Preview version of CNC optimized DWC.
-
@cjm can always look at adding a full screen button to the plugin like I did with the 3D Viewer for when you need things larger.
-
@sindarius That sounds a neat and simple solution!
-
@sindarius Thanks for the quick update. Will be testing in the morning

-
@chimaeragh No problem, I don't want anyone breaking bits on my watch
") Blown up a couple carbide bits in my day!
Blown up a couple carbide bits in my day! -
@sindarius said in Preview version of CNC optimized DWC.:
@paulg4h let me take a look but I imagine that should not be a problem.
Many thanks again!
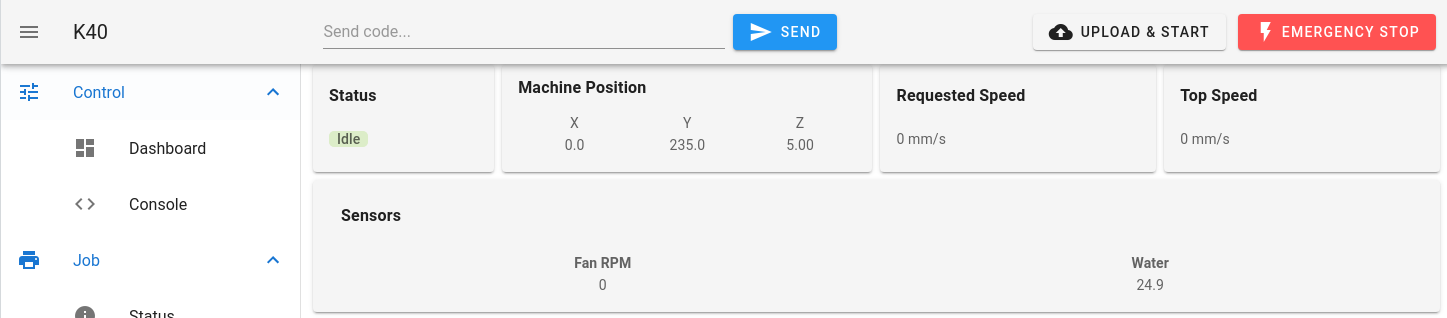
With the latest Version 3.3.0-CNC07 the Temperature and Flow are now shown in DWC!
-
@sindarius Tested today and everything works great
 . Thanks a lot
. Thanks a lotI had to modify my workzero.g file, I found my Z axis moving up and crashing whenever I used to Go to Zero.
The offending line wasG1 H1 Z1500 F2400before the X and Y axis movement.
I replaced that line with
M98 Phomez.gand it's working OK now.
Duet 2 Wifi, Ooznest Workbee CNC 1510
-
@chimaeragh I need to double check but you may want to try G0 H4 when you go to move to the top of the z axis. Worth a shot at the very least.
-
@sindarius I have tried that, but I seem to lose my current Z zero position so I've commented it out and gone back to calling homez.g which works fine
-
@Sindarius I have just noticed that tool position coordinates do not update in real time, but only after starting a new segment of gcode. Is this intentional or a bug?
-
@chimaeragh The position is how it is reported through the object model. What I normally see is tool position updates when the move starts and machine position updates after a move has completed. It's not a DWC-CNC specific behavior.
-
@sindarius OK. I think it worked differently on RRF2. Curious why it was changed but it's not too much of a problem.
Jogging updates in real time though -
@chimaeragh I'm not sure it was any different in RRF2 though.
In RRF 3.3 you could try decreasing the segment size to make for smaller move lengths. That might let it update more frequently, but I'm not certain. See M669 S and T
-
G91 G1 H3 Z90 F500 G90 G1 X0 Y0 F6000 G1 Z0I set this up on my test CNC machine and it worked fine for a go to zero macro. you can set the Z value greater than you z travel and it should stop when the limit is hit.
-
@sindarius Thanks
-
@Sindarius @dc42 @raymondstone Has anybody been able to get power loss resume working with the latest release? Maybe a macro if not implemented in the UI itself? I'm able to run some very long jobs and I'm very nervous as utility power supply is not quite stable at the moment.
-
@chimaeragh Found it. Simply sending M916 via console was the solution. Thanks everyone. Should always search the wiki before asking dumb questions

-
@sindarius any updates on the probe integration? That would be very helpful to say the least
thanks again for all your hard work! -
@bitminter There's a probe plugin available now here...
-
@chimaeragh that is AWESOME!! Trying it out now! Thanks again!
-
1 year with the Duet3 running the CNC.