Mesh Bed Compensation: Z axis not working during print
-
I performed a mesh bed compensation and started a print. I expected to see the z-axis spinning slightly while printing (~0.1 mm). But it is not. Am I missing something?
-
Please send M122 during a print to see if mesh compensation is actually active.
I will only be active after a mesh is created (G29 S0) or when the mesh has been loaded (G29 S1).
The amount of movement can be subtle.
You'd have to share more of your gcode files for us to see what the machine state is like at the start of a print.
-
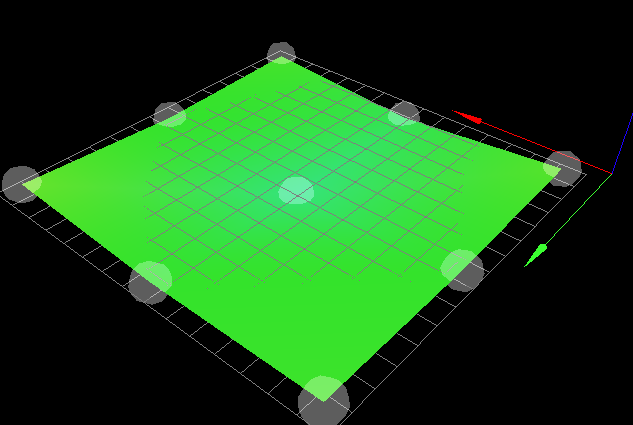
I tested by editing of the heightmap. I think the motor is working but missing microsteps.
Guess the combination of T8-8 spindle with 1.8° stepper is insufficient for compensating minor height differences. -
What is your steps per mm?
Can you share your config.g?
-
; Configuration file for Duet WiFi (firmware version 1.21) ; executed by the firmware on start-up ; ; generated by RepRapFirmware Configuration Tool v2.1.4 on Mon Dec 09 2019 20:31:57 GMT+0100 (Mitteleuropäische Normalzeit) ; General preferences G90 ; send absolute coordinates... M83 ; ...but relative extruder moves M550 P"Ender" ; set printer name ; Panel Due M575 P1 S1 B57600 M667 S0 ; select Cartesian mode ; Network M552 S1 ; enable network M586 P0 S1 ; enable HTTP M586 P1 S0 ; disable FTP M586 P2 S0 ; disable Telnet ; Drives M569 P0 S1 ; physical drive 0 goes forwards M569 P1 S1 ; physical drive 1 goes forwards M569 P2 S1 ; physical drive 2 goes forwards M569 P3 S1 ; physical drive 3 goes forwards M584 X0 Y1 Z2 E3 ; set drive mapping M350 X16 Y16 Z16 E16 I1 ; configure microstepping with interpolation M92 X80 Y80 Z400 E830 ; set steps per mm M566 X1200 Y1200 Z120 E3000 ; set maximum instantaneous speed changes (mm/min) M203 X12000 Y12000 Z3000 E3000 ; set maximum speeds (mm/min) M201 X5000 Y5000 Z120 E3000 ; set accelerations (mm/s^2) M906 X1200 Y1200 Z1200 E800 I30 ; set motor currents (mA) and motor idle factor in per cent M84 S30 ; Set idle timeout ; Axis Limits M208 X0 Y0 Z0 S1 ; set axis minima M208 X225 Y225 Z220 S0 ; set axis maxima ; Endstops M574 X1 S1 P"xstop" ; Set active high and disabled endstops M574 Y1 S1 P"ystop" ; Set active high and disabled endstops M574 Z2 S1 P"zstop" ; Set active high and disabled endstops ; Disable heaters H3-H7 to free up pins M950 H3 C"nil" M950 H4 C"nil" M950 H5 C"nil" M950 H6 C"nil" M950 H7 C"nil" ; Z-Probe M950 S0 C"exp.heater3" ; create servo pin 0 for BLTouch M558 P9 C"^zprobe.in" H8 F150 T6000 ; Set Z probe type to bltouch and the dive height + speeds G31 P500 X0 Y0 Z5.04 ; Set Z probe trigger value, offset and trigger height Z+ pousouva osu Z smerem dolu k podlozce (stará tisková hlava X7.9 Y58.8) M557 X40:220 Y00:180 S20 ; Define mesh grid ; Heaters M308 S0 P"bed_temp" Y"thermistor" T100000 B3950 ; define bed temperature sensor M950 H0 C"bed_heat" T0 ; heater 0 uses the bed_heat pin, sensor 0 M143 H0 S120 ; Set temperature limit for heater 0 to 120C M307 H0 S1.00 V23.9 M140 H0 M308 S1 P"e0_temp" Y"pt1000" M950 H1 C"e0_heat" T1 ; heater 1 uses the e0_heat pin and sensor 1 M143 H1 S265 ; Set temperature limit for heater 1 to 240C M307 H1 A271.1 C122.4 D24.0 S0.25 V24 B0 ; limit the hotend heater to 25% power ; Fans M950 F0 C"fan0" Q500 M106 P0 S0.0 I0 H-1 C"Print Fan" ; Set fan 0 value, PWM signal inversion and frequency. Thermostatic control is turned off M950 F1 C"fan1" Q500 M106 P1 T50 H1 C"Hotend Fan" ; Set fan 1 value, PWM signal inversion and frequency. Thermostatic control is turned on M950 F2 C"fan2" Q500 M106 P2 T50 H1 C"Case Fan" ; Set fan 1 value, PWM signal inversion and frequency. Thermostatic control is turned on ; Tools M563 P0 D0 H1 F0 ; define tool 0 G10 P0 X0 Y0 Z0 ; set tool 0 axis offsets G10 P0 R0 S0 ; set initial tool 0 active and standby temperatures to 0C ; enable: config-override.g M501 -
@dgrat I found the issue. I forgot to set the X/Y offset of my sensor. It was correcting for the wrong spot..
-
 undefined Phaedrux marked this topic as a question
undefined Phaedrux marked this topic as a question
-
undefined Phaedrux has marked this topic as solved