first layer extrusion (?) issues
-
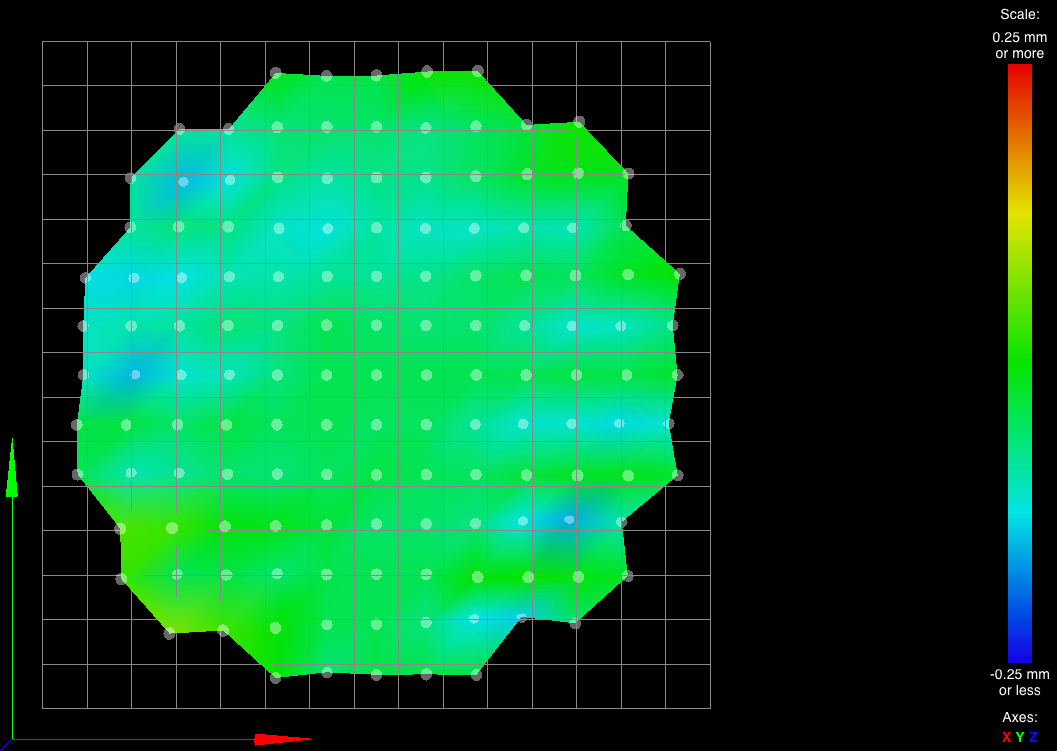
Number of points: 137
Probing radius: 130 mm
Probe area: 530.9 cm²
Maximum deviations: -0.156 / 0.067 mm
Mean error: -0.059 mm
RMS error: 0.041 mm -
it looks like you have a very slight ripple.
see
https://forum.duet3d.com/topic/5175/duet-level-bed-and-g29-32 -
@Veti said in first layer extrusion (?) issues:
it looks like you have a very slight ripple.
That might be the case (though I can't detect any noticeable backlash) - however, I don't quite understand how that might change the extrusion results essentially doing straight lines right next to each others.
-
To be sure, I re-ran the calibration...
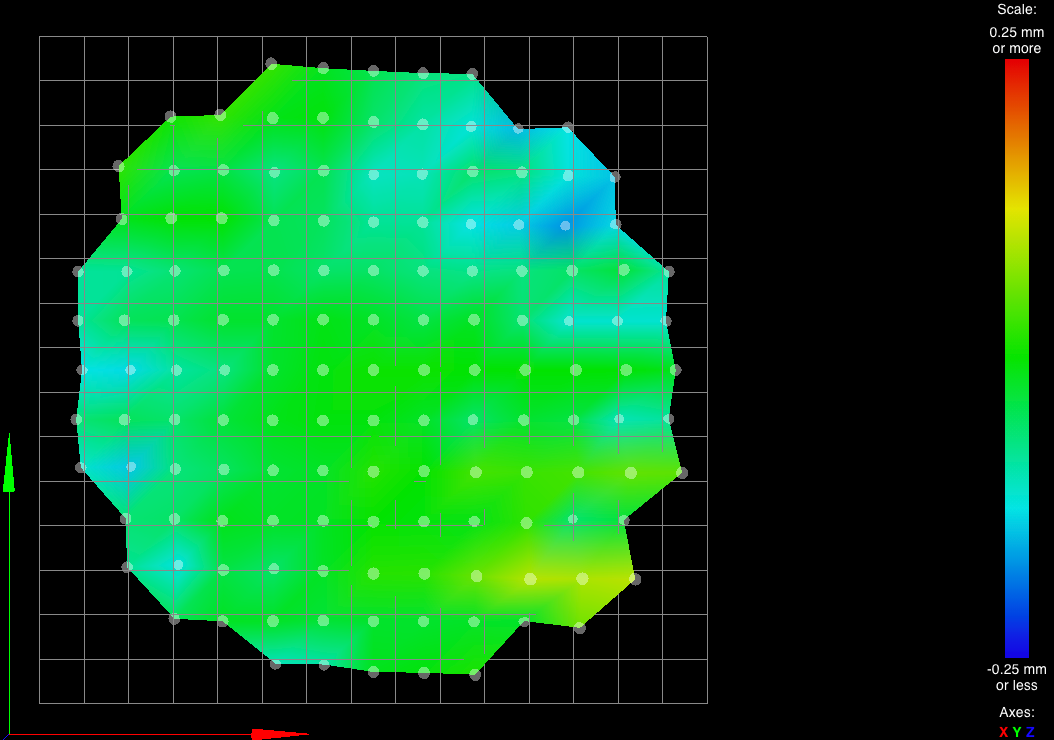
Number of points: 137
Probing radius: 130 mm
Probe area: 530.9 cm²
Maximum deviations: -0.170 / 0.101 mm
Mean error: -0.040 mm
RMS error: 0.052 mm -
the ripple will cause the probing to report higher or lower than it actually is.
this will lift the head slightly, causing less adhesion. resulting in small areas where the filament is not firmly squished to the plate. -
Different part, much simpler geometry. This time I remembered to take some pictures of the first layer.

In the front it looks like there's some kind of ridge forming; behind that, there are something that looks like waves... Maybe overextrusion that's being pushed around back and forth on the hot bead like kneading dough... Don't know.
The second layer is completely smooth (except where that ridge in the middle pushes through a bit). This print will take another hour - I'm curious to see how what I'm seeing on the inside translates to the outside.
-
@vwegert said in first layer extrusion (?) issues:
Maybe overextrusion that's being pushed around back and forth on the hot bead like kneading dough... Don't know.
Yes. Over extrusion. Try babystepping up a bit until it looks smooth throughout.
-
Slowly making progress... First I removed/reduced some extrusion multipliers and perimeter/infill overlaps - that did help to reduce the issue a bit, but not remove it entirely. Same with increasing the first layer height. At this point, the central "ridge" that started right at the beginning was gone, but the "sand dunes" across the length of the piece with the weird extrusion patterns underneath (image number 4 above) were even more pronounced.
Temporarily disabling the mesh calibration did NOT help. I doubt at the moment that the mesh calibration has got something to do with it.
With an initial layer height of 0.36, I've had to babystep up an additional 0.15 mm to have any noticeable effect on the "sand dunes". Only at 0.36+0.2 mm did the pattern disappear entirely, but then I ran into the problem that the perimeters and infill disconnected again.
At this point, I was wondering why the second layer always worked so much better than the first one. I still had a a speed reduction for the first layer in my profile; since I do not have any model adhesion issues I know of, I removed that and was able to get an improved, but not perfect result with "only" +0.1 mm babystepping.
At the moment I can't really see what's happening during the print - I'll have to see whether I can convince the slicer to produce the infill back to front or rotate the entire g-code somehow.
-
@vwegert Have you tried to clean your print bed ? For me, it looks like that you have some fat or oil on the bed
-
@SIam said in first layer extrusion (?) issues:
@vwegert Have you tried to clean your print bed ? For me, it looks like that you have some fat or oil on the bed
I usually clean the print bed once every 5 prints or so. I just cleaned and de-greased it again, with very little effect.