Fusion 360 post processor
-
Re: The ULTIMATE RepRap Post-Processor for Fusion 360
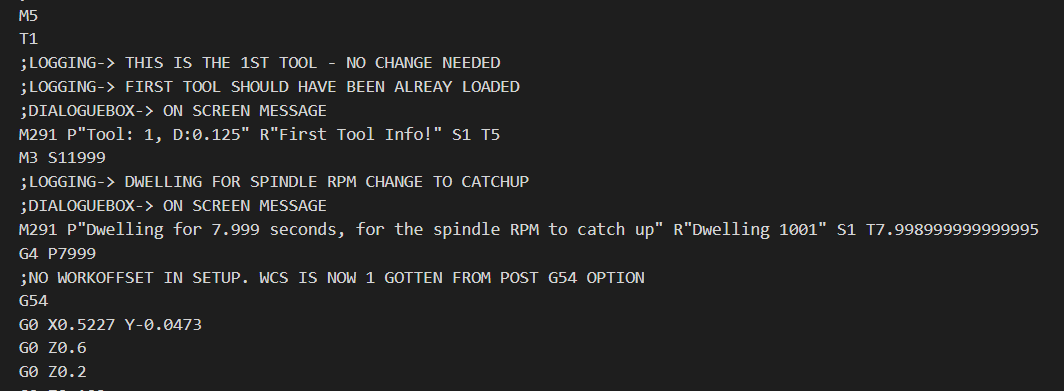
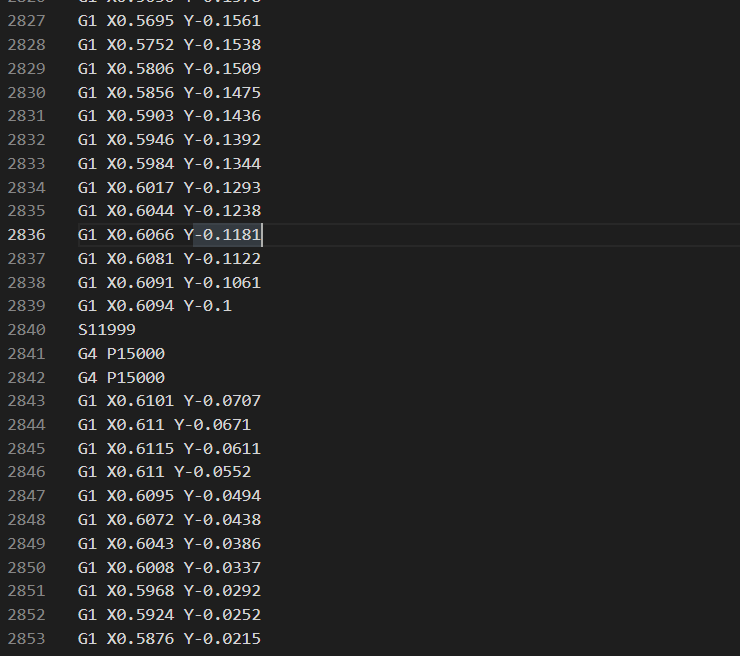
I attempted to use this post processor to do my CAM, and am having trouble. At the beginning of the g code the spindle speed is displayed correctly, turning on at 11999 RPM. But later in the code it puts in random S11999's without the M3. Does anyone have a post that works with the duet?
Beginning of code
Randomly at different operations
-
Maybe create an issue on Bruce's github?
-
I modified my Duet-powered Ooznest Workbee last year with a SuperPID, with which I can control a modified a router (DeWalt in my case). You can see some infor here:
After many liters of coffee and documentation reading, I was able to modify the Post-processor that the folks back on Ooznest provide for their Workbee machines. With it I am able to turn on and off the spindle via GCode as well as control the RPM.
It is not perfect, since my understanding of how post-processors are coded is extremely limited, but maybe it could be a good starting point. I am happy to share it with whomever needs it:
WorkBee - Duet_with_router_control.cps
Have fun!
-
thanks for the answer, it's helpful and useful.
I’m working in Fusion, and using GRBL PostProcessor as my gcode sender.
The one limitation of Fusion is that it chokes on large assemblies. For that kind of thing you need Inventor or Solidworks. But for single models, it's awesome, and can even handle small assemblies.
I use a XP-Pen Deco 03 drawing pad with pen plus a the 3dconnexion space mouse for navigating the view. Works quiet good. An advantage is the roller wheel on xppen deco 03 tablet so i can use it for panning and zooming the sketch area. -
you may want to find the old post from the ulitmate reprap post that post processor lack the implementation of the G2 and G3 commands.
-
@Jack_kelley I know this is a bit old, but did you ever find a solution for the random Sxxxx Gcode?
Or are you using another way to control your CNC now?
--
Lars