Bed leveling
-
@fcwilt It is the last code in the tread
@heide said in Bed leveling:
Homeall and Z=0 datum (I home this is correct, but has worked for the first 2 prints)
-
@heide said in Bed leveling:
@fcwilt It is the last code in the tread
@heide said in Bed leveling:
Homeall and Z=0 datum (I home this is correct, but has worked for the first 2 prints)
Thanks.
So you call that and then execute G29 to run your mesh.g file?
Please copy-and-paste your mesh.g file.
Thanks.
Frederick
-
@fcwilt I do not have a mesh.g file. But maybe that would be a problem. I use the G29 file that are incorperated into DWC.
But I have been thinking that it would be posible to make my own
-
@heide said in Bed leveling:
@fcwilt I do not have a mesh.g file. But maybe that would be a problem. I use the G29 file that are incorperated into DWC.
But I have been thinking that I would be posible to make my own
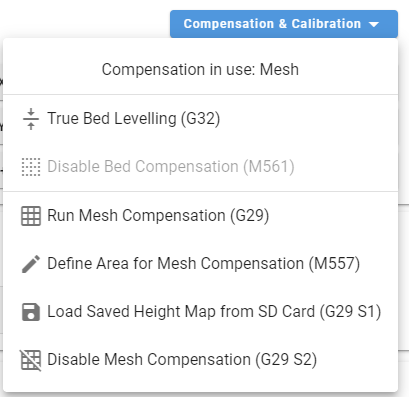
There is no G29 file incorporated in to DWC.
The intended approach is to create a bed.g file bed leveling and this is invoked with G32, and to create a mesh.g file for creating the height map and this is invoked with G29.
If you do not have a mesh.g file then a G29 will create the height map using any currently existing conditions which may not be correct for height map creation.
So it is best to create a mesh.g file so you know that everything you want to be done prior to creating the height map can be done in that file.
Frederick
-
@fcwilt I'm thinking I am doing things correct, but in reality I'm doing it wrong.
Can I have a hint on what this would look like.
I will read the "Mesh bed compensation" i the docs to get an Idear on how this works -
@heide said in Bed leveling:
@fcwilt I'm thinking I am doing things correct, but in reality I'm doing it wrong.
Can I have a hint on what this would look like.
I will read the "Mesh bed compensation" i the docs to get an Idear on how this worksThe file mesh.g can be quite simple.
The conditions that you want to exist prior to creating the height map are:
- all axes homed
- baby stepping off
- mesh compensation off
- Z=0 datum set
In my setup since I want to be able to execute a G29 at any time my mesh.g file does all those things even if they may already have been done.
G28 ; home all M290 R0 S0 ; cancel baby stepping G29 S2 ; cancel mesh bed compensation G1 Z5 ; insure probe is high enough for probing to be succeed G1 Xaaa Ybbb ; move to center of bed (aaa and bbb would be specific to your printer) G30 ; probe bed and set Z=0 datum G29 S0 ; create height map G29 S2 ; cancel mesh bed compensation (I do this since I only want mesh compensation active during printing) -
@fcwilt Thanks for the conditions and the code. I have enabled this now.
But I get these faults, but is that normal?

I want to know how this works, so I will read it carefully
-
@heide said in Bed leveling:
@fcwilt Thanks for the conditions and the code. I have enabled this now.
But I get these faults, but is that normal?
I want to know how this works, so I will read it carefully
Sorry I wasn't clear. I posted an example of what my code does. Your homing file loads the height map, mine does not. So if you created mesh.g using the code I posted the errors are likely coming from the commands in your homing file that deal with the height map.
As I mentioned I only load the height map at the start of a print so for now comment out all commands in your homing file that try to do anything with the height map.
Frederick
-
@fcwilt Okey, It is still on going, and will be finished in about 20 min. I will look into the way you do it tomorrow. I will end the homing all file with loading of the hight map. If I understand you right, that would be just before I start a print job.
I'm exited about if this works, I hope it does. -
@heide said in Bed leveling:
@fcwilt Okey, It is still on going, and will be finished in about 20 min. I will look into the way you do it tomorrow. I will end the homing all file with loading of the hight map. If I understand you right, that would be just before I start a print job.
I'm exited about if this works, I hope it does.I use Simplify3D as my slicer. It has a place where you can put code to be executed at the start of a print and another place where you can put code to be executed at the end of a print.
This is what I have in those two places:
M98 P"print_being.g" and M98 P"print_end.g"
I created these two files in the SYS directory using the DWC code editor.
It is in these files that I put the code I wish to run.
Among others things the code in print_begin.g does, one is to load the height map.
I can explain further is you wish.
Frederick
-
@fcwilt This is my new Hight Map.
I have not yet started to print. I need to make the code correct first. But that should be done within the hour.
I'm using Cura Slicer and I'm not famillier with it just yet. I do not have a good reason to buy the Simplfy3d program. But maybe you can change my mind.
Does Cura slicer have a place to place the files?RepRapFirmware height map file v2 generated at 2022-04-07 22:07, min error -0.882, max error 1.737, mean 0.094, deviation 0.622 axis0,axis1,min0,max0,min1,max1,radius,spacing0,spacing1,num0,num1 X,Y,0.00,270.00,0.00,240.00,-1.00,20.00,20.00,14,13 -0.832, -0.775, -0.785, -0.812, -0.805, -0.795, -0.810, -0.817, -0.815, -0.830, -0.835, -0.882, -0.850, -0.875 -0.745, -0.683, -0.678, -0.692, -0.673, -0.650, -0.660, -0.660, -0.650, -0.645, -0.650, -0.685, -0.652, -0.655 -0.635, -0.572, -0.565, -0.567, -0.535, -0.510, -0.507, -0.505, -0.485, -0.475, -0.460, -0.487, -0.433, -0.442 -0.527, -0.465, -0.445, -0.445, -0.405, -0.362, -0.355, -0.337, -0.315, -0.285, -0.268, -0.288, -0.237, -0.237 -0.435, -0.352, -0.330, -0.315, -0.270, -0.230, -0.205, -0.175, -0.145, -0.110, -0.075, -0.095, -0.033, -0.015 -0.355, -0.265, -0.235, -0.207, -0.153, -0.095, -0.065, -0.025, 0.015, 0.058, 0.092, 0.085, 0.165, 0.190 -0.268, -0.175, -0.133, -0.102, -0.040, 0.020, 0.065, 0.115, 0.163, 0.210, 0.263, 0.268, 0.360, 0.388 -0.173, -0.077, -0.015, 0.013, 0.090, 0.168, 0.235, 0.300, 0.365, 0.420, 0.480, 0.487, 0.585, 0.612 -0.080, 0.038, 0.117, 0.143, 0.230, 0.315, 0.383, 0.452, 0.530, 0.602, 0.680, 0.697, 0.795, 0.835 0.010, 0.133, 0.212, 0.255, 0.347, 0.440, 0.505, 0.575, 0.672, 0.755, 0.838, 0.865, 0.983, 1.050 0.110, 0.232, 0.308, 0.380, 0.475, 0.572, 0.645, 0.735, 0.835, 0.930, 1.033, 1.075, 1.195, 1.283 0.205, 0.325, 0.405, 0.482, 0.600, 0.707, 0.795, 0.885, 1.003, 1.105, 1.223, 1.277, 1.415, 1.507 0.285, 0.435, 0.525, 0.602, 0.725, 0.845, 0.945, 1.045, 1.165, 1.275, 1.388, 1.475, 1.632, 1.737 -
That height map looks good.
And, yes, Cura has a places for user code. I believe most slicers do.
You have to add your printer to Cura and configure the Cura settings for it.
Here is a screen shot of the Cura page where you can enter user code - you can see what I have entered.
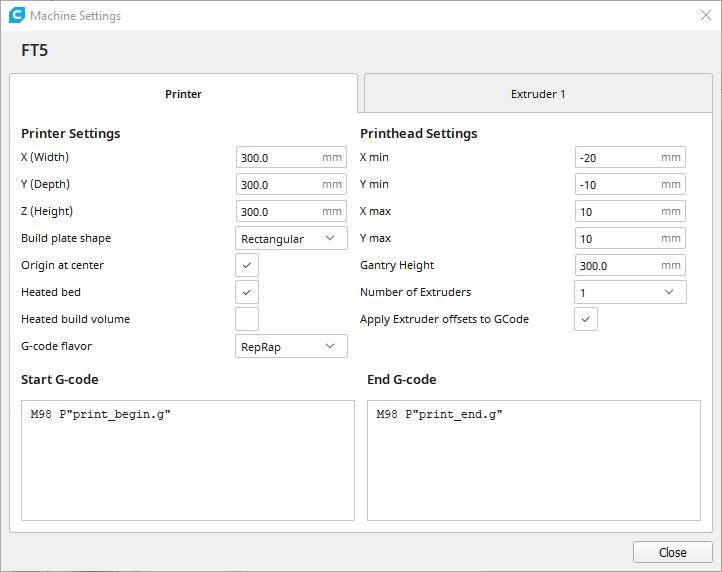
Frederick