error G0\G1 home Z ratrig vcore 500
-
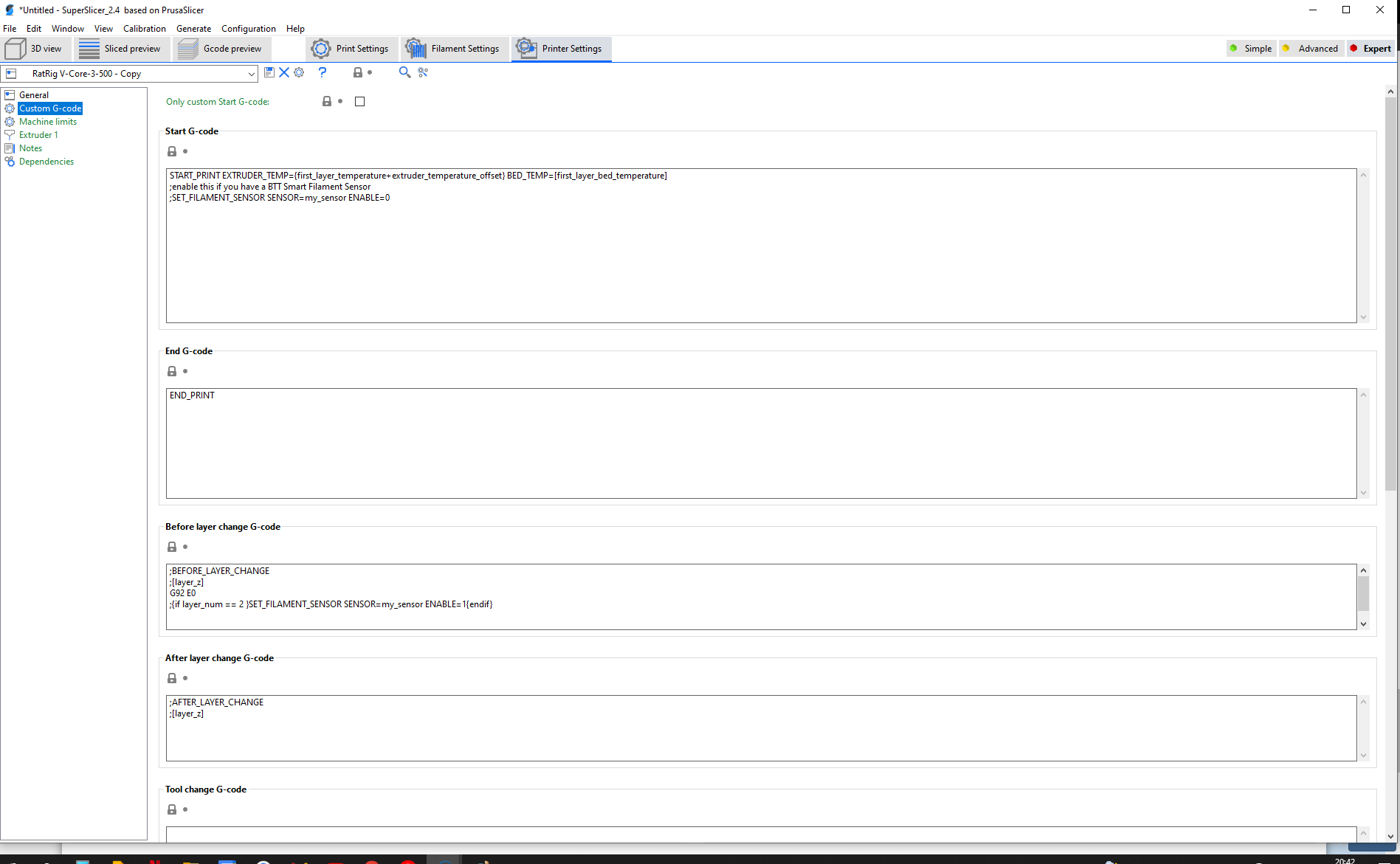
@dejvid17 What is in your start gcode in the slicer? You are still sending unknown commands.
Follow my adventures in 3D Printing, laser cutting and electronics. https://linktr.ee/Rushmere3D
-
-
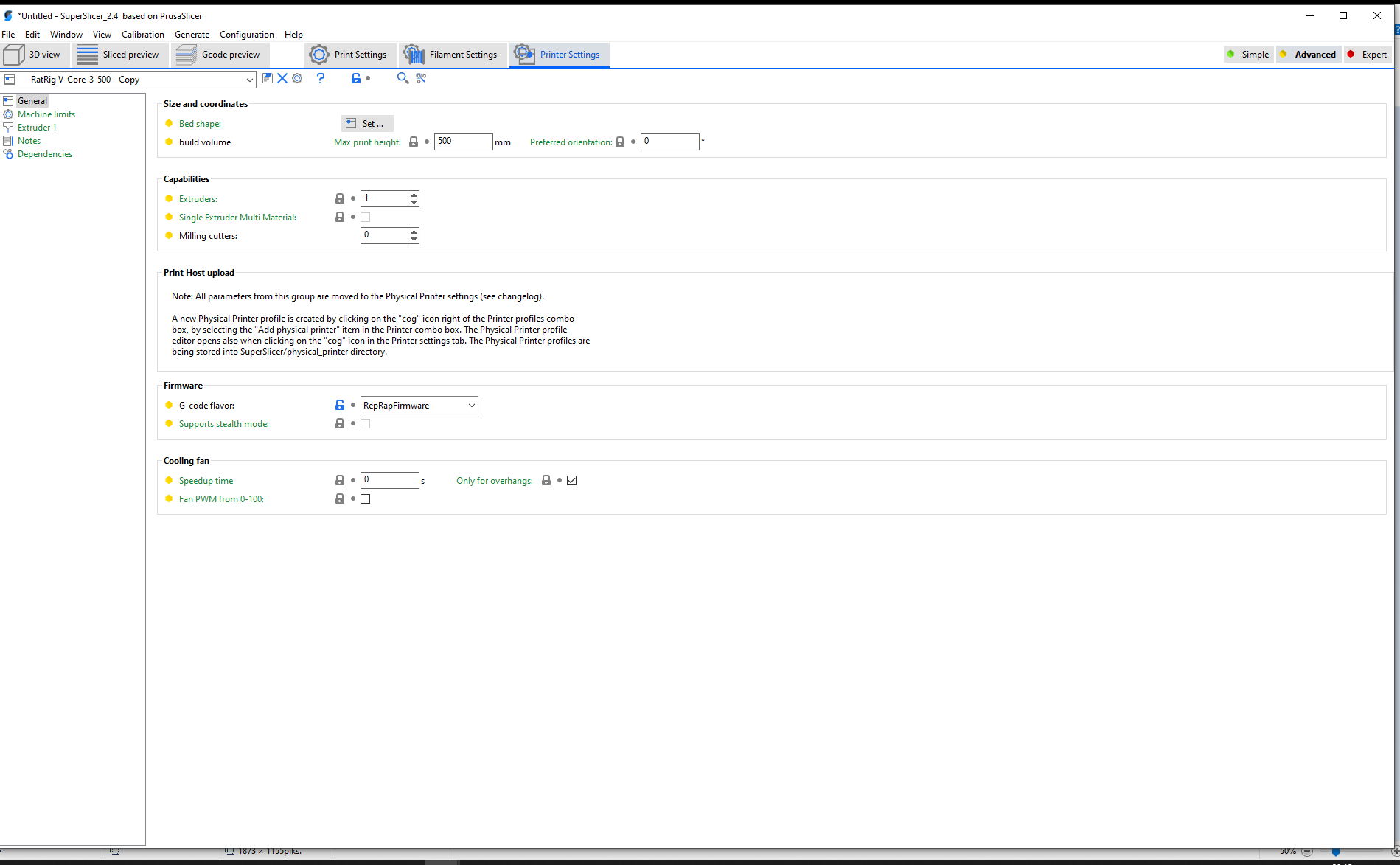
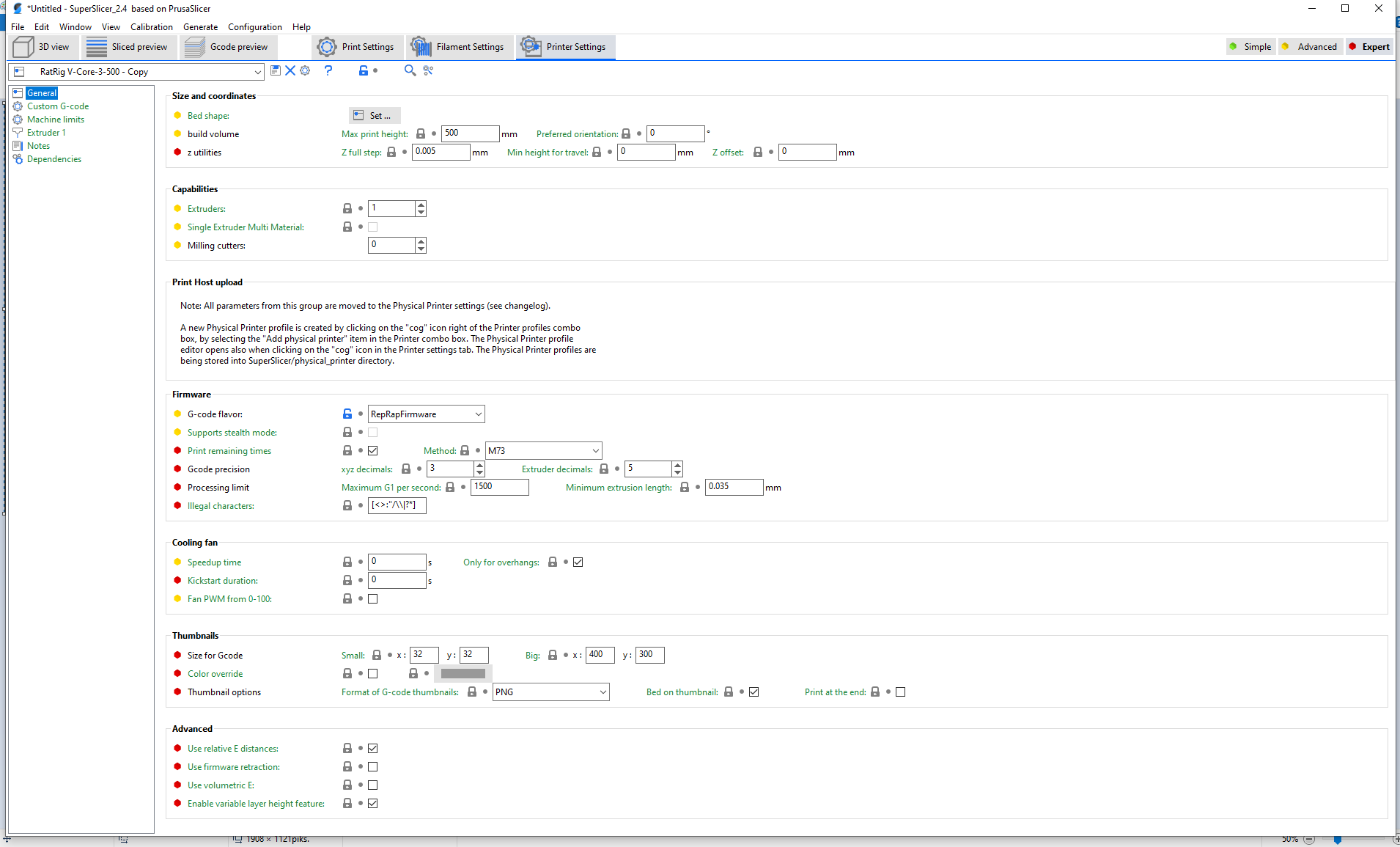
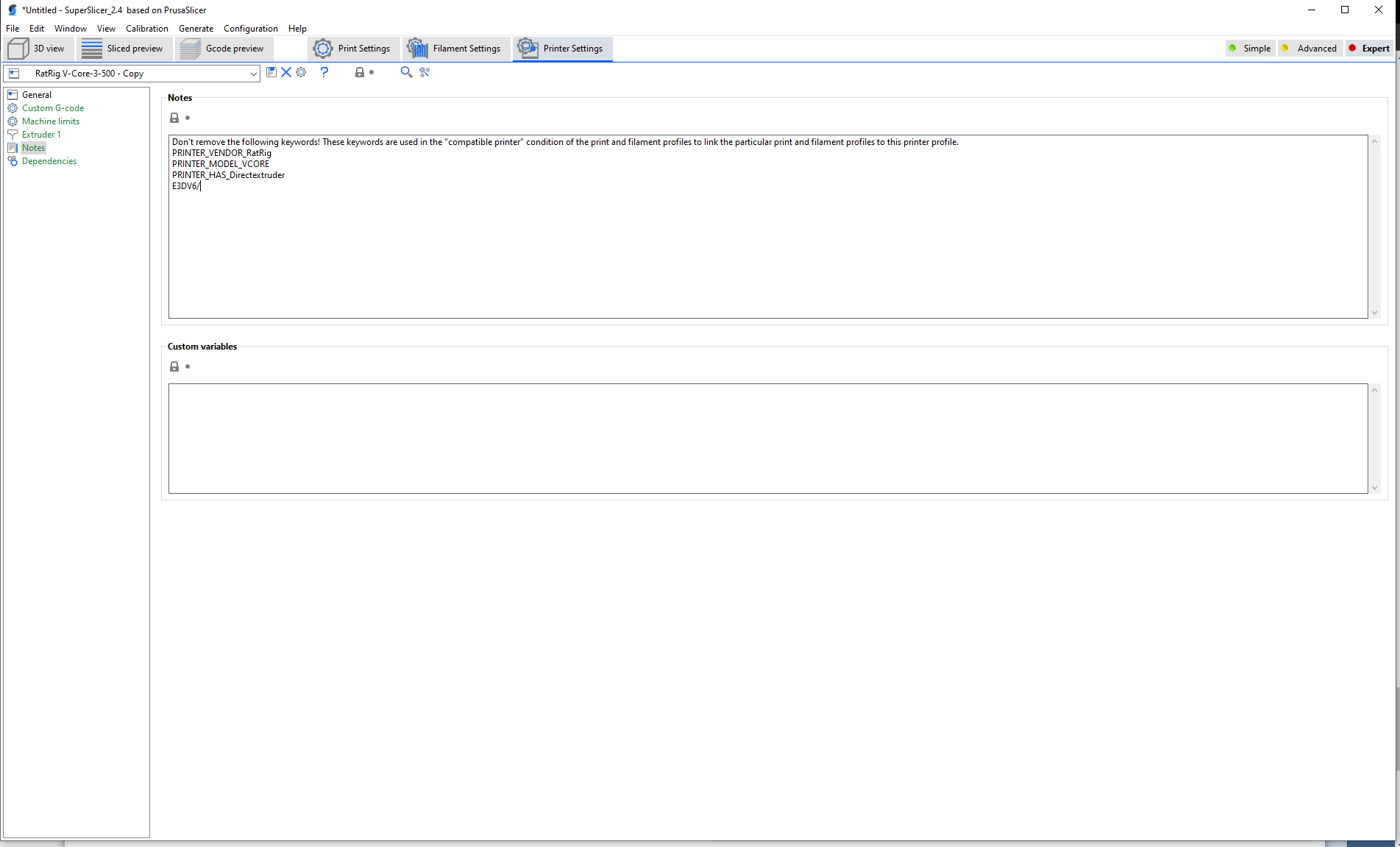
@dejvid17 We need to see the section with your start gcode, end gcode etc. Click the expert button on the far top right, does that show the option? I don't have SS in front on me right now to check.
-
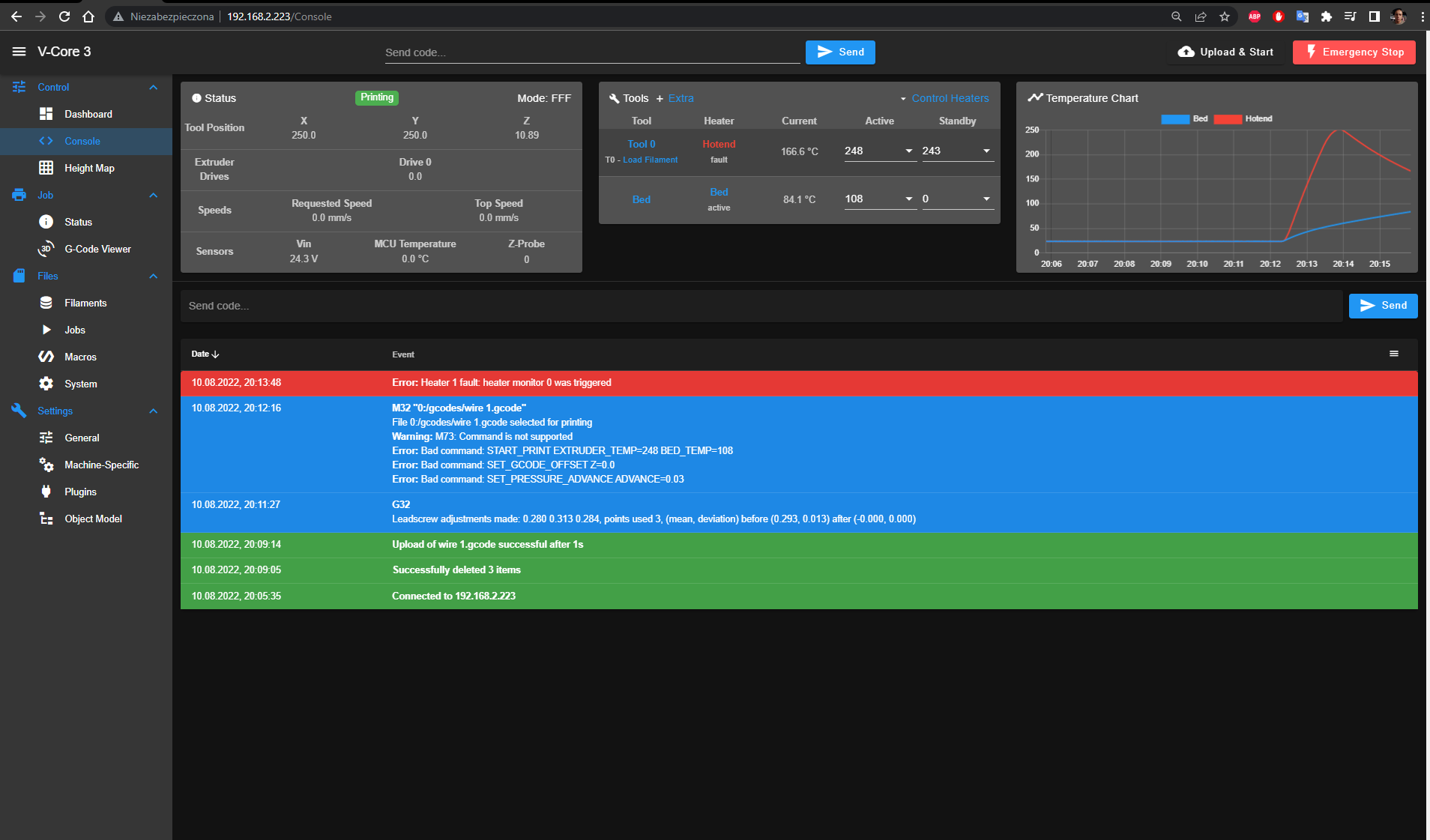
@dejvid17 It also appears your max hotend temp is 250, with a requested 248 you overshoot is probably causing the fault.
Follow my adventures in 3D Printing, laser cutting and electronics. https://linktr.ee/Rushmere3D
-
-
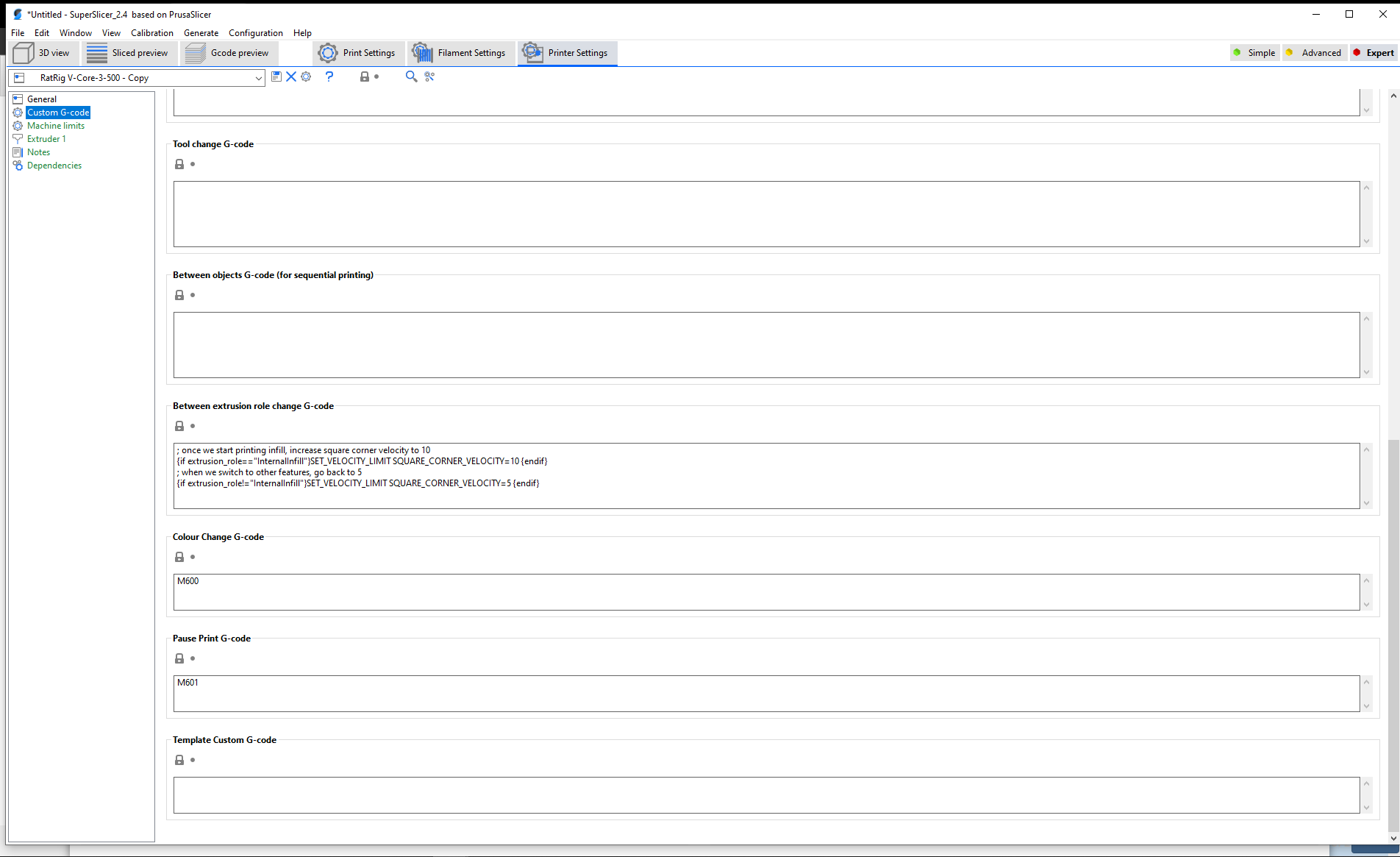
@dejvid17 Right there you see, you don't have a compatible start or end gcode, it's set up to use klipper and macros.
-
@rushmere3d
Do you know where I can find right config superslicer?
I've been tring few option but results the sameWarning: Macro file pause.g not found
Error: Bad command: START_PRINT EXTRUDER_TEMP=225 BED_TEMP=75
Error: Bad command: SET_GCODE_OFFSET Z=0
Error: Bad command: SET_PRESSURE_ADVANCE ADVANCE=0.05 -
@dejvid17 If you know or can message another ratrig Duet user they might be able to help? But and I mean no disrespect, you need to learn this stuff. Read the duet documentation site there is a whole section for gcode commands. What you looking for are the commands to set a extruder and bed temp, as well as to home the printer and then perform a bed level. Gcode reference: https://docs.duet3d.com/en/User_manual/Reference/Gcodes
You also need to pay attention to what the console is telling you, you don't have a pause.g so you need to create one.
The commands are wrong, which I've already told you so it's not going to work until this is changed.
I and others can give you the information but if you don't understand it you'll not be able to fix or change stuff later.
-
You "could" use this for example
Start gcode
G90 ; use absolute coordinates M83 ; extruder relative mode M104 S[first_layer_temperature] ; set extruder temp M140 S[first_layer_bed_temperature] ; set bed temp M190 S[first_layer_bed_temperature] ; wait for bed temp M109 S[first_layer_temperature] ; wait for extruder temp G28 ; home all G29 S0 ; run meshEnd gcode
M104 S0 ; turn off temperature M140 S0 ; turn off heatbed M107 ; turn off fan {if layer_z < max_print_height}G1 Z{z_offset+min(layer_z+10, max_print_height)} F600{endif} ; Move print head up G1 X5 Y5 F2000 ; present print M84 X Y E ; disable motors -
Of course I'm assuming you've set up homing files, bed leveling files and that you've test things individually before just going head on with a first print?
Follow my adventures in 3D Printing, laser cutting and electronics. https://linktr.ee/Rushmere3D
-
@rushmere3d
I know.. I should start from learning gcode commands but I thought it will be much easier.. -
@dejvid17 So did you get it working?
Follow my adventures in 3D Printing, laser cutting and electronics. https://linktr.ee/Rushmere3D
-
@rushmere3d
At this moment I have problem with printing. Filament move after extruder and after few sec is a one big ball