When start a print the z axis goes up indefinately after homing
-
Can you post your homeall.g?
Can you post the entire gcode file or at least the first 50 or so lines of it?
Can you send M122 and post the results?
Can you send M98 P"config.g" and post the results? -
Homeall.g
; 0:/sys/homeall.g
; Home X, Y, and Z axisM98 P"current-sense-homing.g" ; Ensure the current and sensitivity is set for homing routines.
; !!! If using Pinda, comment-out the following two lines
;M280 P0 S160 ; BLTouch, alarm release.
;G4 P100 ; BLTouch, delay for the release command.G91 ; Set relative positioning.
G1 Z3 F800 H2 ; Lift the Z axis 3mm.; HOME X
G1 H0 X5 F1000 ; Move slowly away.
G1 H1 X-255 F3000 ; Move quickly to the X endstop.
G1 H0 X5 F1000 ; Move slowly away.
G1 H1 X-255 F3000 ; Move quickly to the X endstop, a second check.; HOME Y
G1 H0 Y5 F1000 ; Move slowly away.
G1 H1 Y-215 F3000 ; Move quickly to the Y endstop.
G1 H0 Y5 F1000 ; Move slowly away.
G1 H1 Y-215 F3000 ; Move quickly to the Y endstops, a second check.; HOME Z
G1 H2 Z2 F2600 ; Raise the Z axis 2mm to ensure it is above the Z probe trigger height.
G90 ; Set absolute positioning mode.
G1 X8 Y4 F6000 ; Go to the sensor point closest to 0,0M558 F1000 A1 ; Set the Z-probe to fast for the first pass.
G30 ; Perform Z probing.
G1 H0 Z5 F400 ; Lift the Z axis to the 5mm position.M558 F50 A5 S-1 ; Set the Z-probe to slow for the second pass, take 5 probes and yield the average.
G30 ; Perform Z probing.
G1 H0 Z5 F400 ; Lift the Z axis to the 5mm position.M558 F200 A1 ; Set the Z-probe to normal speed.
G Code file:
; generated by Slic3r 1.3.0 on 2020-11-13 at 17:11:15; external perimeters extrusion width = 0.44mm (1.84mm^3/s)
; perimeters extrusion width = 0.56mm (4.75mm^3/s)
; infill extrusion width = 0.50mm (5.61mm^3/s)
; solid infill extrusion width = 0.56mm (1.58mm^3/s)
; top infill extrusion width = 0.56mm (1.19mm^3/s)M107
M190 S65 ; set bed temperature and wait for it to be reached
M104 S210 ; set temperature
G28 ; home all axes; Filament gcode
M109 S210 ; set temperature and wait for it to be reached
G21 ; set units to millimeters
G90 ; use absolute coordinates
M83 ; use relative distances for extrusion
G1 Z0.180 F7800.000
G1 E-2.00000 F2400.00000
G1 X109.898 Y90.746 F7800.000
G1 E2.00000 F2400.00000
G1 F1800
G1 X111.651 Y89.263 E0.05689
G1 X113.805 Y88.466 E0.05689
G1 X115.000 Y88.357 E0.02973
G1 X135.000 Y88.357 E0.49543
G1 X137.262 Y88.754 E0.05689
G1 X139.254 Y89.898 E0.05689
G1 X140.737 Y91.651 E0.05689
G1 X141.534 Y93.805 E0.05689
G1 X141.643 Y95.000 E0.02973
G1 X141.643 Y115.000 E0.49543
G1 X141.246 Y117.262 E0.05689
G1 X140.102 Y119.254 E0.05689
G1 X138.349 Y120.737 E0.05689
G1 X136.195 Y121.534 E0.05689
G1 X135.000 Y121.643 E0.02973
G1 X115.000 Y121.643 E0.49543
G1 X112.738 Y121.246 E0.05689
G1 X110.746 Y120.102 E0.05689
G1 X109.263 Y118.349 E0.05689
G1 X108.466 Y116.195 E0.05689
G1 X108.357 Y115.000 E0.02973
G1 X108.357 Y95.000 E0.49543
G1 X108.754 Y92.738 E0.05689
G1 X109.868 Y90.798 E0.05540
G1 X110.216 Y90.868 F7800.000
G1 F1800M122
=== Diagnostics ===
RepRapFirmware for Duet 2 WiFi/Ethernet version 3.1.1 running on Duet WiFi 1.02 or later
Board ID: 08DGM-956GU-DGMSN-6JTDG-3SJ6Q-9AN3D
Used output buffers: 3 of 24 (20 max)
=== RTOS ===
Static ram: 27980
Dynamic ram: 93880 of which 44 recycled
Exception stack ram used: 264
Never used ram: 8904
Tasks: NETWORK(ready,384) HEAT(blocked,1224) MAIN(running,1824) IDLE(ready,80)
Owned mutexes: WiFi(NETWORK)
=== Platform ===
Last reset 04:43:42 ago, cause: software
Last software reset at 2020-11-13 17:20, reason: User, spinning module GCodes, available RAM 8496 bytes (slot 2)
Software reset code 0x0003 HFSR 0x00000000 CFSR 0x00000000 ICSR 0x0441f000 BFAR 0xe000ed38 SP 0xffffffff Task MAIN
Error status: 0
MCU temperature: min 33.8, current 34.3, max 35.5
Supply voltage: min 12.0, current 12.2, max 12.4, under voltage events: 0, over voltage events: 0, power good: yes
Driver 0: standstill, SG min/max not available
Driver 1: standstill, SG min/max not available
Driver 2: standstill, SG min/max not available
Driver 3: standstill, SG min/max not available
Driver 4: standstill, SG min/max not available
Date/time: 2020-11-13 22:03:57
Cache data hit count 4294967295
Slowest loop: 7.43ms; fastest: 0.13ms
I2C nak errors 0, send timeouts 0, receive timeouts 0, finishTimeouts 0, resets 0
=== Storage ===
Free file entries: 10
SD card 0 detected, interface speed: 20.0MBytes/sec
SD card longest read time 3.9ms, write time 0.0ms, max retries 0
=== Move ===
Hiccups: 0(0), FreeDm: 169, MinFreeDm: 169, MaxWait: 0ms
Bed compensation in use: none, comp offset 0.000
=== MainDDARing ===
Scheduled moves: 0, completed moves: 0, StepErrors: 0, LaErrors: 0, Underruns: 0, 0 CDDA state: -1
=== AuxDDARing ===
Scheduled moves: 0, completed moves: 0, StepErrors: 0, LaErrors: 0, Underruns: 0, 0 CDDA state: -1
=== Heat ===
Bed heaters = 0 -1 -1 -1, chamberHeaters = -1 -1 -1 -1
Heater 1 is on, I-accum = 0.0
=== GCodes ===
Segments left: 0
Movement lock held by null
HTTP is idle in state(s) 0
Telnet is idle in state(s) 0
File is idle in state(s) 0
USB is idle in state(s) 0
Aux is idle in state(s) 0
Trigger is idle in state(s) 0
Queue is idle in state(s) 0
Daemon is idle in state(s) 0
Autopause is idle in state(s) 0
Code queue is empty.
=== Network ===
Slowest loop: 202.63ms; fastest: 0.09ms
Responder states: HTTP(2) HTTP(0) HTTP(0) HTTP(0) FTP(0) Telnet(0), 0 sessions
HTTP sessions: 1 of 8- WiFi -
Network state is active
WiFi module is connected to access point
Failed messages: pending 0, notready 0, noresp 1
WiFi firmware version 1.23
WiFi MAC address 84:0d:8e:b2:f1:f1
WiFi Vcc 3.35, reset reason Unknown
WiFi flash size 4194304, free heap 22976
WiFi IP address 192.168.1.21
WiFi signal strength -49dBm, reconnections 0, sleep mode modem
Socket states: 0 0 0 0 0 0 0 0
M98 P"config.g"
HTTP is enabled on port 80
FTP is enabled on port 21
TELNET is disabled - WiFi -
-
your config seems out of order.
compare that to the base line from the site you linked
https://github.com/rkolbi/RRF-machine-config-files/blob/master/Prusa MK3s/sys/config.gyou are missing the speed settings
and you moved the current before the definition.
the order of these commands is importantjust one example
M906 This command must be later in config.g than any M584 command.
i would suggest you start of with the base again and make the changes without changing the order.
incidentally that part is also incorrect the the base config -
@Veti
thanks for pointing that out. I will try that and get back to you. -
I believe I have gone through and made the appropriate changes but i am still having the same issue. I think it has something to do with incorrectly setting the Z endstop. I am using a Pinde v1 probe for the z endstop which works correctly for the homing. Below is my new config.f
; 0:/sys/config.g
; Configuration file for MK3s Duet WiFi, firmware version 3.11
; Go to https://github.com/rkolbi/RRF-machine-config-files/blob/master/Prusa MK3s/Duet-MK3s.pdf
; for corresponding wiring information.; General preferences
G90 ; Set absolute coordinates
M83 ; Set relative extruder moves
M550 P"Prusa Duet" ; Set printer name; Network
M551 P"3D" ; Set password
M552 S1 ; Enable network
M586 P0 S1 ; Enable HTTP
M586 P1 S1 ; Enable FTP
M586 P2 S0 ; Disabled Telnet
M575 P1 S1 B38400 ; Enable support for PanelDue; Drive Mappings S0 = backwards, S1 = forwards
M569 P0 S0 ; Drive 0 goes forwards: X Axis
M569 P1 S0 ; Drive 1 goes forwards: Y Axis
M569 P2 S0 ; Drive 2 goes forwards: Z Axis Left
M569 P3 S1 ; Drive 3 goes backward: E Axis
M569 P4 S0 ; Drive 4 goes forwards: Z Axis Right (using E1); Motor Configuration
; !!! For stock motors, use the following as a starting point:
; M906 X620.00 Y620.00 Z560.00 E650.00 I10. ; Set motor currents (mA) and motor idle factor in percent
; M350 X16 Y16 Z16 I1 ; Set X, Y, and Z Microstepping with interpolation
; M350 E32 I0 ; Set Extruder Microstepping without interpolation
; M92 X100.00 Y100.00 Z400.00 E280.00 ; Steps per mm
; !!! Also note that you should edit the current-sense-homing.g file and increase current to 50 on X and Y, 100 on Z.
; !!! M913 X20 Y20 Z60 ---> M913 X50 Y50 Z100
;
M350 X16 Y16 Z16 I1 ; Set X, Y, and Z Microstepping with interpolation
M350 E32 I0 ; Set Extruder Microstepping without interpolation
M92 X100.00 Y100.00 Z400.00 E280.00 ; Steps per mm
M566 X600.00 Y600.00 Z24.00 E300.00 P1 ; Set maximum instantaneous speed changes (mm/min)
M203 X15000.00 Y15000.00 Z900.00 E2000.00 ; Set maximum speeds (mm/min)
M201 X4000.00 Y4000.00 Z1000.00 E5000.00 ; Set accelerations (mm/s^2)
M906 X620.00 Y620.00 Z560.00 E650.00 I10. ; Set motor currents (mA) and motor idle factor in percent
M84 S1000 ; Set idle timeout before shifitng to idle-current; Motor remapping for dual Z and axis Limits
M584 X0 Y1 Z2:4 E3 ; Set two Z motors connected to driver outputs Z and E1
M671 X-37:287 Y0:0 S10 ; Leadscrew at left connected to Z, leadscrew at right connected to E1; Set bed dimensions
M208 X0:250 Y-4:215 Z-0.1:205 ; X carriage moves from 0 to 250, Y bed goes from 0 to 210
M564 H0 ; Allow unhomed movement; Endstops for each Axis
;M574 X1 S3 ; Set endstops controlled by the motor load detection
;M574 Y1 S3 ; Set endstops controlled by the motor load detection
M574 X1 S1 P"xstop" ; physical endstops
M574 Y1 S1 P"ystop"; Stallgaurd Sensitivity
M98 P"current-sense-homing.g" ; Set the current and sensitivity for normal routine, per the macro; Z-Probe Settings for BLTouch
M558 P5 !C"^zprobe.in" H1 F1000 T6000 A20 S0.005
G31 P1000 X22 Y4 Z0.569 ; PEI Sheet (Prusa) Offset MICRO SWISS NOZZLE
M574 Z1 S2 ; Set Z axis endstop, controlled by probe
M557 X35:237 Y7:203 S99 ; Define mesh grid for probing; Z-Probe Setting for PINDA v2
; 1 - If using PindaV2, Remove above M558 & M950 lines, replace with the following M558 & M308 line
; 2 - Uncomment one of the Z-Offsets below, follow the wiki guide steps to get the proper Z-offset for your printer
; 3 - Comment out the 2 BLTouch lines in the homez and homeall files
;
; M558 P5 C"^zprobe.in" I1 H1 F1000 T6000 A20 S0.005 ; Prusa PindaV2
; M308 S2 P"e1_temp" A"Pinda V2" Y"thermistor" T100000 B3950 ; Prusa PindaV2
;
; Z-Offsets - Read here: https://duet3d.dozuki.com/Wiki/Test_and_calibrate_the_Z_probe
; G31 P1000 X23 Y5 Z0.985 ; PEI Sheet (Prusa) Offset Spool3D Tungsten Carbide
; G31 P1000 X23 Y5 Z0.440 ; PEI Sheet (Prusa) Offset MICRO SWISS NOZZLE
; G31 P1000 X23 Y5 Z1.285 ; Textured Sheet (Prusa) Offset MICRO SWISS NOZZLE
; G31 P1000 X23 Y5 Z0.64 ; Textured Sheet (thekkiinngg) Offset MICRO SWISS NOZZLE; Heatbed Heaters and Thermistor Bed
M308 S0 P"bed_temp" Y"thermistor" A"Build Plate" T100000 B4138 R4700 ; Set thermistor + ADC parameters for heater 0 Bed
M950 H0 C"bedheat" T0 ; Creates Bed Heater
M307 H0 A91.5 C264.0 D10.2 S1.00 V24.0 B0 ; Bed PID Calibration @ 75c - updated 11AUG2020
M140 H0 ; Bed uses Heater 0
M143 H0 S120 ; Set temperature limit for heater 0 to 120C Bed; HotEnd Heaters and Thermistor HotEnd
; !!! Use this line for stock thermisotr: M308 S1 P"e0_temp" Y"thermistor" A"Nozzle" T100000 B4725 R4700 ; Set thermistor + ADC parameters for heater 1 HotEnd
M308 S1 P"e0_temp" Y"thermistor" A"Nozzle" T100000 B4725 R4700 ; Set thermistor + ADC parameters for heater 1 HotEnd
M950 H1 C"e0heat" T1 ; Create HotEnd Heater
M307 H1 A311.0 C130.0 D4.3 S1.00 V24.1 B0 ; Hotend PID Calibration @ 240c - updated 09AUG2020
M143 H1 S285 ; Set temperature limit for heater 1 to 285C HotEnd
M302 S190 R190 ; Allow cold extrudes, S-Minimum extrusion temperature, R-Minimum retraction temperature; Fans
M950 F1 C"Fan1" Q1000 ; Creates HOTEND Fan
; FAN 40X10MM 24VDC - 6.0 CFM (0.168m³/min).
; Digi-Key: G4010L24B-RSR
M106 P1 T45 S255 H1 ; HOTEND Fan Settings
M950 F0 C"Fan0" Q5000 ; Creates PARTS COOLING FAN
; BLOWER 50X15MM 24VDC - 5.0 CFM (0.140m³/min)
; Digi-Key: B5015E24B-BSR
M106 P0 H-1 ; Set fan 1 value, PWM signal inversion and frequency. Thermostatic control is turned off PARTS COOLING FAN
; The following lines are for auto case fan control, attached to 'fan2' header on duet board
;M308 S4 Y"drivers" A"TMC2660" ; Case fan - configure sensor 2 as temperature warning and overheat flags on the TMC2660 on Duet
; !!! Reports 0C when there is no warning, 100C if any driver reports over-temperature
; !!! warning , and 150C if any driver reports over-temperature shutdown
;M308 S3 Y"mcu-temp" A"Duet2Wifi" ; Case fan - configure sensor 3 as thermistor on pin e1temp for left stepper
;M950 F2 C"fan2" Q100 ; Case fan - create fan 2 on pin fan2 and set its frequency
;M106 P2 H4:3 L0.15 X1 B0.3 T40:70 ; Case fan - set fan 2 value
;M912 P0 S-5.5 ; MCU Temp calibration - default reads 5.5c higher than ambient; Tools
M563 P0 D0 H1 F0 ; Define tool 0
G10 P0 X0 Y0 Z0 ; Set tool 0 axis offsets
G10 P0 R0 S0 ; Set initial tool 0 active and standby temperatures to 0C
T0 ; Set Tool 0 active; Relase X, Y, and E axis
M18 XYZE ; Unlock the X, Y, and E axis -
@kickjaw said in When start a print the z axis goes up indefinately after homing:
M584 X0 Y1 Z2:4 E3 ; Set two Z motors connected to driver outputs Z and E1
You still have the M584 command too long in your config. Move it up so that it's just below the M569 commands.
-
@kickjaw said in When start a print the z axis goes up indefinately after homing:
M558 P5 !C"^zprobe.in" H1 F1000 T6000 A20 S0.005
Remove that stray exclamation point.
-
@kickjaw said in When start a print the z axis goes up indefinately after homing:
M98 P"current-sense-homing.g" ; Set the current and sensitivity for normal routine, per the macro
Can you post the contents of this macro?
-
@kickjaw said in When start a print the z axis goes up indefinately after homing:
M308 S1 P"e0_temp" Y"thermistor" A"Nozzle" T100000 B4725 R4700 ; Set thermistor + ADC parameters for heater 1 HotEnd
This is missing C7.06e-8
M308 S0 P"bed_temp" Y"thermistor" A"Build Plate" T100000 B4138 R4700 ; Set thermistor + ADC parameters for heater 0 Bed
if this is a prusa bed then replace B4138 with B4725 C7.06e-8
-
Here is the contents. Currently I dont think I am using it.
; 0:/sys/current-sense-homing.g
; Set the current and sensitivity for homing, non-printing, routinesM915 X S0 F0 H400 R0 ; Set the X axis sensitivity.
M915 Y S2 F0 H400 R0 ; Set the Y axis sensitivity.
M913 X50 Y50 Z100 -
I have made all the above changes and it still goes up after homing.
-
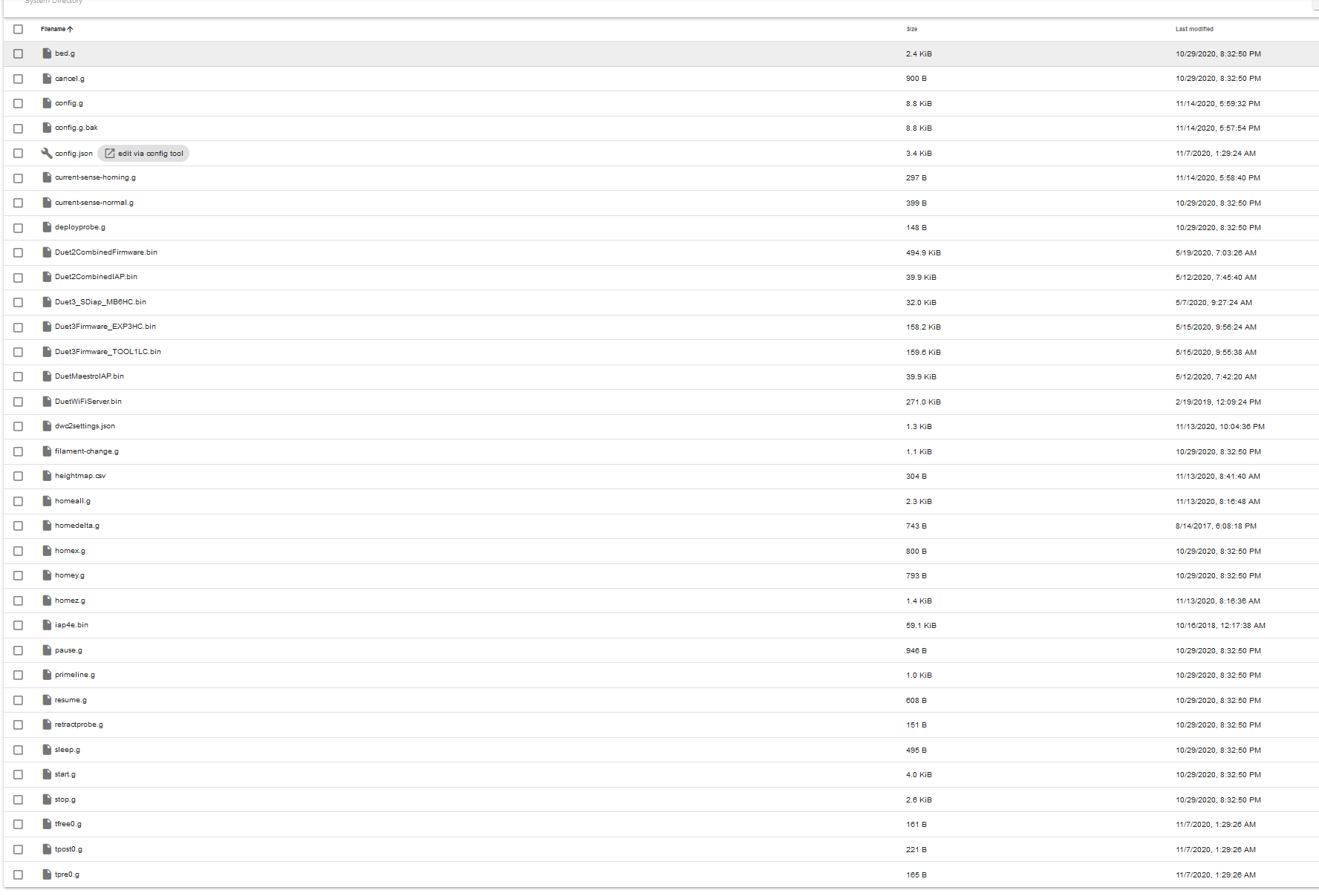
I don't see anything in there that would cause it to do that. Either I'm missing something or the gcode posted isn't actually the gcode being executed. Can you post a screen shot of your folder structure on the SD card? Sometimes files can get misplaced.
It's only when starting a print that it does this, correct? You can home manually and it will behave correctly, but as soon as you start a print it homes and then continues to go up?
Can you post a video?
Now that you've moved M584 to the right place can you send M98 P"config.g" again?
-
Hello,
Yes, its only when starting a print that it has this behavior. I can home everything normally. Also, it performs a home before in the gcode before it goes up the z axis.
Here is the M98
M98 P"config.g"
HTTP is enabled on port 80
FTP is enabled on port 21
TELNET is disabled
The other bit to look at that I just found that I had not seen before is this start.g file. I think the issue may reside in here.
Is the start.g necessary?; 0:/sys/start.g
; Executed before each print - BEFORE ANY SLICER CODE IS RAN
; This also loads the heightmap from the system's set filament type directory
; (0:/filaments/XXXX/heightmap.csv), if the heightmap does not exist, it will
; create one, and then save in the filament's directory. The HotMesh macro is
; a better choice to generate the heightmap as it performs a heat stabilization
; routine for ~5 minutes.M122 ; Clear diagnostic data to cleanly capture print evolution statistics.
T0 ; Ensure the tool is selected.
M280 P0 S160 ; BLTouch, alarm release.
G4 P100 ; BLTouch, delay for the release command.
M572 D0 S0.0 ; Clear pressure advance.
M220 S100 ; Set speed factor back to 100% in case it was changed.
M221 S100 ; Set extrusion factor back to 100% in case it was changed.
M290 R0 S0 ; Clear any baby-stepping.
M106 S0 ; Turn part cooling blower off if it is on.
M703 ; Execute loaded filament's config.g.
G28 ; Home all.;G1 Z5 X100 Y100 ; [PINDA] Place nozzle center of the bed, 5mm up.
G1 Z160 F300 ; [BLTouch] Last chance to check nozzle cleanliness.
M300 S4000 P100 G4 P200 M300 S4000 P100 ; Give a double beep.
M116 ; Wait for all temperatures.
M300 S4000 P100 ; Give a single beep.; [BLTouch] Start countdown - use Z as indicator
G91 ; [BLTouch] Set to Relative Positioning.
while iterations <=9 ; [BLTouch] Perform 10 passes.
G4 S12 ; [BLTouch] Wait 12 seconds.
G1 Z-15 F300 ; [BLTouch] Move Z 15mm down.
G90 ; [BLTouch] Set to Absolute Positioning.;G4 S120 ; [PINDA] wait an additional 2 minutes for the bed to stabilize.
G32 ; Level the gantry.
G29 S1 [P{"0:/filaments/" ^ move.extruders[0].filament ^ "/heightmap.csv"}] ; Load bed mesh for the system's set filament type.
if result > 1 ; If the file doesn't exist, perform mesh and save.
G29 ; Perform mesh now.
G29 S3 [P{"0:/filaments/" ^ move.extruders[0].filament ^ "/heightmap.csv"}] ; Save heightmap.csv to filament type's directory.M400 ; Finish all moves, clear the buffer.
G90 ; Absolute Positioning.
M83 ; Extruder relative mode.
M98 P"0:/sys/current-sense-normal.g" ; Ensure that motor currents and sense are set for printing.
G1 X0 Y0 F800 ; Final position before slicer's temp is reached and primeline is printed.
G1 Z2 F300 ; Final position before slicer's temp is reached and primeline is printed.; The primeline macro is executed by the slicer gcode to enable direct printing.
; of the primeline at the objects temp and to immediately print the object.
; following primeline completion.; Slicer generated gcode takes it away from here.
also here is the screen shot of the file system
-
From the start.g
G1 Z160 F300 ; [BLTouch] Last chance to check nozzle cleanliness.
So maybe instead of hitting the estoppel actually wait and see what happens.
-
ok, im the idiot. Thanks so much for the help. the issue was the start.g and me not letting it go all the way up in the z axis. I have a print running thank you all for the help.
-
I should have requested the start.g as well. It's just not used very often by many people. Usually if someone is using it, they know what's in it. In this case it's a received config set which I should have looked more closely at. Uploading the full sys folder would have been my next check.