CoreXY movement calibration
-
@fcwilt said in CoreXY movement calibration:
I wish there was a suitable tool for accurate measurement of tension in these small belts
Gates carbon drive app for smart phones. Listens to the belt when you pluck it. Intended for bicycle belt drive tension, so it is a bit finicky on these smaller belts... with a little practice it will produce consistent readings.
https://apps.apple.com/us/app/bicycle-belt-tension-meter/id438346486
https://play.google.com/store/apps/details?id=com.gates.carbondrivecalculator&hl=en_US
-
@DaBit said in CoreXY movement calibration:
Regarding CoreXY: probably a great configuration when you have a very light moving printhead. Once adding a 'heavy' block-type lineair rail to the gantry and one or more direct-drive extruders I think a simple cartesian style stage would perform better. Two way shorter belts driving the gantry and X motor, one way shorter belt driving the printhead.
For info, with CoreXY, the only time that a single motor is employed is when the print head moves at exactly 45 degrees to the XY axes. For all other moves, both motors are employed. Furthermore, because of the belt arrangement, the distance a motor must turn is about 1.4x the distance of the gantry which effectively gives 1.4x the torque than one would have using Cartesian kinematics.
Those are the reasons that I elected to use CoreXY kinematics when I built my printer which has a mixing hot end with a moving mass in the Y direction of around 2Kgs. When I added a second gantry to carry the extruders and which weighs about 3Kgs, I used the same kinematics. I have demonstrated successfully printing at 300mm/sec with this arrangement and my default travel speed is always set to 350mm/sec.
-
@marnog said in CoreXY movement calibration:
Igus low profile rails.
i can not find any information regarding the stiffness of those rails.
since there are no moving parts, there needs to be a gap to allow for the movement.
this gap will decrease the positional accuracy.
does igus say that those rails are suitable for 3d printers? -
@deckingman said in CoreXY movement calibration:
For info, with CoreXY, the only time that a single motor is employed is when the print head moves at exactly 45 degrees to the XY axes. For all other moves, both motors are employed. Furthermore, because of the belt arrangement, the distance a motor must turn is about 1.4x the distance of the gantry which effectively gives 1.4x the torque than one would have using Cartesian kinematics.
Not only that, you also have two belts working which increases positioning stiffness.
My issue is not the CoreXY principle, but the combination of a large lenght of belting needed, the fairly low stiffness of the belts, and the controller sending shocks into the system. My stage uses almost 2 meters of belt for approximately 250x250mm of movement. I used the 12mm 2GT Gates stuff sold by E3D to offset the weight of my dual direct extrusion printhead, but in the first test cube I printed there was a bit of ringing visible. That was at 'only' 100mm/s with 3000mm/s^2 acceleration. Did not have that issue at those speeds with the steel-backed 10mm white belts and LinuxCNC as the controller, so the lower-stiffness belts clearly have an impact. However, take all this with a grain of salt; I did not do much tuning yet. Makes little sense when construction is not complete yet.
Your printer 'requires' two stages to move the entire printhead with the desired compromise between speed and artifacts. You are also running fairly low acceleration numbers. Probably performance is more than sufficient, but in absolute terms the performance of the stage itself is not that great. Also a sign that CoreXY is not ideal for heavy printheads IMHO.
As a comparison: my CNC-mill can move it's 125kg gantry with 500mm/s, 4000mm/s^2 acceleration with a deviation from commanded position below 8um. I can reach well above 1G acceleration with the 3Nm peak torque provided by the motors, but 500kg of machine starts walking around when I do that. True, that is a ballscrew-driven system, but it shows that stiffness of the rotary-motion-to-linear-motion converter and trajectory planning that minimizes side effects caused by finite stiffness is important. And that is CoreXY's weakness. At least with the belting we use.
OK, ballscrews, not fair. What about re-using our belts in a different configuration? If, for example, we used something like a ServoBelt linear drive / Tankdrive / whateveritiscalled, system cost would be roughly equal to CoreXY. The motors would be moving along instead of being stationary, but since stiffness is so much higher the additional moving mass would not be that much of an issue, especially not when combined with a heavy printhead.
I built the CoreXY because the principle is so elegant and I really wanted to tinker with it. But I am not convinced it is the best solution for heavy printheads. Next printer (if ever) I will try the servobelt principe. That also makes my heart tick a little faster.
-
@mrehorstdmd said in CoreXY movement calibration:
Are the "flatter" sides of the circles on opposite sides of the circles? Are they aligned with the axes or at 45 degrees?
Mark, the flatter sides are on opposite sides of the circles along the Y axis.
@fcwilt Frederick, the pulleys are properly secured to the motor shafts with grubscrews, and the grubscrews are secured with Loctite 222. And all the idler pulleys are on shafts. The flat spots look like a sure result of backlash (especially for where they are located), but I have checked, no backlash anywhere.
@Danal Thank you, I'll have a look at the carbon drive app.
@deckingman & @DaBit Because of the increased torque factor and the increase in positional stiffness is why I am having such a hard time understanding why I'm getting the inaccuracies that I'm getting. A & B axes are close to spot on, but then I'm getting the discrepancies in X & Y. Everything points to some form of backlash, which I cannot find. I'm using bowden extrusion to a single hotend. The heaviest items on the X axis is a copper heatblock and a Hiwin MGN12 rail and carriage. So it is by some distance not the heaviest setup.
@Veti Igus (or rather their reps) claims that all their products are suitable for 3D printing. Yes, there is a gap to allow movement, but the way that I have them set up (along with the CoreXY system) would result in side to side movement, and not along its direction of intended travel. I have them on the Y axis, so any backlash should be in the X axis. For more info: https://www.igus.com/product/920
-
@marnog said in CoreXY movement calibration:
claims that all their products are suitable for 3D printing...
My CoreXY machine is a modified DBOT - all wheels running of v-slot extrusions, except for the Z axis. I had my doubts but it seems to work.
So it doesn't seem likely that those rails you have are the problem but who knows.
However, if all else fails perhaps you need to replace them with typical linear rails just to be sure.
Frederick
-
@fcwilt Frederick, I cannot tell you how many times I've had genuine Hiwin rails in a webshop cart, only to cancel the order when I take my bank account's feelings into consideration. And the fact that I will have to change all the parts of the XY kinematics to fit the different rails.
Because the greatest error is on the Y axis where I'm using the Igus rails, I am very distrusting of them. But from double checking the system time and time again, and logical reasoning tells me that they shouldn't be the cause of the problem. I'm running out of ideas. -
@marnog said in CoreXY movement calibration:
@mrehorstdmd said in CoreXY movement calibration:
Are the "flatter" sides of the circles on opposite sides of the circles? Are they aligned with the axes or at 45 degrees?
Mark, the flatter sides are on opposite sides of the circles along the Y axis.
That sounds like backlash in one of the axes to me. If the flats are approximately parallel to the X axis, it indicates that the Y axis isn't moving as it should. If they are approximately parallel to the Y axis, the X axis is the problem.
Does the problem occur at all speeds? What is the acceleration setting?
-
@mrehorstdmd said in CoreXY movement calibration:
That sounds like backlash in one of the axes to me. If the flats are approximately parallel to the X axis, it indicates that the Y axis isn't moving as it should. If they are approximately parallel to the Y axis, the X axis is the problem.
Does the problem occur at all speeds? What is the acceleration setting?
Exactly, it sounds like a backlash issue to me too. Or even flex in the system. But the way that the linear guides/rails allows movement contradicts the notion of backlash. The Y axis linear guides/rails have no restrictions in the Y axis of travel, which means there is nothing to measure play against which would translate to backlash. Only thing relative to that might be binding in the rails, restricting movement, but everything moves freely. The belts are under an equal amount of tension. All the idler pulleys rotate freely without play in the shafts.
The problem occurs at all speeds. I increased the speed to see if it exaggerates the problem, but it seems to be constant. It looks like one of the motors has a higher acceleration than deceleration when changing direction.
My current acceleration and jerk settings:
M566 X720.00 Y720.00
M201 X2000.00 Y2000.00Might I be tuning the 'steps per mm' wrong? When printing a 140mm diameter octogon, I'm tuning the 'steps per mm' to get as close as possible to 140mm in the diagonal A & B axes. Adjusting M92 X & Y accordingly.
These are @mrjoneskod's photos, but I'm getting exactly the same elliptical deformation with flat spots in my prints. (I just don't have such a clear photo of my prints at the moment.) @mrjoneskod's problem was resolved by replacing a bushing that had backlash, but that is on an entirely different kinematics system - Ultimaker style
https://forum.duet3d.com/topic/9305/circles-eliptcal-with-fla-segments-on-the-x-direction


-
Do you get the same flat spots regardless of where on the bed you print the object?
Frederick
-
@fcwilt said in CoreXY movement calibration:
Do you get the same flat spots regardless of where on the bed you print the object?
Yup. I printed all over the bed to see if I might have binding in certain sections of the linear rails, but it happens everywhere. It is much more noticeable in smaller circles than bigger ones.
-
-
@fcwilt said in CoreXY movement calibration:
And the position of the flat spots remains the same?
Always at the MAX Y and MIN Y of the circles.
-
Maybe I missed it somewhere but how do your squares print. Have you printed some sort of calibration square both aligned with your axis and one at 45 degrees from x/y?
-
@antlestxp I printed an octagon with a diameter of 140mm. This gives me an object with 140mm in X, Y, A, and B. With the most recent ones that I have printed I got the following run-out / deviation over 140mm:
A (diagonal): +0.015
B (diagonal): +0.011
X: +0.121
Y: -0.177 -
can you scale it down to 50% to see if the deviation stay constant or scale down as well.
-
@Veti said in CoreXY movement calibration:
can you scale it down to 50% to see if the deviation stay constant or scale down as well.
I'll give it a try. I hope that I can get accurate measurements. The smallest deviation is 0.011mm. Differences on that scale would result in large jumps in percentages. I'll try, and report back.
-
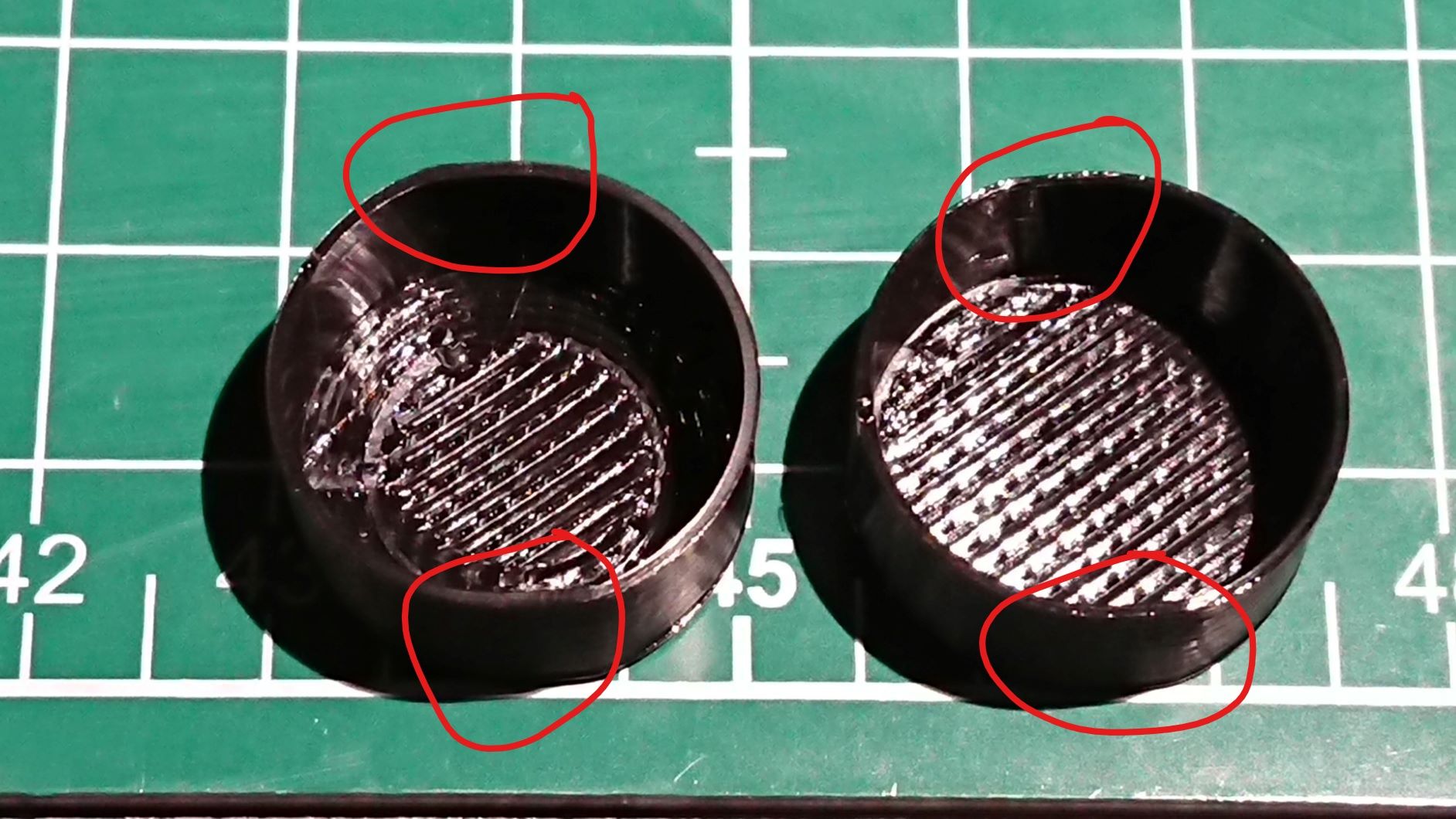
I am no photographer. Below are 2 of my own prints: 20mm diameter cylinders. Both printed in an anti-clockwise direction. On the left is the cylinder printed in vase mode (spiralized outer contour), and on the right is the cylinder printed in sequential 0.2mm layers. Unfortunately I cannot get a photo that looks like what I see. Hopefully you can see the flat spots and eliptical deformation that I'm referring to.
-
Hi,
Do those non-standard rails have any side-to-side play?
Frederick
-
@fcwilt said in CoreXY movement calibration:
Do those non-standard rails have any side-to-side play?
they must have otherwise they would not be able to slide as no ball bearings are involved.