 F500 ;go to X-187 G1 Y165 F500 ;go to Y165 G10 ;retract G1 X-137 F500 ;go to X-137 and clean nozzle G1 XO Y0 U0 F10000 ;go to X0 Y0 U0 M584 P3 ;apply custom setting G21 ;metric values G90 ;absolute positioning M117 Print starting ;write Print starting G4 S2 ;delay 2 seconds G92 E0 ;reset the extruder position G1 E4 F500 ;unretract 4mm G11 ;unretractI was considering doing operations using subprograms.
I have to find some time to write and try them.