Five bar Parallel SCARA print area problem
-
@rutku the step calibration in the link mentioned is to calculate the M92 values.
What is the number of teeth of your small and big pulley, is it a standard 200 step stepper and the microstep settingis 16? The goal is to calculate how many steps are needed to rotate by 1 degree. Please tell the numbers, then I will help calculating.
The google calc provided in the link is readonly, but the formula is:
microsteps / stepperdeg * bigwheelteeth / smallwheelteeth
The result is the M92 value.
Example: 16 microsteps, stepper 1.8 degree for one step (= stepper with 200 steps, 360/200 = 1.8), 200 teeth bigwheel, 20 teethsmallwheel => 16/1.8*200/20 = 88.88888 -
microsteps = 128
stepper Degree = 1.8
Teeth bigwheel = 260
Teeth smallwheel = 20M92 = (128/1.8) * (260/20) = 924.444444
square.gcode
G90 G1 X0 Y90 G1 X0 Y140 G1 X50 Y140 G1 X50 Y90 G1 X0 Y90


-
@rutku there are some ideas you can check:
- after your tests, please make M122 and check for hiccups. 128 microsteps could mean you loose steps => correction: I remember you're using hardware which will not report hiccups. You can try to reduce microsteps, but then changing M92 also. You can reduce speed with F parameter (eg G91 G1 H2 X10 F100) also without changing the values and check whether the lines are better then. Reducing speed gives your controller more time to calculate the segments.
- you can verify that your setting are correct by testing:
Home axis 1 to let's say 45 degree (to verify: M669 B first value is 45, arm is at 45 degree position after homing). Make M114 and check the first value of the Count values. This must be M92 value * degree, i.e. 924.4444 * 45 = 41600. Please rotate the axis to example 90 degree (with G91 G1 H2 X90)and make M114 again, the Count value should now be 83200 and the arm should be at 90 degree position.
You can verify additionally the resulting position: verify that the (0,50) position is 5 cm away from your x axis and in the middle of the two wheels. I cannot see it in your image, but the (50,90) and (50,140) must be on the vertical line between the wheels.
Having correct angles is critical for your line precision (straight or curved), so please measure exaclty. I used this idea:
https://forum.duet3d.com/topic/14996/five-bar-parallel-scara-prototypes/10
Another thing to check is whether your arms lengtsh are correct, please verify the lengths:
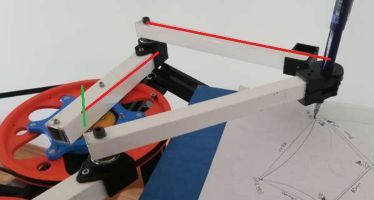
The red lines are the lenghts, from middle of hinge to middle of other hinge. The green line is the starting point of the first line.
-
@joergs5 said in Five bar Parallel SCARA print area problem:
The Capstan is interesting for robot gear also
The good thing about Capstan is, you don't have to print a big wheel with precise teeth. I also had good experience with Aramid line in a non-slipping config. I think it will run really smooth (no tooth-mesh problems)
I should start a new thread about it. -
@joergs5 Hi, I have done the steps you say. But I have received different results.


m122
m122 === Diagnostics === RepRapFirmware for STM32F4 based Boards version 3.2.2_2 running on STM32F4 Used output buffers: 1 of 40 (11 max) === RTOS === Static ram: 32296 Dynamic ram: 60988 of which 380 recycled Never used RAM 18200, free system stack 214 words Tasks: NETWORK(ready,144) HEAT(blocked,369) MAIN(running,572) IDLE(ready,19) Owned mutexes: WiFi(NETWORK) USB(MAIN) === Platform === Last reset 00:11:55 ago, cause: [power on/off] Last software reset at 2021-05-19 00:16, reason: User, GCodes spinning, available RAM 18200, slot 2 Software reset code 0x0003 HFSR 0x00000000 CFSR 0x00000000 ICSR 0x00454000 BFAR 0xe000ed38 SP 0x00000000 Task MAIN Freestk 0 n/a Error status: 0x00 Aux0 errors 0,134218187,134218187 MCU temperature: min 31.6, current 42.0, max 42.5 Driver 0: position 48996, standstill, SG min/max 0/32, error r/w 0/0, ifcnt 16, cnt r/w 61932/16, timeout 0, failedOp 0xff Driver 1: position 83200, standstill, SG min/max 0/40, error r/w 0/0, ifcnt 17, cnt r/w 61931/17, timeout 0, failedOp 0xff Driver 2: position 0, standstill, SG min/max 0/0, error r/w 0/0, ifcnt 9, cnt r/w 61938/9, timeout 0, failedOp 0xff Driver 3: position 0, standstill, SG min/max 0/0, error r/w 0/0, ifcnt 9, cnt r/w 61938/9, timeout 0, failedOp 0xff Driver 4: position 0 Driver 5: position 0 Driver 6: position 0 Driver 7: position 0 Driver 8: position 0 Driver 9: position 0 Driver 10: position 0 Date/time: 2021-05-29 13:37:04 Slowest loop: 17.76ms; fastest: 0.07ms === Storage === Free file entries: 10 SD card 0 detected SD card longest read time 2.8ms, write time 0.0ms, max retries 0 === Move === DMs created 83, maxWait 328438ms, bed compensation in use: none, comp offset 0.000 === DDARing === Scheduled moves 6, completed moves 6, hiccups 0, stepErrors 0, LaErrors 0, Underruns [0, 0, 0], CDDA state -1 === Heat === Bed heaters = -1, chamberHeaters = -1 === GCodes === Segments left: 0 Movement lock held by null HTTP is idle in state(s) 0 File is idle in state(s) 0 USB is ready with "m122" in state(s) 0 Aux is idle in state(s) 0 Trigger is idle in state(s) 0 Queue is idle in state(s) 0 LCD is idle in state(s) 0 Daemon is idle in state(s) 0 Autopause is idle in state(s) 0 Code queue is empty. === Network === Slowest loop: 7.11ms; fastest: 0.00ms Responder states: HTTP(0) HTTP(0) HTTP(0) HTTP(0) HTTP sessions: 1 of 8 - WiFi - Network state is active WiFi module is connected to access point Failed messages: pending 0, notready 0, noresp 0 WiFi firmware version 1.25-01S-D WiFi MAC address 50:78:b3:f3:41:84 WiFi Vcc 3.38, reset reason Turned on by main processor WiFi flash size 4194304, free heap 36832 WiFi IP address 192.168.1.20 WiFi signal strength -73dBm, mode 802.11n, reconnections 0, sleep mode modem Clock register 00004002 Socket states: 0 0 0 0 0 0 0 0 okconfig.g
M350 X128 Y128 I1 ;S3 ; Configure microstepping with interpolation M669 K9 L1 X-95:93 Y0:0 P126:133 D210:213:0:0 B53:90 A15:165:0:360:0:360 C-90:90:-90:90 M92 X924.444444 Y924.444444 ; Set steps per mmm114
m114 X:-24.654 Y:310.557 Z:0.000 E:0.000 E0:0.0 Count 48996 83200 0 Machine -24.654 310.557 0.000 Bed comp 0.000 ok924.444444 * 53 = 48.995,55532 OK....!
G91 G1 H2 X90
G91 G1 H2 X90 MotorStepsToCartesian => thetaL:143.00=MotorPosX:132196.00/StepsPermmX:924.44 MotorStepsToCartesian => thetaR:143.00=MotorPosY:83200.00/StepsPermmY:924.44 getForwad => getIntersec(distalL:210.00,distalR:213.00,xL:-195.63,yL:75.83,xR:93.00,yR:133.00) getIntersec firstRadius: 210.00 secondRadius: 213.00 firstX: -195.63 firstY: 75.83 secondX: 93.00 secondY: 133.00 getTurn => turn:-44706.59 = (x2:-82.95 - x1:-195.63) * (y3:133.00 - y1:75.83) - (y2:253.04 - y1:75.83) * (x3:93.00 - x1:-195.63) getTurn => turn:44706.59 = (x2:-23.91 - x1:-195.63) * (y3:133.00 - y1:75.83) - (y2:-45.05 - y1:75.83) * (x3:93.00 - x1:-195.63) getTurn => turn:-26376.60 = (x2:-195.63 - x1:-95.00) * (y3:253.04 - y1:0.00) - (y2:75.83 - y1:0.00) * (x3:-82.95 - x1:-95.00) getTurn => turn:23401.72 = (x2:93.00 - x1:93.00) * (y3:253.04 - y1:0.00) - (y2:133.00 - y1:0.00) * (x3:-82.95 - x1:93.00) getForwad => workmode:1 turnLeft:-26376.60 turnRight:23401.72 MotorStepsToCartesian => MachinePosX:nan MachinePosY:nan XYZ_AXES:3 numVisibleAxes:3ok MotorStepsToCartesian => thetaL:143.00=MotorPosX:132196.00/StepsPermmX:924.44 MotorStepsToCartesian => thetaR:143.00=MotorPosY:83200.00/StepsPermmY:924.44 getForwad => getIntersec(distalL:210.00,distalR:213.00,xL:-195.63,yL:75.83,xR:93.00,yR:133.00) getIntersec firstRadius: 210.00 secondRadius: 213.00 firstX: -195.63 firstY: 75.83 secondX: 93.00 secondY: 133.00 getTurn => turn:-44706.59 = (x2:-82.95 - x1:-195.63) * (y3:133.00 - y1:75.83) - (y2:253.04 - y1:75.83) * (x3:93.00 - x1:-195.63) getTurn => turn:44706.59 = (x2:-23.91 - x1:-195.63) * (y3:133.00 - y1:75.83) - (y2:-45.05 - y1:75.83) * (x3:93.00 - x1:-195.63) getTurn => turn:-26376.60 = (x2:-195.63 - x1:-95.00) * (y3:253.04 - y1:0.00) - (y2:75.83 - y1:0.00) * (x3:-82.95 - x1:-95.00) getTurn => turn:23401.72 = (x2:93.00 - x1:93.00) * (y3:253.04 - y1:0.00) - (y2:133.00 - y1:0.00) * (x3:-82.95 - x1:93.00) getForwad => workmode:1 turnLeft:-26376.60 turnRight:23401.72 MotorStepsToCartesian => MachinePosX:nan MachinePosY:nan XYZ_AXES:3 numVisibleAxes:3
m114
m114 X:9999.900 Y:9999.900 Z:0.000 E:0.000 E0:0.0 Count 132196 83200 0 Machine 9999.900 9999.900 0.000 Bed comp 0.000 ok132196 / 924.44444 = 143,0004814567331 degree .Why?
")

-
@rutku said in Five bar Parallel SCARA print area problem:
G91 G1 H2 X90
ok, first, I made a fault for testing: G91 means relative, but I wanted the arm to rotate to the 90 degree position, so this must be G90 G1 H2 X90.
The relative rotation means 53 degree plus 90, which is your 143 degree (the Count value is about 132T). But the arm seems to rotate into the wrong direction, so 53-90 = -37 degree, which looks correct of the arm position in the image*). Please change the S0 / S1 value for the stepper definition and retry.
If it's
M569 P0 S1 ; Drive 0 (X) goes forwards
then please change to
M569 P0 S0
or other round.*) on the image the arm rotated to position 141, but it should be 143, so you can make the M92 value a bit higher. But I don't know the reason, can be some error in arm length or hinge play.
-
@joergs5 Hi, yes the problem is solved. Completed the movement as you say. But when I want to draw a square, the machine works on the back section.
@joergs5 said in Five bar Parallel SCARA print area problem:
M569 P0 S1 ; Drive 0 (X) goes forwards

sqaure.gcode
G90 G1 X0 Y90 G1 X0 Y140 G1 X50 Y140 G1 X50 Y90 G1 X0 Y90
SQUARE VIDEO
@joergs5 said in Five bar Parallel SCARA print area problem:
on the image the arm rotated to position 141, but it should be 143, so you can make the M92 value a bit higher. But I don't know the reason, can be some error in arm length or hinge play.
There is some curvature in angle gauge. showing two degrees missing.
-
This post is deleted! -
This post is deleted! -
This post is deleted! -
The following tests are to verify that the arms are rotating correctly and an idea about the reason for the curved lines. Arm 1 is the upper arm in the images which is connected to the wheel, arm 2 the lower arm, so only watching the proximal arms. With hotend I mean your pencil position in your case.
You're still using 128 microsteps, so please add F200 to all the following G1 commands, so the processor has more time to calculate values and to generate the steps. Hiccups (= lost steps) will probably not being reported by your hardware.
Step1: (check direction and M92)
- run homing, arm 1 shall be 53 degree, arm 2 90 degree
- run G90 G1 H2 X90 F200 and verify that arm 1 is 90 degree now and rotated counterclockwise
- run G90 G1 H2 Y70 F200 and verify that arm 2 is 70 degree now and rotated clockwise
If one or both arms rotated wrong, change S0 to S1 or S1 to S0 for the corresponding stepper (P0, P1) and redo the test until the arms rotate as expected. If the resulting degree is wrong, search the reason. One possible reason is if the belts have too low tension. Another one is too much play in the hinges. A third possibility is that the arm approaches the endstop too fast, so the angle is not set correctly. Then set the F parameter lower in the line which is commented "approach endstop slowly". The endstops must be approached from the same side always (always from left or always from right), because they trigger at different positions. You may want to change G1 H2 X-2 Y-2 F900 to a higher value (like X-10 Y-10) also, because you may have moved too far before.
Step 2: (check X0 symmetry)
- homing
- run G90 G1 H2 X90 F200 and G90 G1 H2 Y90 F200 and verify that both arms are 90 degree and the hotend is on the X0 line
- run M114 and note X and Y positions. X should be near 0, Y somewhere at 140
- run G91 G1 H2 X20 F200 and G91 G1 H2 Y-20 F200 and verify that arm 1 rotated counterclockwise, arm 2 rotated clockwise and the hotend is still on the X0 line.
- run M114 and note X and Y positions. X should be still near 0, Y somewhere between 50 and 140
- check visually that the hotend is on the X0 line and the reported Y value is correct (mm distance from the X axis)
Step 3 (check for curved line)
- homing
- run G90 G1 H2 X90 F200 and G90 G1 H2 Y90 F200 and verify that both arms are 90 degree and the hotend is on the X0 line
- run G90 G1 X0 Y100 F200 and verify that arm 1 rotated counterclockwise by about 10 degree and arm 2 rotated clockwise by about 10 degree
- run M114 and note X and Y positions. X should be 0, Y at 100. The hotend should be on the X0 line (middle between wheels) and 100 mm away from the x axis in Y direction.
Step 4: (check whether low segmentation is the reason)
- homing
- run G90 G1 H2 X90 F200 and G90 G1 H2 Y90 F200 and verify that both arms are 90 degree and the hotend is on the X0 line
- run G90 G1 X0 Y50 F200 while drawing a line. If it's a curved line, then do this:
- take a new sheet of paper or a pencil with different color and reset position to home and G90 G1 H2 X90 F200 and G90 G1 H2 Y90 F200, then run: G90 G1 X0 Y100 F200, then G90 G1 X0 Y90 F200, then G90 G1 X0 Y80 F200, then G90 G1 X0 Y70 F200, G90 G1 X0 Y60 F200, G90 G1 X0 Y50 F200. In other words, instead of one movement, use mutliple small movements. Compare the lines. Is the line of small movements more straight than the one-movement-line?
Please tell me the results of steps 1 to 4, before we continue.
-
@joergs5 said in Five bar Parallel SCARA print area problem:
You're still using 128 microsteps, so please add F200 to all the following G1 commands, so the processor has more time to calculate values and to generate the steps. Hiccups (= lost steps) will probably not being reported by your hardware.
Step1: (check direction and M92)
- run homing, arm 1 shall be 53 degree, arm 2 90 degree arm 1 = new 51 degree
- run G90 G1 H2 X90 F200 and verify that arm 1 is 90 degree now and rotated counterclockwise ✓
- run G90 G1 H2 Y70 F200 and verify that arm 2 is 70 degree now and rotated clockwise ✓
If one or both arms rotated wrong, change S0 to S1 or S1 to S0 for the corresponding stepper (P0, P1) and redo the test until the arms rotate as expected. If the resulting degree is wrong, search the reason. One possible reason is if the belts have too low tension. Another one is too much play in the hinges.
Step 2: (check X0 symmetry)
- homing ✓
- run G90 G1 H2 X90 F200 and G90 G1 H2 Y90 F200 and verify that both arms are 90 degree and the hotend is on the X0 line ✓
- run M114 and note X and Y positions. X should be near 0, Y somewhere at 140
m114
M114 X:9999.900 Y:9999.900 Z:0.000 E:0.000 E0:0.0 Count 83200 83200 0 Machine 9999.900 9999.900 0.000 Bed comp 0.000 okThe M114 command does not give X and Y positions for some reason. Your help is thanks.
-
@rutku according to RepRap.cpp source, 9999.9 means: Ideally we would report "unknown" or similar for axis positions that are not known because we haven't homed them, but that requires changes to both DWC and PanelDue.
// So we report 9999.9 instead.[ Maybe I made an error in programming somewhere, that after a G1 H2 move the M114 doesn't know the position. Please go on without the M114 and look whether the hotend position is correct my measuring the distance from the X axis. ] => the C parameter reason is more probable
I see another problem: your C parameter is C-90:90:-90:90
which means the arms 1 and 2 cannot have an angle greater than 90 degree. The Step 3 and 4 tests will not work, because they need bigger angles. Please set the C parameter to C-90:180:-90:180. Even your Step 2 test is at the boundary of the 90 degree limit, maybe this is the reason for the M114 9999.9 values.I plan to rework the firmware for a detailed object model (asking for the paramenters in json format), it would be useful imho to report the reasons for angle limit errors also. It's easy to fall into the angle limit traps.
-
@joergs5 said in Five bar Parallel SCARA print area problem:
which means the arms 1 and 2 cannot have an angle greater than 90 degree. The Step 3 and 4 tests will not work, because they need bigger angles. Please set the C parameter to C-90:180:-90:180. Even your Step 2 test is at the boundary of the 90 degree limit, maybe this is the reason for the M114 9999.9 values.
I did what you said. but gave the same mistake. I wrote 270 degrees, gave the same mistake.
config.g
M669 K9 L1 X-95:93 Y0:0 P126:133 D210:213:0:0 B51:90 A15:165:0:360:0:360 C-90:270:-90:270 M208 X-1000:1000 Y-1000:1000 ; set axis minima and maximam114
M114 X:9999.900 Y:9999.900 Z:0.000 E:0.000 E0:0.0 Count 101689 64711 0 Machine 9999.900 9999.900 0.000 Bed comp 0.000 okI'm going on by skipping the M114 command.
-
@rutku yes, please skip. I am curious about the results of your tests!
-
@joergs5 said in Five bar Parallel SCARA print area problem:
Step 3 (check for curved line)
homing✓
run G90 G1 H2 X90 F200 and G90 G1 H2 Y90 F200 and verify that both arms are 90 degree and the hotend is on the X0 line✓
run G90 G1 X0 Y100 F200 and verify that arm 1 rotated counterclockwise by about 10 degree and arm 2 rotated clockwise by about 10 degreeThis command is very strange sounds. I repeat the same action four times. The same sound continued to go out.
Strange Sounds
debug
G90 G1 X0 Y100 F200 constraintsOK => cachedInvalid:0 cachedX0:-29.16 cachedY0:307.49 getInverse => not cantilevered proximalL:126.00 distalL:210.00 xOrigL:-95.00 yOrigL:0.00 x_0:0.00 y_0:100.00 getIntersec firstRadius: 126.00 secondRadius: 210.00 firstX: -95.00 firstY: 0.00 secondX: 0.00 secondY: 100.00 getTurn => turn:-16759.64 = (x2:-206.06 - x1:-95.00) * (y3:100.00 - y1:0.00) - (y2:59.51 - y1:0.00) * (x3:0.00 - x1:-95.00) getTurn => turn:16759.64 = (x2:-29.87 - x1:-95.00) * (y3:100.00 - y1:0.00) - (y2:-107.86 - y1:0.00) * (x3:0.00 - x1:-95.00) getTheta => workmode: 1 thetaA:151.82 thetaB:301.12 proxturnA:-16759.64 proxturnB:-16759.64 getTheta => use: 2 x2: -29.87 y2: -107.86 thetaB: 301.12 x1: -206.06 y1: 59.51 thetaA: 151.82 getInverse => not cantilevered proximalR:133.00 distalR:213.00 xOrigR:93.00 yOrigR:0.00 x_0:0.00 y_0:100.00 getIntersec firstRadius: 133.00 secondRadius: 213.00 firstX: 93.00 firstY: 0.00 secondX: 0.00 secondY: 100.00 getTurn => turn:-17592.40 = (x2:21.18 - x1:93.00) * (y3:100.00 - y1:0.00) - (y2:-111.94 - y1:0.00) * (x3:0.00 - x1:93.00) getTurn => turn:17592.40 = (x2:209.85 - x1:93.00) * (y3:100.00 - y1:0.00) - (y2:63.52 - y1:0.00) * (x3:0.00 - x1:93.00) getTheta => workmode: 1 thetaA:237.32 thetaB:28.53 proxturnA:-17592.40 proxturnB:-17592.40 getTheta => use: 2 x2: 209.85 y2: 63.52 thetaB: 28.53 x1: 21.18 y1: -111.94 thetaA: 237.32 getInverse => cachedInvalid 0 cachedX0:0.00 cachedY0:100.00 cachedX1:0.00 cachedY1:100.00 getInverse => cachedXL:-29.87 cachedYL:-107.86 cachedXR:209.85 cachedYR:63.52 cachedThetaR:28.53 cachedXR:209.85 getInverse => cachedYR:63.52 cachedThetaL:301.12 cachedXL:-29.87 cachedYL:-107.86 getInverse => cachedInvalid:0 x_0:0.00 y_0:100.00 xL:-29.87 yL:-107.86 thetaL:301.12 xR:209.85 yR:63.52 thetaR:28.53 x1:0.00 y1:100.00 constraintsOK => cachedInvalid:0 actuatorAngleLMin:-90.00<0 && thetaL:301.12>actuatorAngleLMax:270.00 constraintsOK => thetaL(-58.88) -=360 constraintsOK => cachedInvalid:0 thetaL:-58.88 < actuatorAngleLMin:-90.00 || thetaL:-58.88 > actuatorAngleLMax:270.00 return false constraintsOK => cachedInvalid:0 actuatorAngleRMin:-90.00<0 && thetaR:28.53>actuatorAngleRMax:270.00 constraintsOK => cachedInvalid:0 thetaR:28.53 < actuatorAngleRMin:-90.00 || thetaR:28.53 > actuatorAngleRMax:270.00 return false getAngle => x1:-29.87 y1:-107.86 x2:0.00 y2:100.00 x3:209.85 y3:63.52 getAngle => angle:88.32 = angle2:350.14 - angle1:261.82 constraintsOK => achedInvalid:0 headAngle:88.32 < headAngleMin:15.00 || headAngle:88.32 > headAngleMax:165.00 isnan(headAngle):0 return false getAngle => x1:-95.00 y1:0.00 x2:-29.87 y2:-107.86 x3:0.00 y3:100.00 getAngle => angle:320.70 = 360 + angle2:81.82 - angle1:121.12 constraintsOK => cachedInvalid:0 angleProxDistL:320.70 < proxDistLAngleMin:0.00 || angleProxDistL:320.70 > proxDistLAngleMax:360.00 isnan(angleProxDistL):0 return false getAngle => x1:93.00 y1:0.00 x2:209.85 y2:63.52 x3:0.00 y3:100.00 getAngle => angle:321.61 = 360 + angle2:170.14 - angle1:208.53 constraintsOK => cachedInvalid:0 angleProxDistR:321.61 < proxDistRAngleMin:0.00 || angleProxDistR:321.61 > proxDistRAngleMax:360.00 isnan(angleProxDistR):0 return false constraintsOK => cachedInvalid:0 cachedX0:0.00 cachedY0:100.00 CartesianToMotorSteps => motorPosX = cachedThetaL:301.12 * stespPermm[X_AXIS]924.44 motorPosY = cachedThetaR:28.53 * stepsPermm[Y_AXIS]924.44 CartesianToMotorSteps => machinePos[0]:0.00 machinePos[1]:100.00 motorPosX:0.00 motorPosY:924.44 CartesianToMotorSteps => XYZ_AXES:3 numVisibleAxes:3ok -
@rutku said in Five bar Parallel SCARA print area problem:
88.32 = angle2:350.14
you can try the same test with L2 mode, but I fear, there is an error in the firmware and I have to setup your configuration and test it myself. The debug code looks like the calculated angle is strange and incorrect. Step 3 is exactly where workmode 1 changes to workmode 2, this may confuse the firmware. It should behave logic however even then, leaving the arms at the top. But your debug seems trying to rotate the arms to the bottom.
Please give me your config.g content and the current homing file. Please tell me which firmware version you use. I'll setup a printer like yours. Give me a few days please until thursday.
If you want to further test your printer, use L1 mode and stay in the positive X region with Y between 50 and140. This should work ok. You can make Step 4 test to test whether segmentation is the reason for your curved lines. If you want, you can experiment with the M669 S and T parameter, please see https://duet3d.dozuki.com/Guide/Five+Bar+Parallel+SCARA/24#s103
When I know the reason, I'll tell you which part of the source to change.
-
@joergs5 said in Five bar Parallel SCARA print area problem:
Please give me your config.g content and the current homing file. Please tell me which firmware version you use. I'll setup a printer like yours. Give me a few days please until thursday.
Ok I'm waiting for you. Thank you so much.
m115 FIRMWARE_NAME: RepRapFirmware for STM32F4 based Boards FIRMWARE_VERSION: 3.2.2_2 ELECTRONICS: STM32F4 FIRMWARE_DATE: 2021-05-02 okconfig.g
; General preferences G90 ; Send absolute coordinates... M83 ; ...but relative extruder moves M552 S1 ; Turn network on M586 P0 S1 ; Enable HTTP M586 P1 S0 ; Enable FTP M586 P2 S0 ; Enable Telnet ; Drives M569 P0 S0 ; Drive 0 (X) goes forwards M569 P1 S0 ; Drive 1 (Y) goes forwards ;M569 P2 S1 ; Drive 2 (Z) goes forwards ;M569 P3 S1 ; Drive 3 (E0) goes forwards M584 X0 Y1 ; set drive mapping M350 X128 Y128 I1 ;S3 ; Configure microstepping with interpolation M669 K9 L1 X-95:93 Y0:0 P126:133 D210:213:0:0 B51:90 A15:165:0:360:0:360 C-90:270:-90:270 M92 X924.444444 Y924.444444 ; Set steps per mm M203 X10000 Y10000 ; maximum speeds mm/minute M566 X15 Y15 ; Set maximum instantaneous speed changes (mm/min) M201 X40 Y40 ; Set accelerations (mm/s^2) M906 X1200 Y1200 ; Set motor currents (mA) and motor idle factor in per cent M84 S0 ; Set idle timeout ; Axis Limits M208 X-1000:1000 Y-1000:1000 ; set axis minima and maxima ; Endstops M574 X1 S1 P"xstop" ; X min active high endstop switch M574 Y2 S1 P"ystop" ; Y min active high endstop switch ;M574 Z0 S1 P"zstop" ; Z min active high endstop switchhome5barscara.g
G91 ; relative positioning G1 H1 X100 Y300 F400 ; move quickly to endstop and stop there (first pass) G1 H1 X300 F400 G1 H1 Y300 F400 G1 H2 X-2 Y-2 F400 ; go back a few degrees G1 H1 X100 F90 ; move slowly to endstop once more (second pass) G1 H1 Y100 F90 ; move slowly to endstop once more (second pass) ;G1 H2 X-5 Y-5 F400 ; go back a few degrees G92 Z0 G90 ; absolute positioning ;G0 X0 Y90 ; move to a reasonable position -
@rutku thank you.
My idea is to introduce a new mode L5, who joins working modes 1, 3 and 4 to one print area. This would allow you to use most of your area of positive Y.
-
@joergs5 An excellent idea. I was thinking about this idea. I didn't mean to do that without running the system. Also are not required offset for X and Y axes?