Bowden tube disconnecting
-
It needs some refinement. The M3 bolts holding the safety wire to the effector keep rattling loose. I need some kind of nylock nut on there i guess.
And I'm now getting stripping of filament in the bondtech extruder. Also it is very hot, after i reduced the current from 1.0, which was jay's setting, to .8 after noticing heat in the extruder motor before.
I think maybe its this PLA. 190 is the minimum reccomended temp, and that is what i'm doing it at.
even reducing print speed to 60% its having issues.
I'm going to try reducing my retraction speed next, following the simplify3d troubleshooting document.Here is a design picture of my extruder mount:
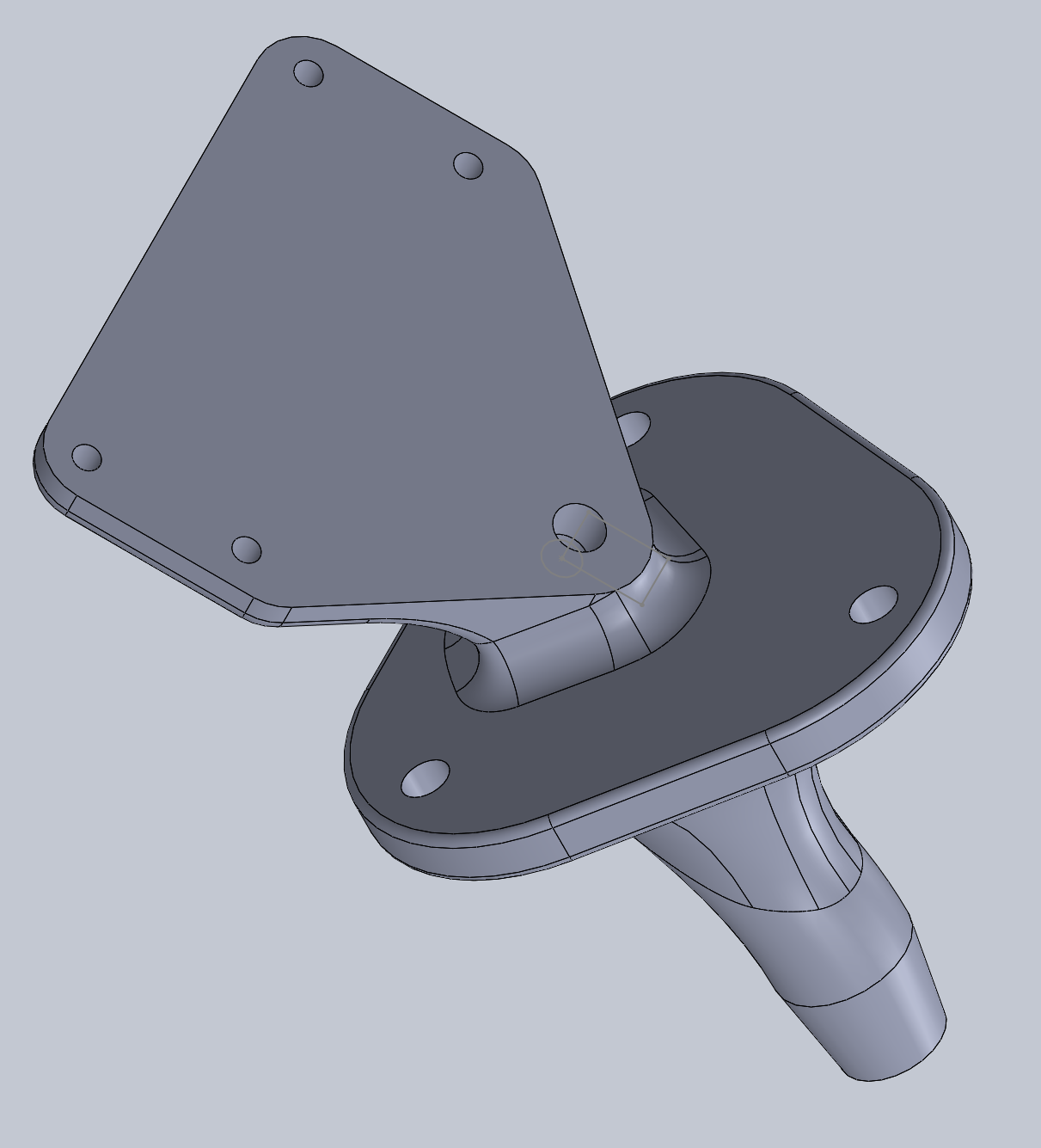
I should have designed a groovemount flange on it, and used a design that fits between the NEMA17 and the extruder body, rather than mount this to a mounting bracket.
The bondtech extruder is small enough that it can fit on here sitting flat instead of cocked up at 45 degrees. I bet taking the bend out of the tubing like this has would help it feed better.I've got a groovemount tapped to M10x 1.0 to take a 10mm pneumatic fitting. I'll try that if this direct mount doesn't work.
-
@oryhara said in Bowden tube disconnecting:
I've got a groovemount tapped to M10x 1.0 to take a 10mm pneumatic fitting. I'll try that if this direct mount doesn't work.
I had a similar problem, with the built-in pneumatic clips eventually stripping themselves out! I ended up printing a very short groovemount adaptor with an M10 thread, and put a brass M10x1mm thread 4mm OD pneumatic push fit connector in it (it's what I had available, one with a blue plastic push fit part, no collet), which holds the tube much better, and the brass part of the connector is up against the extruder body. I based it on this: https://www.thingiverse.com/thing:2611925
My stl attached.
groove-mount-bowden V2 BMG M10.stlIan
-
So I switched to the industrial pneumatic fitting in the groovemount, and even went back to my no-name bowden tube, which I measured as less than the capricorn at 3.86. Capricort was 3.97 outer diameter. It held at the extruder end.
Did not hold at the hotend.I'm going to try and find a way to get a pneumatic fitting at the hotend side.
Does anyone know the thread pitch of the M12 nut on the smart effector?
-
@oryhara said in Bowden tube disconnecting:
Does anyone know the thread pitch of the M12 nut on the smart effector?
see
https://forum.duet3d.com/topic/12670/where-can-i-get-a-new-heatsink/2 -
Thank you. I was just coming back here to say that I found that.
Y'all are very helpful on this forum. Fantastic, really.
-
so this:
https://www.mcmaster.com/98434a683
should allow connection of a M10x1.0 pneumatic fitting to the threaded E3d hotend, and enable tightening of the hotend to the smart effector. Because it has a hex-shaped body, it can be tightened like a nut.Sadly shipping is 1-3 weeks, so It may be some time before I can report on how well it worked.
-
I'll tell you what I love about mcmaster, as long as we're on the subject...
They have CAD models for every(almost) part in their catalog. Highly detailed, with properly-modeled threads. So it might be 1-3 weeks before the stainless steel part shows up. But I can print a copy of it today.
Minor alteration to make it as wide as a standard M12 nut(19mm). and give it a center hole big enough for 4mm tubing. SmartEffectorPneumaticConnectorHeatsinkAdapter.STL
-
I just had an apostrophe[sic]
I have been using the anycubic predator default print settings, changing 1 or 2 settings at a time to try and sort this mess out.
it's doing 5mm retraction(anycubic default). Way more than I need with any these extruder setups. But the anycubic knockoff hotend had a different heat break than the V6 in there now. I bet I'm getting PLA melt up past the heat break with that much retraction. And then of course it cools and sticks to the sides and then jams. duh.
Now i feel very silly for going through all this much unnecessary work.
-
yes pla does not like all metal hotends without some sort of coating.
-
well i'm not much a fan of PLA. In fact i'd done only ABS for the last 7 years.
I'm only using it because this printer came with a whole spool and i'm not finished with my enclosure.
2mm retraction seems to have fixed the problem. I bet 5mm was getting it back up past the heat break and jamming it all up.
-
In case anyone else encounters this issue in the future, I thought I'd add a recent finding:
I've been having this issue frequently near a BMG extruder outlet. I'd cut the tube a couple of times to give it fresh material to clamp onto, which did help a bit, but the issue was slowly getting worse.
I had a couple of the E3D Bowden fittings spares laying around and thought I'd try replacing the inner fitting. I cut 1/4 of it off to get it out, but was actually fairly surprised when I got it out.

The original tube (also from Anycubic) had left some residue on the Bowden clip - you can see it in white. This was essentially coating the clip in PTFE as well, which substantially reduces the friction holding the tube in place (PTFE on PTFE has the nearly the lowest friction coefficient possible). I switched the tube to some leftover Capricorn tubing and changed out the fitting - I've noticed the difference immediately despite the smaller outer diameter of the Capricorn.
TLDR?
Public Service Announcement: Throw away your Anycubic PTFE tubing and replace the Bowden insert if you're having this problem. -
This post is deleted!