problems with pressure advance calibration
-
@Veti Thanks. Printing your modified test cube now.
I set M201 X500 Y500 in config.g
Sliced the cube as per the instructions. 100mm/s, 0.3 layer height, 0% infill, and M572 D0 S{layer_z*0.02} in the layer change g-code.
the only slight alteration I made was to ensure the later changes were in the middle fo a face, not at the corner. I think its easier to identify the correct pressure advance this way.
-
depending on the quality of your bowden tube you might need to go above 1 as 650mm is quite long
and you dont need infill for the test qube
-
thanks. It was just the top layers I forgot to set to 0. Infill is already 0 with 3 walls.
-
 )
) -
that doesnt look to good to begin with.
about the middle looks a bit better then the rest.
-
@nick9one1 said in problems with pressure advance calibration:
M566 X820.00 Y820.00 Z24.00 E300.00
Increase your E jerk. Try 3000.
-
thanks. Increased Ejerk to 3000 and printing again, but only 2 walls this time for speed.
The previous print was 100mm/s

-
Looking much better at 3000 e jerk. Thanks for that tip.
Around halfway looks about the best.
I can see the right side of each new layer is changes but not the end of previous layer -how do I tune this? )
) -
Run another test but zero in on the area from the middle area and use finer steps between jumps.
For the bulge from layer change you can also increase your Z axis jerk and accel a bit more. Try M566 Z60 and M201 Z200 or higher.
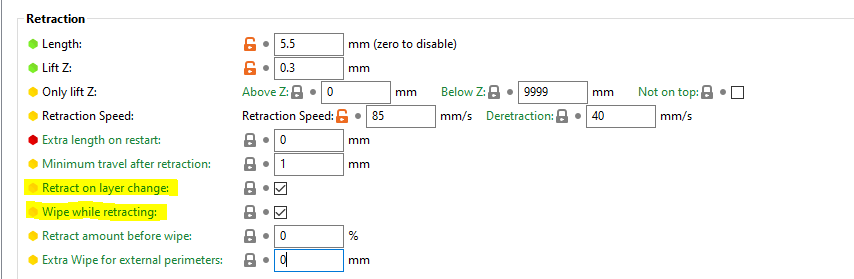
Do you have retract on layer change enabled in the slicer as well? That can help.
-
@Phaedrux said in problems with pressure advance calibration:
retract on layer change
Thank you. Yes I have retract on layer change enabled
I've changed the z values you suggested and set the slicer to start the pressure advance at 0.035 in increments to 0.055. Printing now
")
-
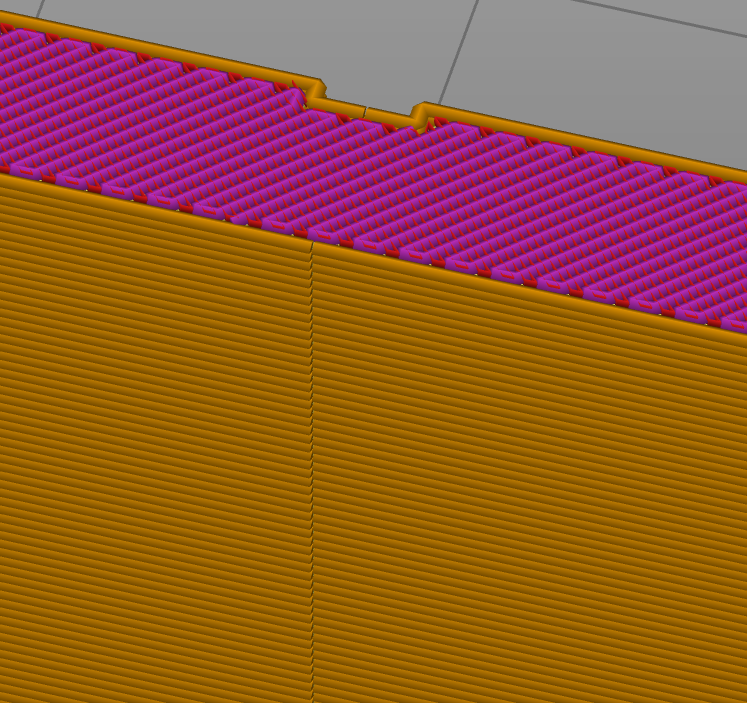
I'm definitely getting closer..
I think pressure advance is well tuned now, but I still have extra extrusion on the left.
This is with ;
M566 Z90
M201 Z300my original settings were;
M566 Z24
M201 Z100
-
Turn off wipe while retracting and re-run the test.