First Layer and Extrusion Problems
-
that sounds like a wiring probem
-
@Veti i tought, perhaps its the standard and would be better for compatibility or troubleshoooting reasons...
-
@Frederik
no the standard is 0,0 is bottom left. -
@Veti ok , one moment i will check it with my multimeter... could it be a bad crimp ?
-
@Frederik said in First Layer and Extrusion Problems:
I could only mount the Endstop on the left side of my carriage and the Y Endstop is at the back
Hi,
The location of the end stop sensors do not determine where 0, 0 is located.
End stop sensors are used during homing, true, but they only "tell" the firmware the hardware is in a known location, which may be at the axis min, the axis max or somewhere else.
It is common to have 0, 0 at the left front corner of the bed. Another option is to have 0, 0 at the center of the bed - that is the what I do.
Frederick
-
@fcwilt Ah ok, now i got it
")
-
so, now to a new start... nozzle free again, probe working (was a light loose crimp pin on the black wire)
-
ok ,looks good so far. i startet my first 20mm xyz test cube
fingers crossed , i hope it will run through without clogging -
This is my very first successful Print:
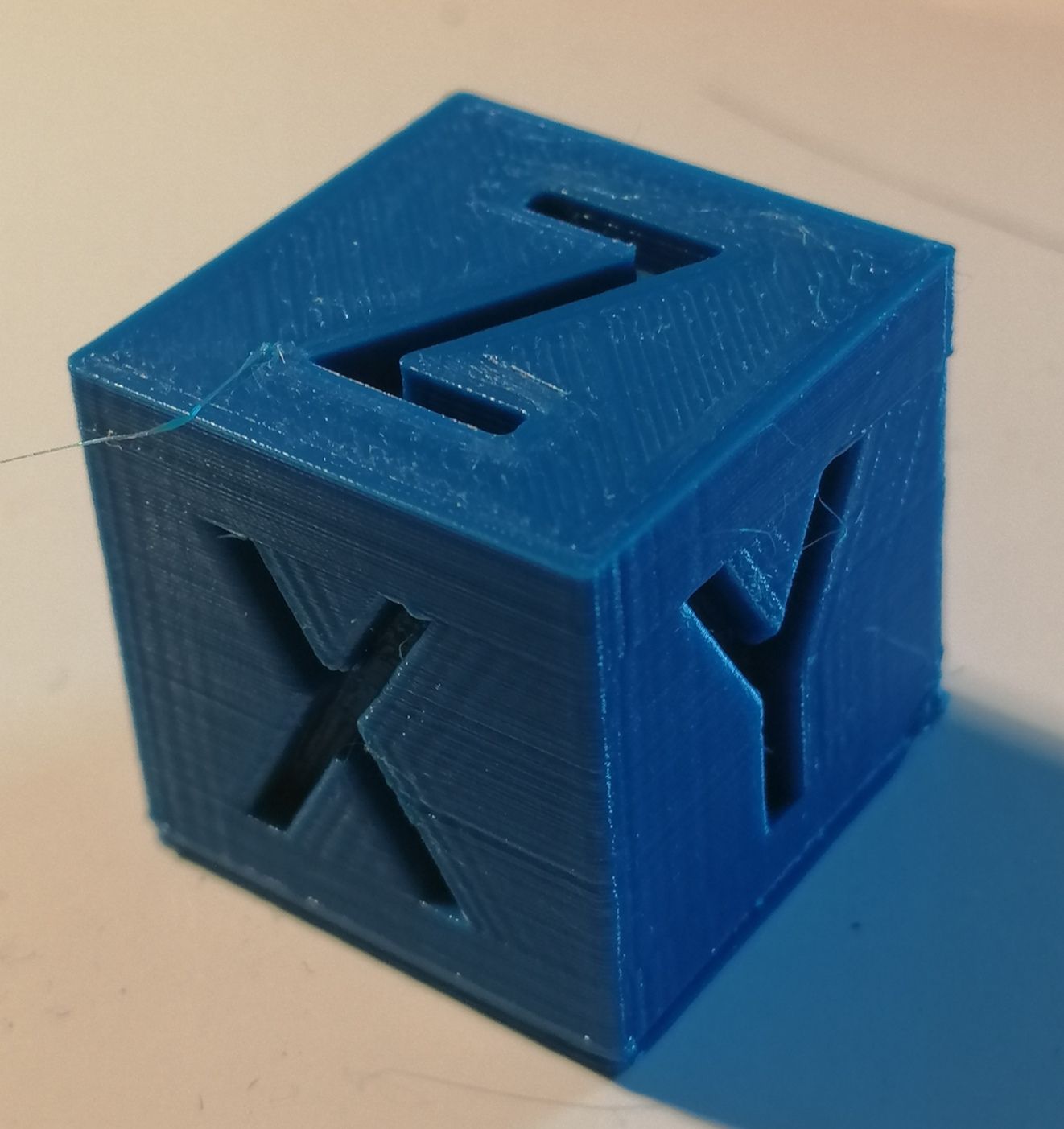
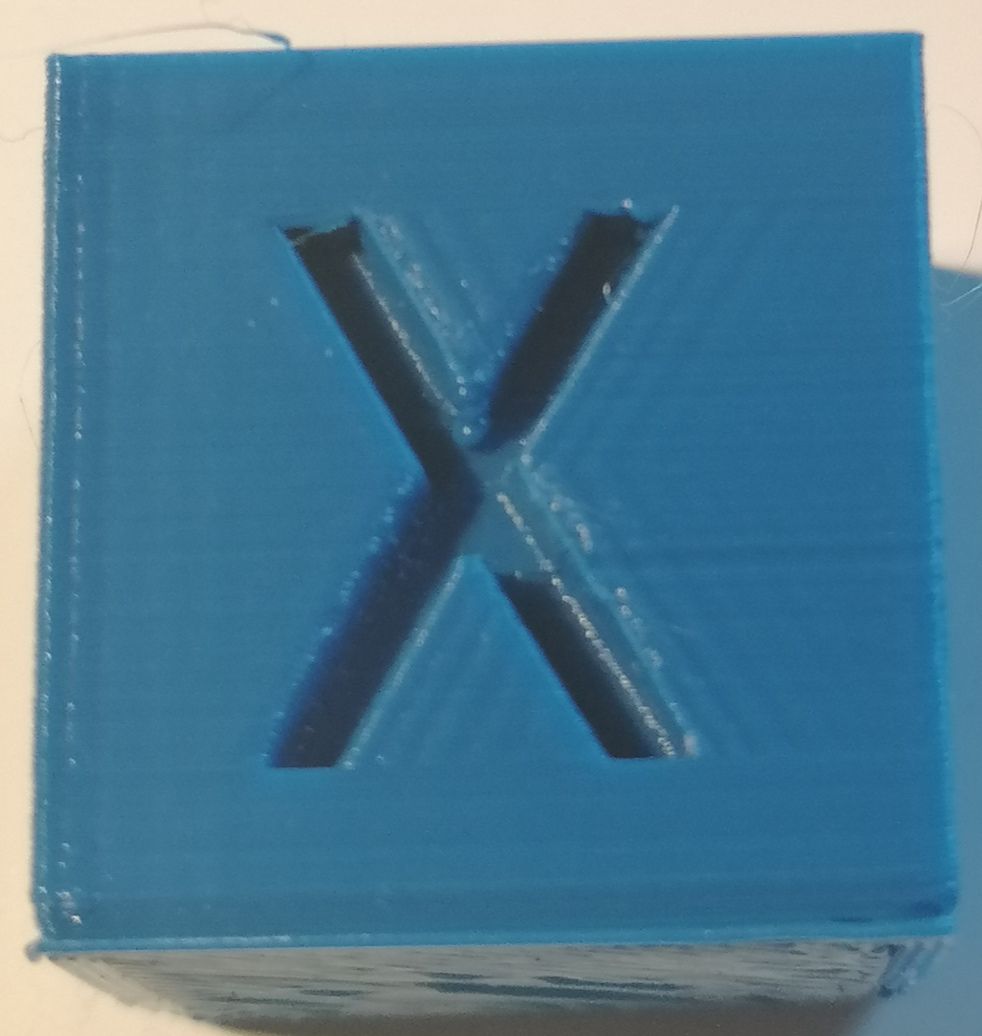
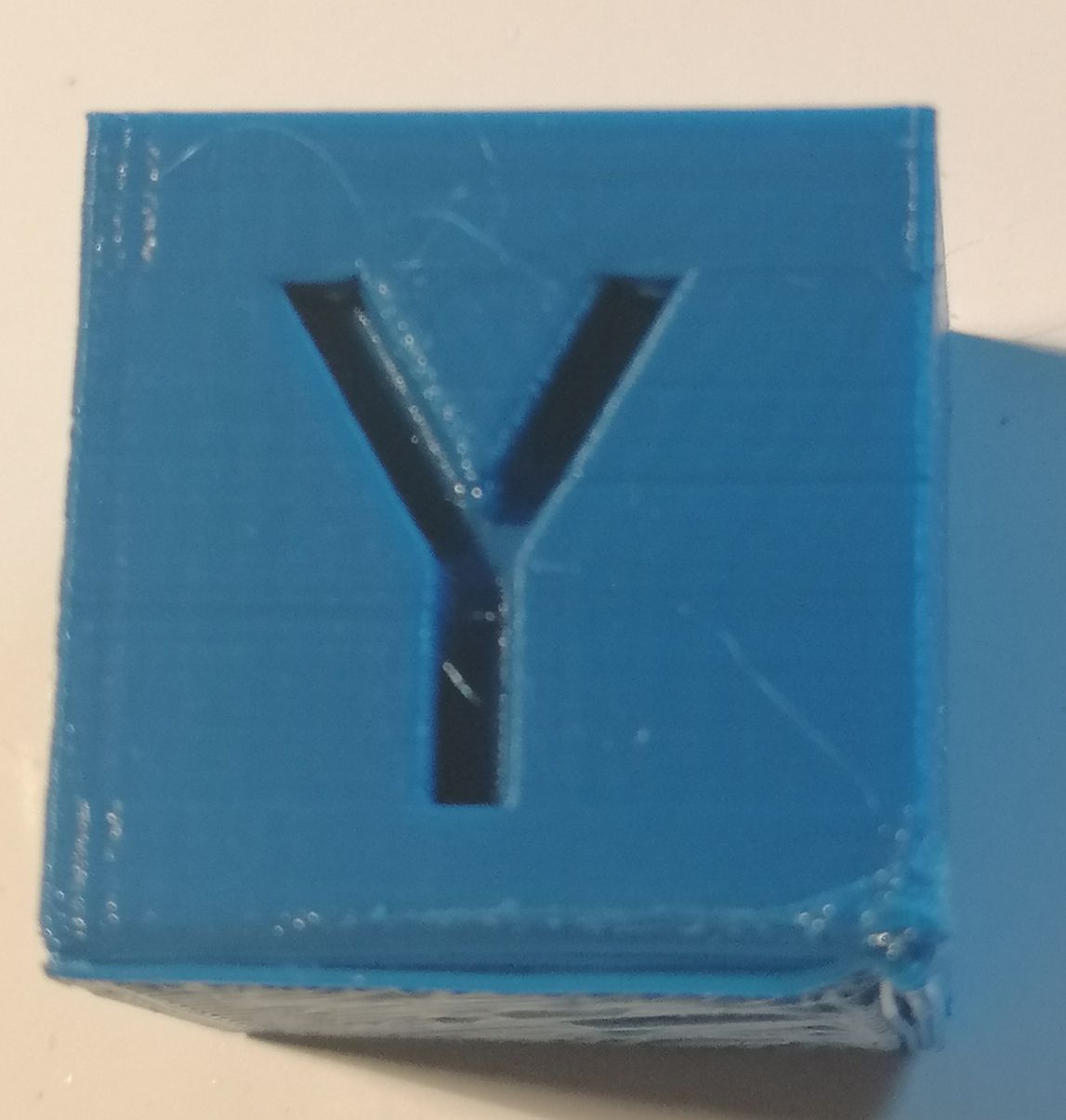
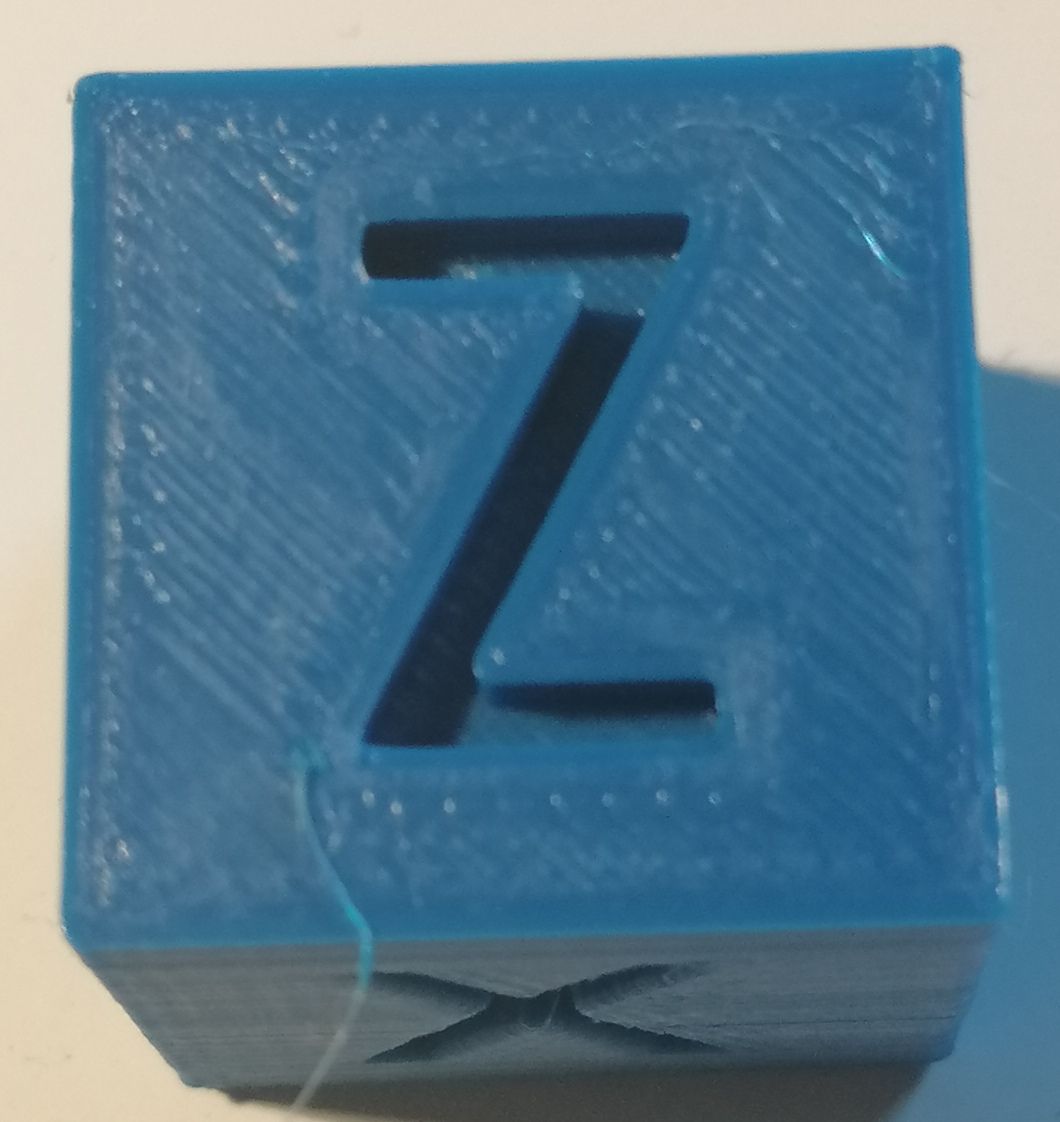
It should be 20x20x20
And the actual dimensions areX 20.10 MM WITH STEPS 160
Y 20.10 MM EITH STEPS 160
Z 20.40 MM WITH STEPS 400 -
you have not calibrated you e steps yet
-
@Veti i forgot E 830
-
@Frederik said in First Layer and Extrusion Problems:
i forgot E 830
i dont know what you mean by that
here is a guide on how to calibration it
https://duet3d.dozuki.com/Guide/Ender+3+Pro+and+Duet+Maestro+Guide+Part+4:+Calibration/40#s165 -
@Veti My extruder steps are correct. 100mm are 100mm
-
the bottom looks a bit strange, did you enable raft?
-
@Veti brim was activated. but i´m struggling with the z offset a little bit. sometimes its really good , on the next try its scrubbing over the bed.
The cube was also printed on the backside of my buildplate. not the pei side to avoid any additional damage to my surface.
i adjusted the bed to the subframe assembly with my digital calipers to ~ 0.05mm equal distances.
then i checked my bltouch mountig if it is perpenticular to the bed. that is also good.
then i homed z.
after that a true bed level with G32
another G32Then mesh compensation with G29 and another G32 to Load the new Heightmap.
Now im testing with ABS Filament. because the pla before was constantly clogging in the heatbreak.
i adjustet my retraction to 1mm with 25mm/s speed and will see if it will be better. i have zero stringing with these settings.
-
@Frederik said in First Layer and Extrusion Problems:
after that a true bed level with G32
another G32
Then mesh compensation with G29 and another G32 to Load the new Heightmap.that is not a good idea. the G32 after the G29 will mess up the mesh. also after running G32 you need to establish a new Z
-
@Veti oh, I didn't know that. Then I won´t do a G32 after the G28 anymore
is the software handling everything after the G32 automatically from the heightmap every time I start a new print?
-
@Veti said in First Layer and Extrusion Problems:
that is not a good idea. the G32 after the G29 will mess up the mesh. also after running G32 you need to establish a new Z
If you have a bed.g like below you already re-establish the Z datum all in one go.......
; bed.g ; ; called to perform automatic bed compensation via G32 ; G28 ; Home all G30 P0 X2 Y-2 Z-99999 ; Probe near the front left lead-screw G30 P1 X152 Y278 Z-99999 ; Probe near the rear lead screw G30 P2 X290 Y-2 Z-99999 S3 ; Probe near the front right lead-screw G30 P0 X2 Y-2 Z-99999 ; Probe near the front left lead-screw (Second Pass) G30 P1 X152 Y278 Z-99999 ; Probe near the rear lead screw (Second Pass) G30 P2 X290 Y-2 Z-99999 S3 ; Probe near the front right lead-screw (Second Pass) G91 ; Switch to relative positioning moves G1 H2 Z5 F8000 ; Drop the Z axis (the bed) by 5mm relative to its current position G90 ; Revert back to absolute positioning moves G1 X160 Y155 F8000 ; Position the nozzle at the centre of the bed G30 ; Probe and set the height as probed G29 S1 P"heightmap.csv" ; Load the height map -
@Frederik said in First Layer and Extrusion Problems:
@Veti oh, I didn't know that. Then I won´t do a G32 after the G28 anymore
G32 must be initiated AFTER the printer has homed all axises otherwise the printer has NO reference to work from.
Here is what the Duet G-Code dozuki lists G28 & G32 as :
G28 Home
Example
G28 ; Home all axes
The purpose of homing is to allow the printer to obtain a reference of where it is in space.
G32: Run bed.g macro
ParametersNone
Example
G32:
The firmware executes macro file bed.g. This macro normally uses G30 commands to probe the bed and then perform auto calibration of a delta printer (see Calibrating a delta printer), or perform bed leveling by moving the Z leadscrews independently, or display the manual corrections needed to the bed levelling screws.
So if you do not carry out G28 before you attempt to carry out G32 you will receive and error message ; Not enough axises homed
Unless the printer was already homed which is what G28 does anyway.....
-
@CaLviNx Thank you, then i think is everything ready. i startet to print a fanchroud out of ABS. im very curious how it comes out.
what would i have to change in my config.g to use a capazitive sensor with 3 wires ?
is the connection on the duet 3 like: +5V, GND, and io.in ?
what musst be changed in these lines ?
; Z-Probe M950 S0 C"io7.out" ; create servo pin 0 for BLTouch M558 P9 C"^io7.in" H5 F120 T6000 ; set Z probe type to bltouch and the dive height + speeds G31 P500 X0 Y0 Z1.8 ; set Z probe trigger value, offset and trigger heightthe last point , i want to change my mechanical endstop switches to optical ones.
But what i am doing, the endstopps are lighting up but i cant get them to trigger.i´ve got 2 different ones.
one with high level when no trigger
and one with low level when no trigger
but i cant get the mo work