Aluminium plate for heat bed what alloy type ?
-
Hi , just got my blv cube working and started to put the finishing touches to it like getting a thick Aluminium plate heated bed and leds to follow .
Looking at suppliers who will cuts to order Aluminium plate / toolplate I've found https://www.aluminiumwarehouse.co.uk/aluminium-plate-cut-to-order , but not sure which alloy to get 6082T6 or ecocast Tooling Plate.
Want it for 320mm x 310mm x 6mm
Ender 5 plus linear rail and hemera powered by duet 2 wifi , CR10s pro v1 with bltouch mostly stock , BLV mgn Cube slowly being built powered by duet 3 mini 5+
-
@peter247 why not contact these guys? price seems pretty good and they say they can produce custom ones https://www.tiktaktek.co.uk/voron/voron_bed
-
Get a cast tooling plate - these are cast, not rolled which results in much lower internal stresses. The stress tends to be released when heating up the bed and hence rolled aluminum will deform more in operation.
-
The ecocast plate is milled flat. That's what you want. Other plate is rolled or extruded and will not be flat.
-
@peter247 As others have said, it's the Ecocast tooling plate you want. I can
vouch for both that spec and Aluminium Warehouse as a supplier because that's what I bought and who I bought it from. -
@deckingman Thank you, just placed my order £53.04 total.
Got a magmatic PEI Flex Plate plus a 400 watts mains heater just waiting for the plate to stick it too now -
Is Ecocast different from other kinds of cast tool plate?
Frederick
-
@fcwilt Cast tooling plate comes in different alloys and is sold under different brand names in different countries. MIC6, Ecocast, Alca 5 are all cast, all milled flat, and all will work fine for a 3D printer bed. Cast tooling plate is basic feed stock for machine shops everywhere, so is available literally everywhere there are machine shops.
-
@peter247 they each have different thermal coefficients of expansion, which you want to pay attention to. Mic6 (which is actually a trademark) is very low thermal coefficient, but still maintain high thermal conductivity. Others have high coefficients and can notably change the platform size on a tight tolerance build, as well as warp. ALCA6 is another brand/proprietary alloy that’s decent, if available. If you have access to the specs on the material it’ll be easy to compare.
-
Generally the alloy , cast is prefered is 5083
I do machine my build plates myself so I got not machined casted stock -
@deckingman Just received it ?
what happened to their 10 days lead time ?
48 hours later and there is a good chance of it being drilled and ready to fit . -
if the heated platform is large do yourself a favour and get borosilicate glass that eliminates distortion due to thermal coefficients of expansion. I went through this exercise with my printer having 300mm x 600mm bed. I started off using Cast tooling plate however you could literally measure the distortion during heating with a dial indicator. I had tried all the common fixes but the reality is that the edges of the plate do not heat up the same as mid plate. Once i changed to the borosilicate glass all the issues went away. I know the borosilicate is expensive however the expense is well worth it saving a lot of problems. There is virtually no distortion with the borosilicate.
-
@nuramori Put the plate on a kinematic mount and the thermal expansion won't matter.
@percar If the heater is the same size as the aluminum plate you won't have much distortion because the temperature will be very close to uniform over the plate's surface. A lot of people use a heater that is smaller than the plate which results in the edges of the plate being cooler than the area covered by the heater. That forces the plate to bow. Here's the 300 x300 x8mm thick MIC6 bed in my printer with a 300x300 mm heater:

Thermal distortion isn't a problem with a glass plate, however it isn't without its own problems- specifically poor thermal conductivity.
The heater doesn't heat evenly by itself, so if you glue it to glass, there may be wide temperature variations from one area of the bed to another, and that can lead to problems getting prints to stick. Here's a thermal image of a Taz printer that came from the factory with a heater glued to the glass bed. It was very difficult to get prints to stick to it.
After the glass broke I replaced the bed plate with a piece of cast tooling plate and glued the original heater to it. The result:

If you're going to use glass, put it on top of an aluminum heat spreader to which the heater is glued. If you don't use a flat piece of aluminum such as cast tooling plate or you use a heater that's smaller than the plate, you're right back to having uneven temperature on the glass because air gaps between the aluminum and glass won't transfer the heat to the glass very well. You need a flat heat spreader as well as a flat piece of glass. So you're back to using tooling plate.
-
@percar HI , my bed is 320mm x 310mm which is the same size as a CR10s Pro , so I can use the heater / glass / magmatic spring steel top from I CR10S pro without getting bespoke sizes .
COLD I'm using the glass from my CR10s pro and it's super level , but printing with a cold bed you have problem removing the print .
So I can use the spring steel and print cold or use glass and heat it up so cooling will remove the print.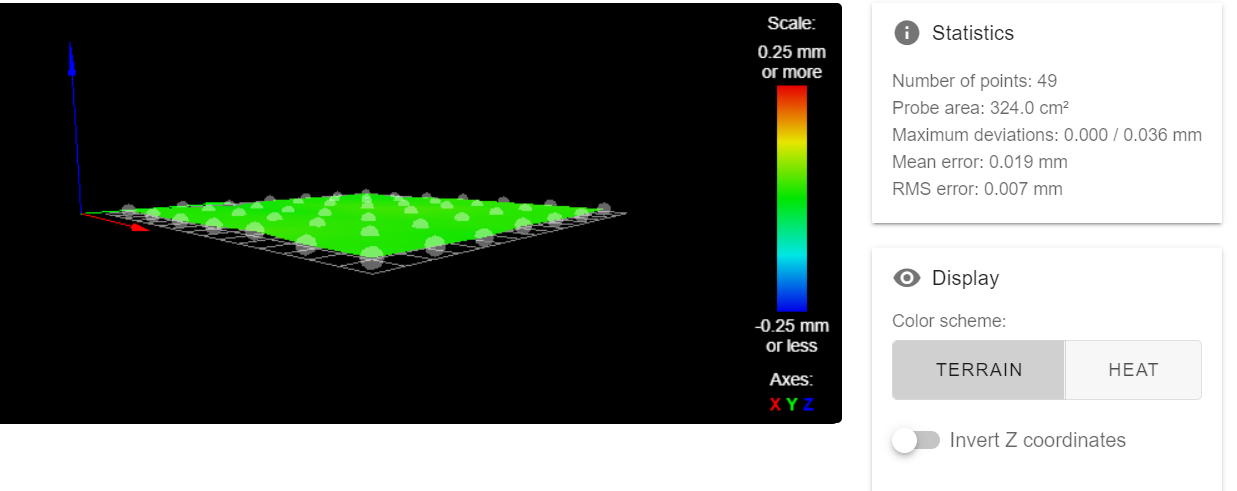
-
@mrehorstdmd I think I'm using a 310mm x 310mm heater on a 320mm x 310mm , but I think I'm going to call that a full bed heater.
-
@peter247 Congrats on the delivery. IIRC, I had to wait the full 10 days for mine but that was a few years ago.
I think you'll be fine. Just for info, my bed is 400 x 400 and I chose to use 12mm thick aluminium but if I did it again, I'd settle for 10mm or possibly even 8mm if money was tight. I also like to print on glass as I like to have the ability to slide out the glass as soon as a print finishes, then slide in new sheet and start another print while the first one is cooling. That's quite important for me because I also chose to fit 12mm of semi rigid insulation under the plate so it takes for ever to cool down.
As Mark has said, a kinematic mount of some sort will negate the possibility of distortion due to thermal expansion. In my case, I chose to mount the plate to the frame using 4 countersunk bolts which pass through stainless steel pillars set into holes in the insulation. The plate itself is thus fairly free to expand and contract, but very little heat gets transferred to the frame to which it is fixed. So the frame itself remains cool which prevents any binding of the linear guides which are attached to the fame (not the plate).
After much toing and froing with a specialised glass company, I ended up with plane float glass, 6mm thick. We tried various alternatives including shot blasting and other coatings but none worked better than plain glass. Having it toughened was fairly disastrous as the process itself leads to distortion and what starts life as a flat sheet ends up bowed - only by about 0.5mm but that's plenty too much for a build plate.
These days I use a quick squirt of 3D Lac. This allows me to lay down the first layer at normal print speed of 60 to 80mm /sec but once the glass cools, the lightest of taps will release the part. Except for wood fibre filament - never, ever use 3D Lac with that because you'll end up destroying the printed part with a hammer and chisel trying to remove it (I know that from experience).
")
-
@deckingman 400mmx400mmx12mm that is a seriously heavy bit of aluminium ?
I like to print on glass with a bit of 3D lac for petg and try to use just glass for pla with 3d lac at the times I can't get part to stick .
Not totally sure what is meant by a kinematic mount , but I must be something right with the glass setup because I've heated the bed up to 100c and can't see a big change with the height map.
I think I may try removing the glass and check if the aluminium is distorting and the glass is correcting the error ?I've tried homing Z cold and heating the bed upto 100c and probing it , and I do get expedition , but nice and even .
I need insulation under the heater because heat looks to be radiating a lot that way . ( I'm thinking of fully enclosing it , so not sure it maters )
Do you fit a thermo fuse on your bed ?
Ender 5 plus linear rail and hemera powered by duet 2 wifi , CR10s pro v1 with bltouch mostly stock , BLV mgn Cube slowly being built powered by duet 3 mini 5+
-
@peter247 said in Aluminium plate for heat bed what alloy type ?:
........... Not totally sure what is meant by a kinematic mount , .................
You can look up the dictionary definition of kinematics but in the case of a build plate, it means mounting it in such a way that it is free to expand and contract without distortion. The other important consideration is that thermal expansion does not cause the linear guides to bind or stick. That is to say, the bed will always be free to move in the Z direction, regardless of any movement due to expansion in the X or Y directions.
Do you fit a thermo fuse on your bed ?
If I'm totally honest, the answer is no. That's mostly just laziness on my part as I do have a thermal cut-out but I have never yet got around to fitting it. I'm not too worried about it because the heater is appropriately sized and in the event of a runaway situation such as a MOSFET failure, the bed will not attain a temperature which would be a fire hazard. I'm more concerned with making the printer as safe as can be with a 240V heater attached. To that end, I have a lot of earth bonding of the plate and frame and use an RCD as well.
-
@peter247 Kinematic bed mount is explained here: https://drmrehorst.blogspot.com/2017/07/ultra-megamax-dominator-3d-printer-bed.html
I later redesigned the mounts for the leveling screws - update here: https://drmrehorst.blogspot.com/2019/04/more-changes-to-ummds-z-axis.html
If your printer uses three screws to lift the bed in Z you can skip the bed support like I used and put the leveling screws for the kinematic mount on the Z blocks.
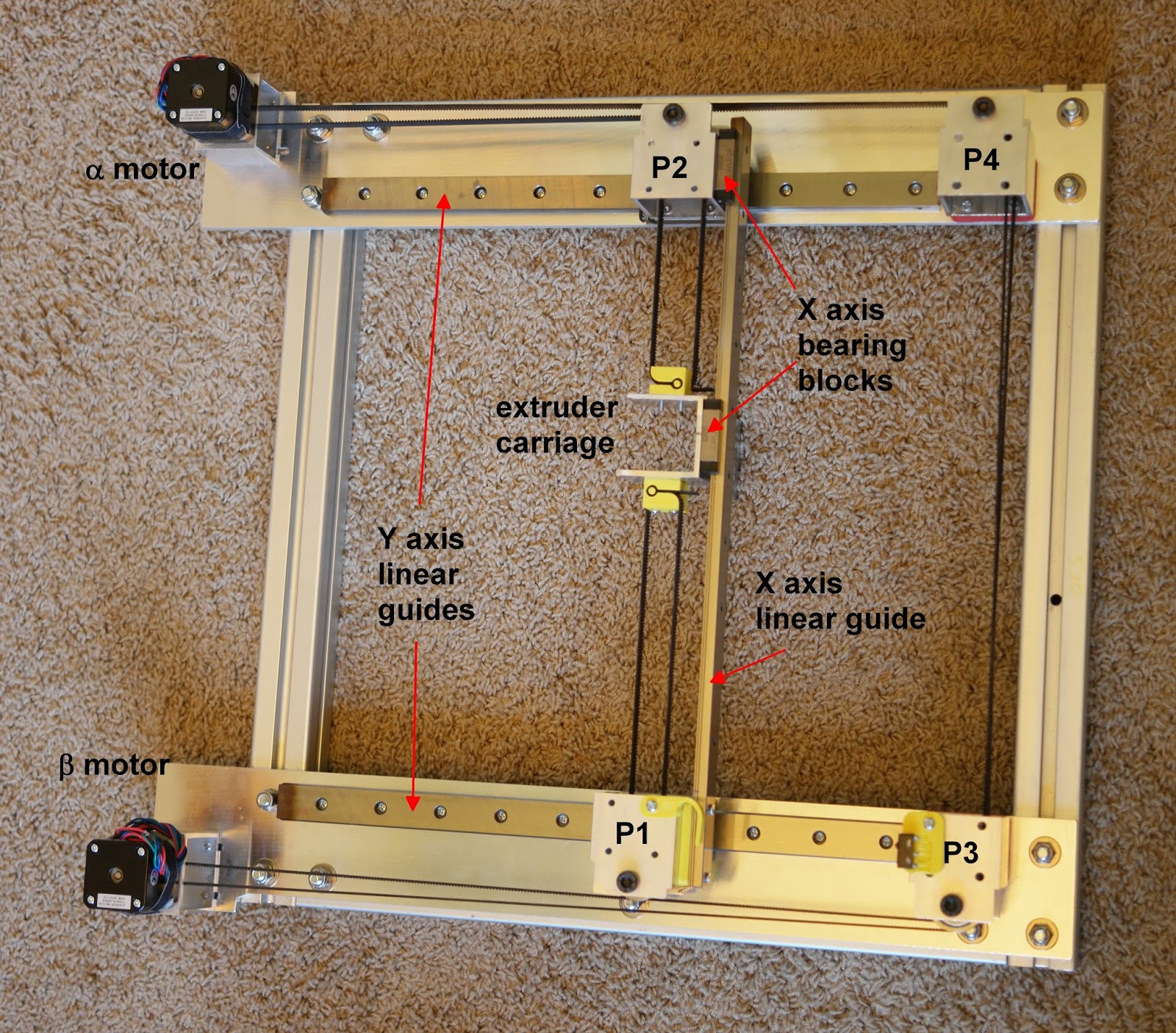
Corexy mechanisms, made using linear guides for the X and Y axis, can bind when the temperature changes, depending on how they are built. In my printer, the X axis is a linear guide that spans the two Y axis linear guides. I have a chamber heater and sometimes operate the machine at 50C to print ABS. When the machine heats up, the Y axis guides move apart a fraction of a mm. The X axis guide, made of steel, expands much less than the printer's aluminum frame. That situation could lead to the mechanism binding because the Y axis rails are trying to move apart and the X axis rail is trying to hold them together, creating a lot of rotational torque on the Y axis bearing blocks. Most designs prevent the binding problem by mounting an aluminum rail or tube between the Y axis bearing blocks and mount the X axis guide rail on the aluminum. The X axis aluminum will expand with the rest of the frame and the mechanism won't bind. I prevent the problem by using two bearing blocks for the X axis, one for the extruder carriage, and the other mounted on the pulley block (P2 in the photo) at one end of the X axis. That allows the X axis guide rail to slide in the X direction when the Y axis rails move apart and prevents binding. Machines using end-supported round rails for the X and Y axes don't usually have a problem with binding because the rails can flex.
-
mrehorstdmd
You are incorrect with the kinematic mount. What will happen is that the outer edge will always be cooler than the mid area of the plate unless you have chamber heat that will equalize the plate temperature. This is what will cause warpage...do the math. I had heater that was full width and length of the plate that I was using.
I am questioning the glass that you were using as you said it broke. Im not sure that it was borosilicate as it is very difficult to break unless you are using very thin glass. I am using 10mm thick and heat up is not an issue as i am using mains heater at 15 watts per square inch. It takes about a minute to heat from room temp to 100c and the heat is very uniform across the glass except for the outer 10mm.
Thicker glass will give you more uniform temperature across the surface.