First Layer and Extrusion Problems
-
I dont know where i can change the offset ?
Do i have to add a command after the BLTouch Lines or change the trigger height ?The dozuki only says to change the G31 , but how ?!?
-
in config.g :
G31 P500 X-26 Y2 Z2.5 <= modify the Z, increase value for reduce height of nozzle -
ok thanks , one moment i will try it
-
Is the Right way to do a bed leveling:
first G32
then G 28
and then adjusting for the right layer height ?This is my First Printer build
")
-
G29 S1 ; Load previously set bed map
this should not be in the config.g
the mesh should be loaded after you have established z=0
so a good place is the start of your slicer g code
for the offset see
https://duet3d.dozuki.com/Wiki/Test_and_calibrate_the_Z_probe#Section_Calibrate_the_Z_probe_trigger_height -
when i run first a true bed level and then a bed mesh compensation i get the following heightmap:
RepRapFirmware height map file v2 generated at 2020-11-20 14:53
xmin,xmax,ymin,ymax,radius,xspacing,yspacing,xnum,ynum
0.00,340.00,0.00,370.00,-1.00,20.00,20.00,18,19
2.000, 1.878, 1.875, 1.890, 1.685, 1.642, 1.517, 1.442, 1.358, 1.253, 1.180, 1.145, 1.135, 1.138, 1.160, 1.177, 1.250, 1.333
1.715, 1.562, 1.735, 1.757, 1.603, 1.550, 1.423, 1.320, 1.240, 1.132, 1.075, 1.030, 1.020, 1.020, 1.048, 1.062, 1.105, 1.183
1.683, 1.645, 1.835, 1.725, 1.558, 1.397, 1.267, 1.160, 1.070, 1.010, 0.943, 0.925, 0.910, 0.922, 0.975, 1.005, 1.022, 1.100
1.635, 1.677, 1.760, 1.573, 1.440, 1.302, 1.163, 1.052, 0.970, 0.905, 0.847, 0.815, 0.802, 0.815, 0.855, 0.892, 0.930, 1.010
1.603, 1.555, 1.608, 1.442, 1.285, 1.150, 1.060, 0.953, 0.833, 0.755, 0.712, 0.690, 0.685, 0.695, 0.730, 0.770, 0.818, 0.927
1.483, 1.513, 1.510, 1.255, 1.155, 1.025, 0.943, 0.828, 0.795, 0.685, 0.597, 0.578, 0.573, 0.578, 0.613, 0.653, 0.722, 0.812
1.440, 1.442, 1.358, 1.160, 0.998, 0.858, 0.715, 0.642, 0.648, 0.542, 0.507, 0.507, 0.510, 0.533, 0.557, 0.610, 0.675, 0.775
1.478, 1.415, 1.267, 1.017, 0.917, 0.797, 0.743, 0.680, 0.615, 0.605, 0.432, 0.413, 0.420, 0.440, 0.455, 0.505, 0.573, 0.677
1.355, 1.205, 1.100, 0.875, 0.770, 0.672, 0.648, 0.590, 0.523, 0.417, 0.307, 0.300, 0.312, 0.333, 0.352, 0.392, 0.455, 0.555
1.212, 1.145, 0.953, 0.783, 0.632, 0.550, 0.560, 0.490, 0.360, 0.280, 0.203, 0.208, 0.225, 0.233, 0.238, 0.292, 0.352, 0.453
1.112, 1.010, 0.820, 0.632, 0.493, 0.390, 0.395, 0.347, 0.243, 0.158, 0.092, 0.100, 0.127, 0.120, 0.127, 0.163, 0.215, 0.333
1.005, 0.875, 0.705, 0.480, 0.358, 0.243, 0.212, 0.165, 0.115, 0.045, -0.010, 0.005, 0.010, 0.007, 0.012, 0.047, 0.097, 0.212
0.913, 0.750, 0.557, 0.318, 0.233, 0.108, 0.057, -0.002, -0.062, -0.110, -0.153, -0.148, -0.132, -0.137, -0.108, -0.068, 0.005, 0.095
0.797, 0.625, 0.425, 0.248, 0.127, -0.012, -0.097, -0.160, -0.220, -0.270, -0.283, -0.288, -0.270, -0.265, -0.227, -0.158, -0.105, -0.023
0.698, 0.483, 0.167, 0.115, -0.005, -0.145, -0.248, -0.302, -0.368, -0.440, -0.453, -0.475, -0.470, -0.430, -0.387, -0.315, -0.265, -0.182
0.500, 0.312, 0.070, -0.078, -0.193, -0.310, -0.408, -0.467, -0.552, -0.592, -0.575, -0.573, -0.578, -0.547, -0.495, -0.427, -0.350, -0.267
0.358, 0.160, -0.092, -0.172, -0.295, -0.415, -0.500, -0.573, -0.642, -0.665, -0.627, -0.595, -0.637, -0.640, -0.583, -0.515, -0.438, -0.347
0.265, 0.068, -0.240, -0.307, -0.420, -0.557, -0.640, -0.690, -0.735, -0.715, -0.660, -0.653, -0.730, -0.743, -0.698, -0.627, -0.542, -0.432
0.105, -0.070, -0.250, -0.320, -0.557, -0.677, -0.762, -0.797, -0.802, -0.773, -0.743, -0.795, -0.852, -0.833, -0.752, -0.670, -0.625, -0.517 -
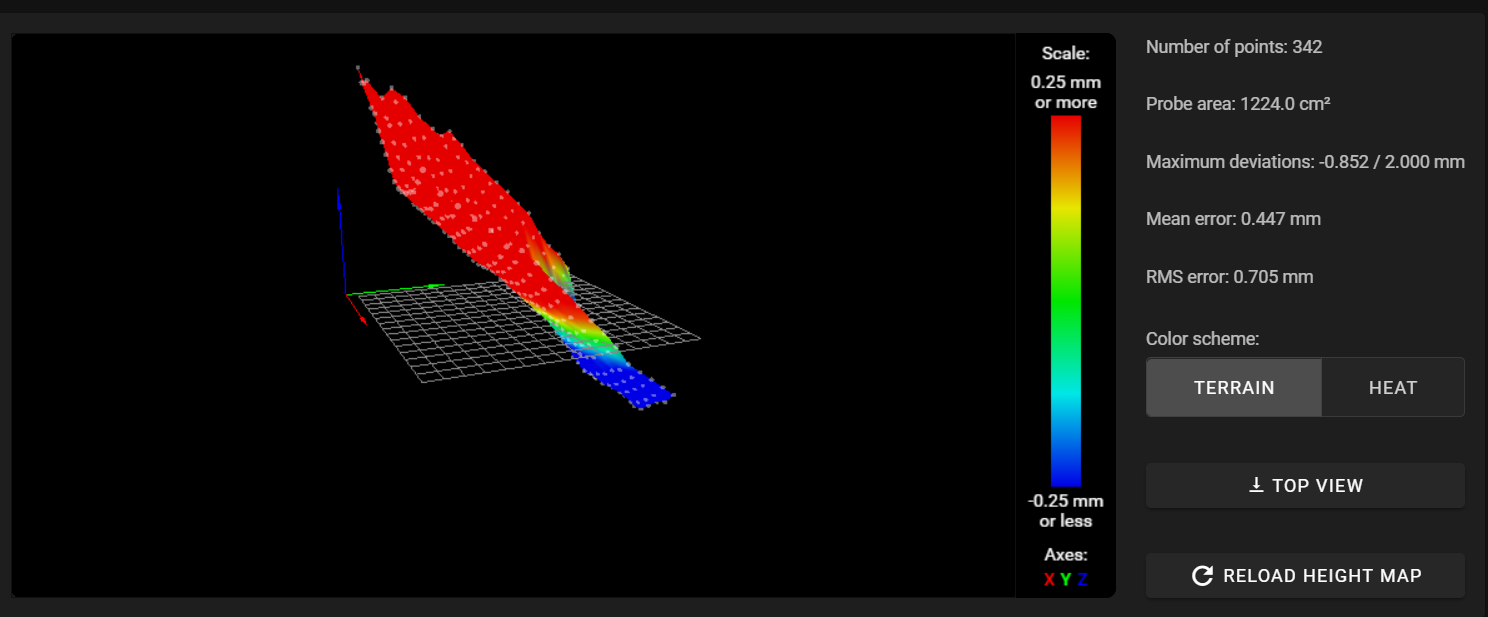
That is the orresponding height map picture from my DWC
-
post the output of 3 consecutive G32.
most likely your motor order is wrong
-
1.G32
Leadjustments made: -2.618 -0.246 -0.521, points used 3, (mean, deviation) before (-0.997, 0.862) after (0.000, 0.000)2.G32
Leadscrew adjustments made: -0.054 1.112 0.200, points used 3, (mean, deviation) before (0.399, 0.459) after (-0.000, 0.000)3.G32
Leadscrew adjustments made: 0.044 0.756 -0.011, points used 3, (mean, deviation) before (0.228, 0.321) after (0.000, 0.000) -
i´ve checked the cabling.
left front spindle is connected to driver 2
back center spindle to driver 3
right front spindle to driver 4 -
Hi,
Do you lead screws really have pitch of 1.25?
Regards bed.g:
I'm not sure what having two P parameters is going to do to your bed leveling.
Why did you add the second P1.25?
Frederick
-
@fcwilt said in First Layer and Extrusion Problems:
Do you lead screws really have pitch of 1.25?
he has z400. where did you see 1.25 leadscrew?
M92 X160.00 Y160.00 Z400.00 E830.00 ; set steps per mm -
@Frederik said in First Layer and Extrusion Problems:
1.G32
Leadjustments made: -2.618 -0.246 -0.521, points used 3, (mean, deviation) before (-0.997, 0.862) after (0.000, 0.000)
2.G32
Leadscrew adjustments made: -0.054 1.112 0.200, points used 3, (mean, deviation) before (0.399, 0.459) after (-0.000, 0.000)
3.G32
Leadscrew adjustments made: 0.044 0.756 -0.011, points used 3, (mean, deviation) before (0.228, 0.321) after (0.000, 0.000)that seems to be converging. can you run a g29 now and post the picture
-
@Veti said in First Layer and Extrusion Problems:
@fcwilt said in First Layer and Extrusion Problems:
Do you lead screws really have pitch of 1.25?
he has z400. where did you see 1.25 leadscrew?
M92 X160.00 Y160.00 Z400.00 E830.00 ; set steps per mmSee his bed.g file.
He has two P parameters for each G30. Not sure if that is messing things up or not.
Frederick
-
good catch.
yes the second P1.25 parameter should be removed. this is not a valid parameter for G30
your pitch is 8mm btw. -
@Veti said in First Layer and Extrusion Problems:
your pitch is 8mm btw.
How can we be sure the pitch is 8mm? The config values might be wrong. Maybe the comment in bed.g is correct?
Clarification is needed from the OP.
Frederick
Printers: a small Utilmaker style, a small CoreXY and a E3D MS/TC setup. Various hotends. Using Duet 3 hardware running 3.4.6
-
ok ,i have changed it.
is it possible to create a homez.g file where it automatically probes the bed on three points and enable compensation ?
perhaps like :
; homez.g
; called to home the Z axis
;
; generated by RepRapFirmware Configuration Tool v3.1.7 on Wed Nov 18 2020 18:04:17 GMT+0100 (Mitteleuropäische Normalzeit)G91 ; relative positioning
G1 H2 Z5 F6000 ; lift Z relative to current position
G90 ; absolute positioning
G1 X240 Y220 F6000 ; go to first probe point
G32 ; home Z by True bed leveling 3 points in bed.gor do i have to include the three positions like
G91 ; relative positioning
G1 H2 Z5 F6000 ; lift Z relative to current position
G90 ; absolute positioning
G1 X240 Y220 F6000 ; go to first probe point
G30 P0 X330 Y240 Z-9999 ; Front Left
G30 P1 X150 Y0 Z-9999 ; Middle Back
G30 P2 X0 Y248 Z-9999 S3 ; Front Right and compensate 3mm -
create a macro that calls G28 and G32
-
@fcwilt said in First Layer and Extrusion Problems:
How can we be sure the pitch is 8mm?
i cant, but there is a very high chance that isnt a M8 metric lead screw.
-
@Frederik said in First Layer and Extrusion Problems:
is it possible to create a homez.g file where it automatically probes the bed on three points and enable compensation ?
Yes.
But let's get some terminology straight - bed leveling is not homing.
Bed leveling does what the term suggests - it tries to level the bed.
Homing is the process of determining that an axis has moved to some known position "telling" the firmware where the hardware actually is.
Generally you need to:
- home Z using G28 Z
- level the bed using G32 and a correctly created bed.g file
- set the Z=0 datum using a single G30 and the correct position for the probe point
- load the height map (if you have created one) using G29 S1