G29 Vs G32
-
Yes Home Z probes the first point front left of bed, which should be Z 0.
But the height map from G29 says its -0.115. But G32 says it's 0 -
please post your config and homing files.
do you run G30 before each G29 or G32 ?
-
-
Sorry, I don't call G30 as an action myself, I do home all G28 before the G32 or G29.
-
@lyndon
is there a g30 in your homeall? -
Yes mate
; homeall.g ; called to home all axes ; ; generated by RepRapFirmware Configuration Tool v2 on Fri Apr 19 2019 13:18:31 GMT+0100 (British Summer Time) G91 ; relative positioning G1 Z5 F6000 S2 ; lift Z relative to current position G1 S1 X-325 Y-325 F1800 ; move quickly to X and Y axis endstops and stop there (first pass) G1 X5 Y5 F6000 ; go back a few mm G1 S1 X-325 Y-325 F360 ; move slowly to X and Y axis endstops once more (second pass) G1 X15 Y6 F6000 G30 ; Do a single probe to home our Z axis G90 ; Make sure we are in absolute mode G1 X0 Y0 F5000 T-1 -
Config.g
; Configuration file for Duet Maestro (firmware version 1.21) ; executed by the firmware on start-up ; ; generated by RepRapFirmware Configuration Tool v2 on Fri Apr 19 2019 13:18:31 GMT+0100 (British Summer Time) ; General preferences G90 ; Send absolute coordinates... M83 ; ...but relative extruder moves ; Network M550 P"A30" ; Set machine name M552 P192.168.1.60 S1 ; Enable network and acquire dynamic address via DHCP M586 P0 S1 ; Enable HTTP M586 P1 S0 ; Disable FTP M586 P2 S1 ; Enable Telnet ; Drives M569 P0 S1 ; Drive 0 goes forwards M569 P1 S1 ; Drive 1 goes forwards M569 P2 S1 ; Drive 2 goes forwards M569 P3 S1 ; Drive 3 goes forwards M569 P4 S1 ; Drive 4 goes forwards M584 X0 Y1 Z2 E3:4 ; set drive mapping M350 X16 Y16 Z16 E16:16 I0 ; set drive interpolation M92 X80.00 Y80.00 Z400.00 E430.00:430 ; Set steps per mm M566 X600.00 Y600.00 Z24.00 E150.00:150 ; Set maximum instantaneous speed changes (mm/min) M203 X6000.00 Y6000.00 Z180.00 E1200.00:1200.00 ; Set maximum speeds (mm/min) M201 X900.00 Y900.00 Z100.00 E10000.00:10000.00 ; Set accelerations (mm/s^2) M906 X800.00 Y800.00 Z800.00 E700.00:700.00 I30 ; Set motor currents (mA) and motor idle factor in per cent M84 S30 ; Set idle timeout ; Axis Limits M208 X-15 Y-65 Z0 S1 ; Set axis minima M208 X285 Y285 Z380 S0 ; Set axis maxima ; Endstops M574 X1 Y1 S0 ; Set active low and disabled endstops M574 Z1 S2 ; Define Z to use Probe. Home to Min ; Z-Probe M558 P9 H10 F120 T6000 ; Set Z probe type to bltouch and the dive height + speeds G31 P500 X-30 Y50 Z2.90 ; Set Z probe trigger value, offset and trigger height M557 X15:250 Y6:320 P3 ; Define mesh grid M671 X15:250:250:15 Y6:6:240:240 P0.5 ; Heaters M305 P0 T100000 B4138 R2200 ; Set thermistor + ADC parameters for heater 0 M143 H0 S120 ; Set temperature limit for heater 0 to 120C M305 P1 T100000 B4138 R2200 ; Set thermistor + ADC parameters for heater 1 M143 H1 S280 ; Set temperature limit for heater 1 to 280C M305 P2 T100000 B4138 R4700 ; set thermistor + ADC parameters for heater 2 M143 H2 S280 ; set temperature limit for heater 2 to 280C ; Fans M106 P0 S0 I0 F500 H-1 ; Set fan 0 value, PWM signal inversion and frequency. Thermostatic control is turned off M106 P2 I-1 ; Tools M563 P0 D0 H2 ; Define tool 0 G10 P0 X-9 Y0 Z0.0 ; Set tool 0 axis offsets G10 P0 R0 S0 M563 P1 D1 H1 ; define tool 1 G10 P1 S0 R0 X9 Y0 Z0.0 ; set tool 0 temperatures and offsets M501 ; use head pid override ; Automatic saving after power loss is not enabled ; Custom settings are not configured -
@lyndon said in G29 Vs G32:
G31 P500 X-30 Y50 Z2.90 ; Set Z probe trigger value, offset and trigger height
is the probe really to the left and behind the first nozzle?
G10 P0 X-9 Y0 Z0.0 ; Set tool 0 axis offsets
why do you have a tool 0 offset? on a Cartesian printer there should not be an offset.
M305 P0 T100000 B4138 R2200 ; Set thermistor + ADC parameters for heater 0
M305 P1 T100000 B4138 R2200 ; Set thermistor + ADC parameters for heater 1
M305 P2 T100000 B4138 R4700 ; set thermistor + ADC parameters for heater 2This is wrong. 2200 is for maestro not 4700. 4138 is the default and very likely wrong for your thermistors.
M557 X15:250 Y6:320 P3 ; Define mesh grid
P3 is not enough for such a large bed.
M671 X15:250:250:15 Y6:6:240:240 P0.5
M350 X16 Y16 Z16 E16:16 I0 ; set drive interpolationwhy are you not using interpolation?
from the configuration i am deducting that you are not using this feature.
https://duet3d.dozuki.com/Wiki/Bed_levelling_using_multiple_independent_Z_motorsin that case ignore G32 and just use G29.
-
also post the repeatability of your probe
https://forum.duet3d.com/topic/6962/m48-measure-z-probe-repeatability-and-print-to-serial-output -
@lyndon said in G29 Vs G32:
G1 X15 Y6 F6000
Ideally you should probe the center of the bed in your homeall.
-
@Veti Thanks for your replies.
is the probe really to the left and behind the first nozzle?
A: It is yes.
why do you have a tool 0 offset? on a Cartesian printer there should not be an offset.?
A: I have a duel switching extruder and each nozzle when engaged are 18mm X appart. So I set center of head as 0. Hence nozzles ate -9mm and +9mm from center.
This is wrong. 2200 is for maestro not 4700. 4138 is the default and very likely wrong for your thermistors?
A: my bad I have changed to 2200.
P3 is not enough for such a large bed.
A: total agree this grid is temporary for the purpose of trying to figure out my mesh issues as a direct comparison to the G32 results/locations.
why are you not using interpolation?
A: I was but had issues with extruder. My error was:M350 X16 Y16 Z16 E16:16 I0 ; set drive interpolationShould have been:
M350 E16:16 I0 ; configure microstepping without interpolation M350 X16 Y16 Z16 I1 ; configure microstepping with interpolationCorrected now.
from the configuration i am deducting that you are not using this feature?
A: Yes this is true, I only used the G32 to manually level the bed. As a result I was able to level the bed well. Following this I ran a G28 then G29 then print and the resulting print was terrible, as mentioned earlier the nozzle was above he bed by 0.3mm rear left but digging into the bed front right. Exactly as G29 mesh bed height maps says it should. HOWEVER the bed was almost perfect according to the results of G32.This is my issue?? When the bed is as level as results of G32 does G29 seem to apply a multiple of 10 ?
in that case ignore G32 and just use G29.
A: totally agree, and I have never used G32 in the past, but I can print reasonably well NOT using G29. HOWEVER my bed is not flat enough so I wan't to uses G29 again. -
@Phaedrux said in G29 Vs G32:
Ideally you should probe the center of the bed in your homeall.
Hi, I do normally, I have just changed that so the X Y of home Z is on the same point as the G32 and G29 in the hope it would help me understand what's going on with the G29 mesh bed levelling.
-
my suggestion is to start of with the basics.
forget about the dual extruder for now and just focus on the first extruder.
your offset from the nozzle is quite large.
if after a g29 your print is higher on one side than on the other that suggests that the z offset changes with the position of the printhead.
this could be due to tilting or other imperfections.
you still have not posted anything about the repeatability of your probe.so post a picture of a detailed g29.
and indicate across the picture where the print is in the air and where it is ok and where it is squashed. -
Results of repeatability test:
M98 P"0:/macros/BlTouch/Repeatability test" G32 bed probe heights: -0.190 -0.188 -0.185 -0.197 -0.195 -0.197 -0.195 -0.195 -0.195 -0.197, mean -0.194, deviation from mean 0.004G29 25 point probed:
G29 Warning: the height map has a substantial Z offset. Suggest use Z-probe to establish Z=0 datum, then re-probe the mesh. 25 points probed, min error -0.303, max error -0.100, mean -0.201, deviation 0.053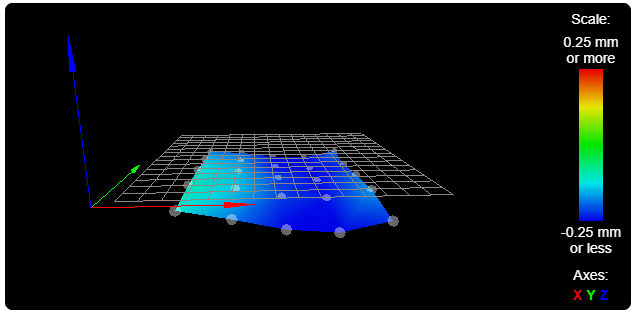
First layer of test print includes G29 as above:

First layer of test print WITHOUT G29:

-
Further to the above this is the completed print with mesh bed compensation:

Compared to this, without mesh bed compensation:

Clearly for some reason the mesh bed compensation is working against me, any help appreciated.
-
@lyndon said in G29 Vs G32:
G29
Warning: the height map has a substantial Z offset. Suggest use Z-probe to establish Z=0 datum, then re-probe the mesh.you have a big difference from when you are homing to when you are probing.
can you remove T-1 from your homeall. and try again.
also please post your config-overwrite.g -
Hi, I have remove T-1 from homeall.g and here is the Latest G29:
25 points probed, min error -0.072, max error 0.152, mean 0.034, deviation 0.067Contents of config-overide.g:
; config-override.g file generated in response to M500 at 2019-12-27 09:42 ; This is a system-generated file - do not edit ; Heater model parameters M307 H0 A36.2 C173.9 D2.8 S1.00 V11.6 B0 M307 H1 A468.5 C177.5 D9.8 S1.00 V12.1 B0 M307 H2 A434.1 C167.6 D6.7 S1.00 V12.1 B0Going to re run that test print now..
-
@lyndon said in G29 Vs G32:
Going to re run that test print now..
before you do recheck your offset.
please measure exactly and confirm that the offset for the first nozzle ist
X-21 Y50
use a ruler below the nozzle and take a picture both in the y and x direction.then set the probing distance between points to something very small. i.e. 15mm and then try printing again.
-
Sorry mate print already started before I read your reply.
I have re measured the probe offset and it's actually X-45 and Y55. I have corrected these in config.g. As you can see from the tool head photos, it's not the easiest measurements to take. So I marked paper on the bed the position of the nozzle and probe, hope it makes sense.
Image showing probe left of nozzle:

Image showing probe behind nozzle:

Measurements of probe offset:

New height map 42 points probed:
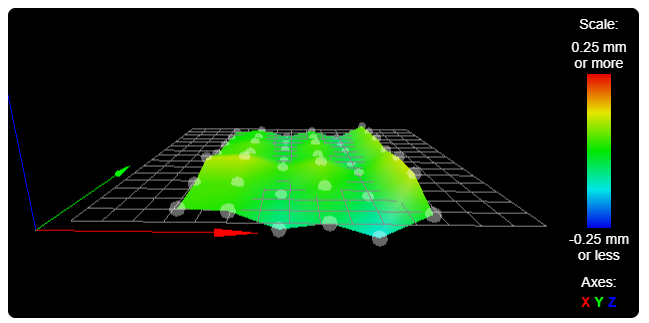
Console output of G29:
42 points probed, min error -0.123, max error 0.110, mean 0.012, deviation 0.054 Height map saved to file heightmap.csvAnd here is the finished print for the above changes:

-
your bed seems very uneven.
from your config i can see that your bed is about 250mm.
but i can see only 6 points. thats is 1 point every 40mm given the irregularities of your bed, that is not enough.when you updated your offset, did you remember to account for your offset that you configured in the tool config?