Printer go brrr when I modify steps/mm for Y
-
This is a Prusa MK3 clone with Duet board printer and few other customization.
I mounted, both for X and Y axes, 0.9 degree motors.In
config.gthe value of them should be:M350 X16 Y16 Z16 E16 I1 M92 X200.00 Y200.00 Z400.00 E668.00And if for the X axis this is correct, which means I managed to print a 25x25 mm cube with X=24.8, the Y resulted in 31mm.
The reason is I mounted a 10mm GT2 belt on Y. I must update the steps/mm for Y.
I used the online tool to calculate it: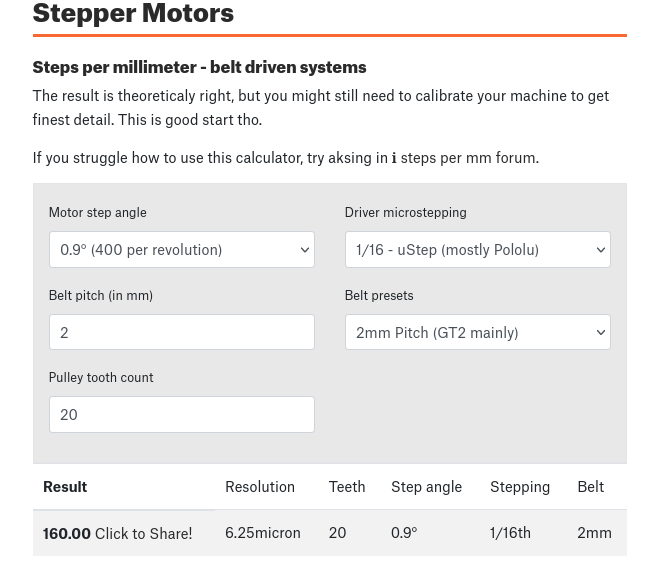
And as soon as I update my config.g:
M350 X16 Y16 Z16 E16 I1 M92 X200.00 Y160.00 Z400.00 E668.00The homing for Y stops working. The printer moves the bed all the way to the back and keeps on moving it even after it reached its end, literally sounding
brrrrrrrbecause the motor tries to move something that's already at its end.
Obviously it fails Y homing.Is there something I do wrong? Or why does it behave so?
-
@yetanotherusername you'll need to adjust your sensorless homing settings most likely
-
@jay_s_uk Hi! I forgot to mention that when steps/mm are set to 200, it works. It works for X, and it also works for Y. It homes. In fact, I didn't even realize about this issue until I printed a cube which didn't turn out very cubish.
Just so I know, after modifying ysteps, do you mean that there's a sensorless value to adjust?
-
@yetanotherusername yes. i'm just assuing you're using sensorless as the stock prusa design doesn't use endstops you're either setting that value in config.g or in your homing file for that axis
-
@jay_s_uk Not directly my configuration, because I'm using the one from Caribou at https://caribou3d.com/de/content/13-caribouduet-software , but I've been reading gcodes for almost a week and haven't found a specific settings for the Y homing.
I read the function
homey.gthat should "just" stop when the motor hits the limit switch:[truncated] G1 H1 Y-225 F2000 ; move quickly to y axis endstop and stop there (first pass)and in
config.gI can read the sensorless settings:M574 Y1 S3 ; configure sensorless endstop for low end on yhttps://reprap.org/wiki/G-code#M574:_Set_endstop_configuration
But I just can't find what else I miss. Also, I don't understand why changing ysteps (or xsteps, because I also checked if it was something just with Y), lets the homing fail. I can't correlate the things
-
@yetanotherusername looks like they have some settings in here https://github.com/Caribou3d/CaribouDuet2Duet3Mini5-Configuration-and-Macros/blob/0f15baf7cdf7341eaf31d27c454dd0a3dd591975/Configuration/sys/variants/Caribou220-HBLL.sh#L269 but i'm not sure where they apply them. you'll need to have a proper look at the configs they provide on the website as the ones on github seem to have some parts autogenerated for them when you download
Best you have a read through here https://docs.duet3d.com/en/User_manual/Connecting_hardware/Sensors_stall_detection
but changing the steps will change the sensitivity -
@jay_s_uk I quickly looked into it and this might be the way! I reached the stallguard sensitivity, which are present in "my" Caribou's config.g, but it's true there might be adjustments to apply.
I will continue from here, thanks a lot for looking at this! I hope I can find the issue, and update here -
@yetanotherusername Well, solved it!
I highly suggest people in the future looking at this issue to read carefully the Sensor stall detection documentation.
The fix was about adding more juice to Y.
In homey.g (and homez.g too):
G1 H1 Y-225 F3600 ; move quickly to y axis endstop and stop there (first pass)in 00-Functions/CurrentSenseHoming:
M913 X50 Y50 Z60 ; set the x, y, and z drivers current percentage for non-print moves, per config.gI gave a +10 to Y, because the original was Y40.