Mesh calibration not working or what am I doing wrong?
-
M906 X1500 Y0 Z0 E1200 I100 ; Set motor currents (mA) and motor idle factor in per cent
looks weird. How does this even work? I also don't think, that test-printing makes sense currently.
M92 X100 Y160 Z1600 E157 ; Set steps per mm
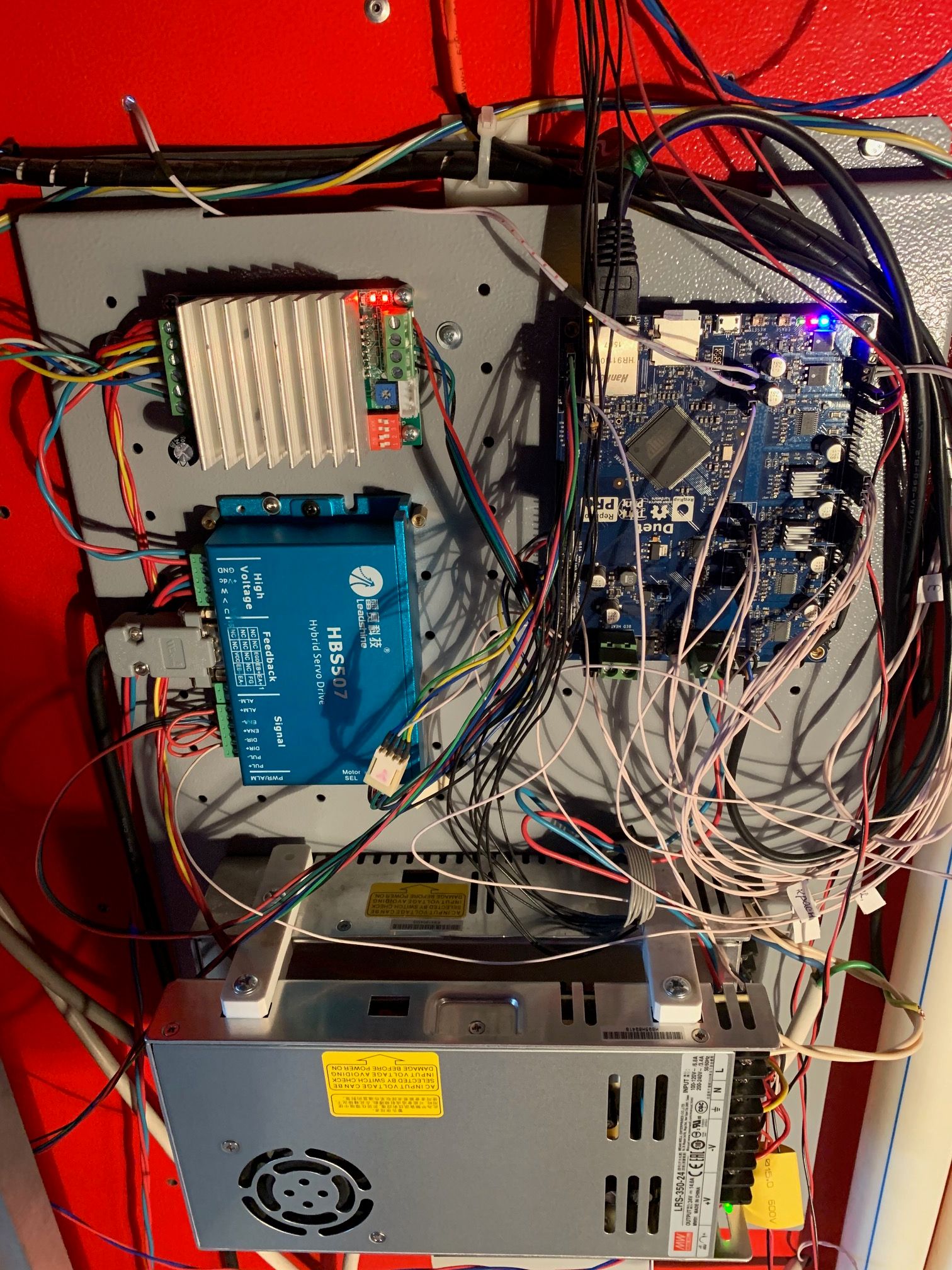
I havent seen many builds like this. Can you post a photo. Why is Steps per mm all different?
-
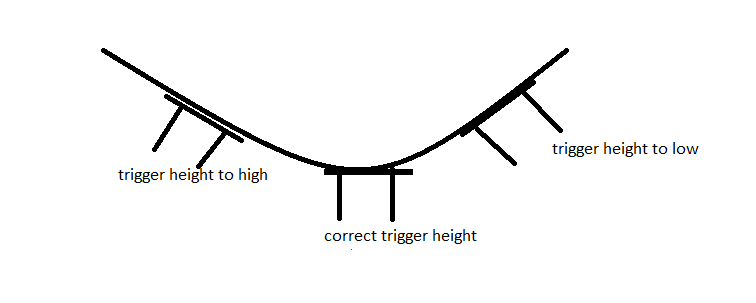
I made a crude drawing what happens with a sagging x axis to the trigger height.
the drawing is a bit over the top, but its just to show the problem.because of the curve created by the sagging the trigger heights varies, which causes incorrect heights to be reported.
-
@Veti Honestly, I did not understand your picture. Could be a little more detailed
")
-
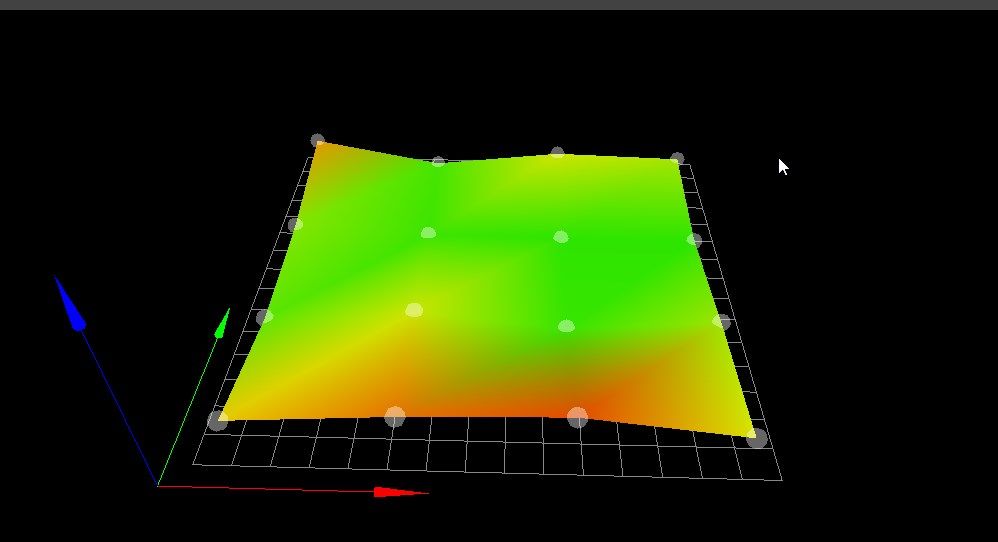
Pictures of the result:
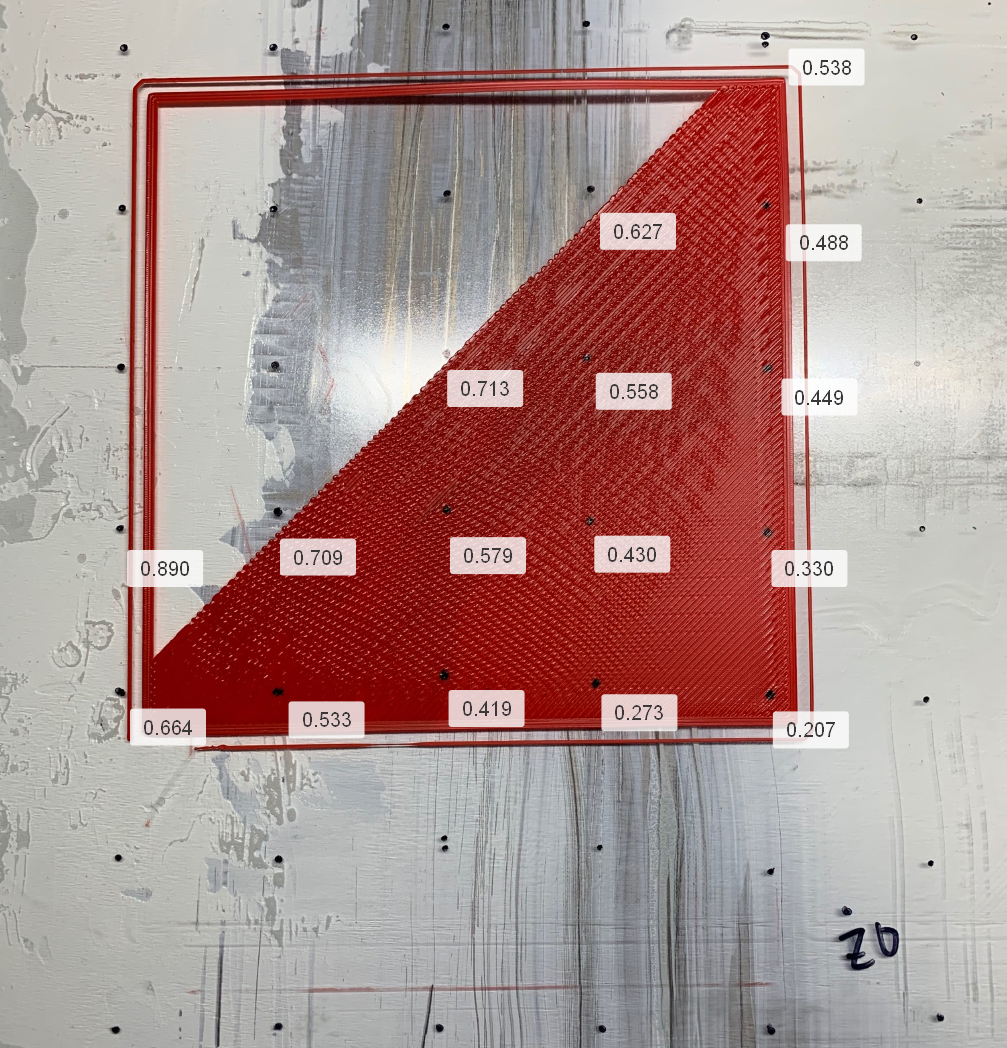


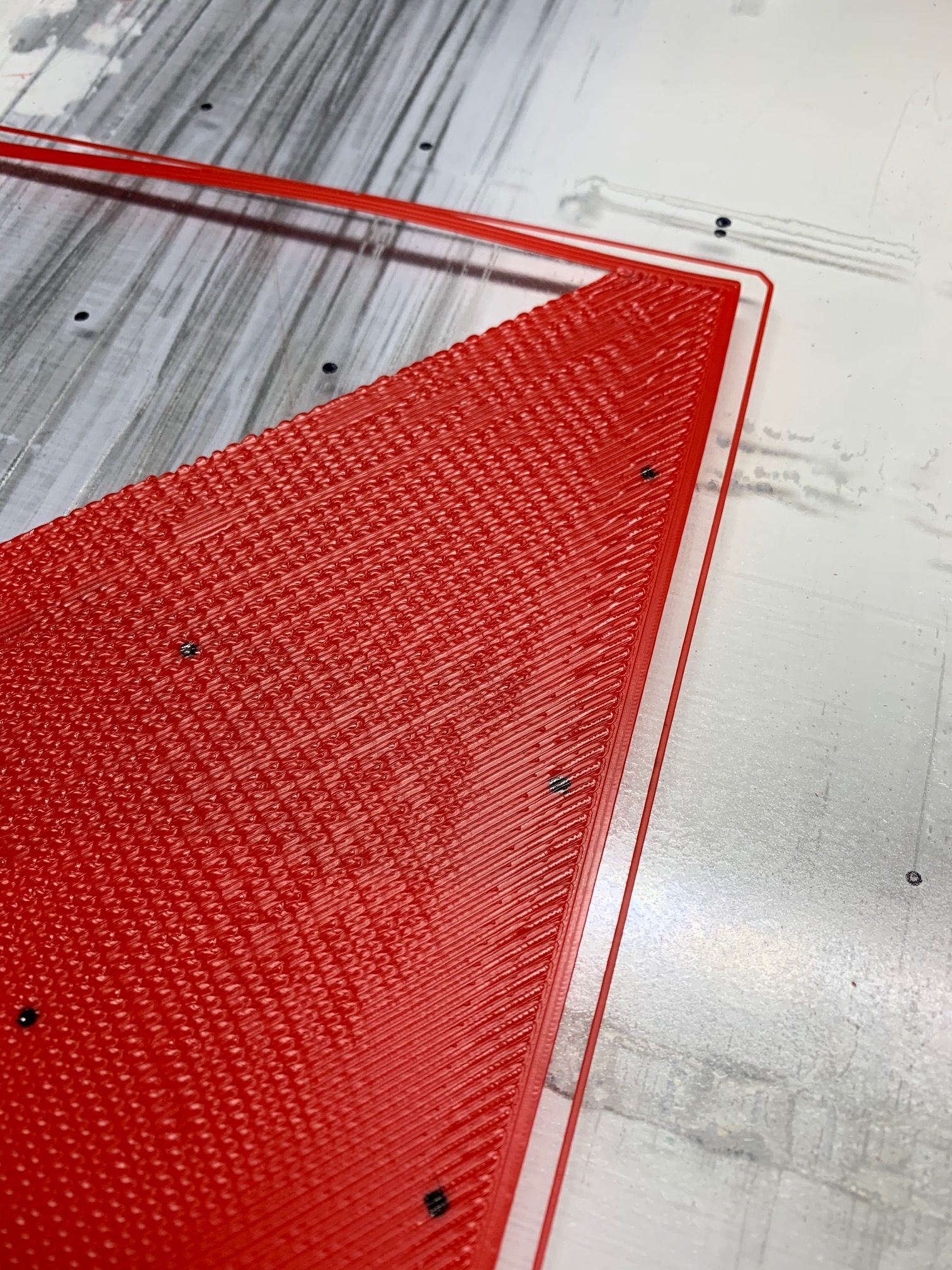
I should have made the bed a little lower, but it’s already clearly seen that the compensation is insufficient.
-
@dgrat said in Mesh calibration not working or what am I doing wrong?:
M906 X1500 Y0 Z0 E1200 I100
This is because the Y and Z motors are connected to an external driver.

-
@Dep
the images shows your over 1 meter long x axis.
it bends under its own weightit shows your hotend assembly at 3 different positions.
- at an angle in the at around 1/3 the length
- not at an angle in the middle
- at an angle at around 2/3 the length
because the entire hotend assembly is at an angle at position 1 and 3 the probe value will be off because in position 1 the nozzle is lower and in position 3 the nozzle is higher in comparison to the probes trigger point.
lets assume you have a trigger height of 5mm
i.e. at position 2 this is correct.
at position 1 your actual trigger height might be 6mm
at position your actual trigger height might be 4mm.so your printer in the middle would be fine.
the further you move to the left your prints would get squashd
the further you move to the right your prints would be spaced or not stick to the bed.p.s that bed surface looks like old scrap metal.
-
@Veti Now I understand what you mean.
I do not agree. The deflection of the extruder beam is almost zero. When it was mounted, we did a preload up. And checked on the line.
And even if there is a sag, then this is a hundredth of a millimeter.
The upper surface of the table is made of aluminum. To equalize and improve thermal conductivity, thermal grease was applied under the glass.
-
@Dep said in Mesh calibration not working or what am I doing wrong?:
@fcwilt
I will try to do. But it will take at least 4 hoursThanks very much.
Frederick
-
@fcwilt Already done. Look above
-
@Dep said in Mesh calibration not working or what am I doing wrong?:
@fcwilt Already done. Look above
Yes. I see. Thanks very much.
I'm not sure what is going on. The numbers suggest that glass is very uneven.
The printed object seems to show extrusion problems. Around the perimeter the lines look good, even if they didn't adhere, but the infill looks strange.
The probing you did used a 50x50 (mm) grid correct?
Have you tried probing a smaller area using a 10x10 or 20x20?
I would be interested to see if such a small area exhibited the same strange numbers, when done on different areas on the glass, such as the middle versus the four corner.
Frederick
Printers: a small Utilmaker style, a small CoreXY and a E3D MS/TC setup. Various hotends. Using Duet 3 hardware running 3.4.6
-
@Veti I just measured the deflection of the X axis in the middle and it is less than 0.1mm
You are right, this is a very interesting idea with a bltouch measurement angle! But unfortunately in this case is not applicable.
-
@fcwilt Yes, I have already tried different options. On small objects more or less. But I'm interested in a big one.
What is the use of mesh calibration if it requires a flat bed?
Maybe you will try to lower the one corner of the bedon on your printer by 2-3mm and try to print something. Will calibration work?
I think not.
-
This post is deleted! -
Same problem, Duet2 WiFi. Pretending to compensate, but in fact there is no compensation.

M122 === Diagnostics === RepRapFirmware for Duet 2 WiFi/Ethernet version 2.04RC1 running on Duet WiFi 1.02 or later Board ID: 08DGM-917DA-G4MSD-6JTDA-3SN6T-TSTV8 Used output buffers: 3 of 24 (15 max) === RTOS === Static ram: 25680 Dynamic ram: 93784 of which 276 recycled Exception stack ram used: 516 Never used ram: 10816 Tasks: NETWORK(ready,508) HEAT(blocked,1236) MAIN(running,3772) IDLE(ready,160) Owned mutexes: === Platform === Last reset 00:17:30 ago, cause: software Last software reset at 2019-11-04 18:09, reason: User, spinning module GCodes, available RAM 10792 bytes (slot 2) Software reset code 0x0003 HFSR 0x00000000 CFSR 0x00000000 ICSR 0x0441f000 BFAR 0xe000ed38 SP 0xffffffff Task 0x4e49414d Error status: 0 Free file entries: 9 SD card 0 detected, interface speed: 20.0MBytes/sec SD card longest block write time: 2.8ms, max retries 0 MCU temperature: min 28.3, current 28.9, max 29.3 Supply voltage: min 25.6, current 25.9, max 26.3, under voltage events: 0, over voltage events: 0, power good: yes Driver 0: standstill, SG min/max 0/217 Driver 1: standstill, SG min/max 0/1023 Driver 2: standstill, SG min/max 43/271 Driver 3: standstill, SG min/max not available Driver 4: standstill, SG min/max not available Date/time: 2019-11-04 18:26:41 Cache data hit count 3800896749 Slowest loop: 17.34ms; fastest: 0.08ms I2C nak errors 0, send timeouts 0, receive timeouts 0, finishTimeouts 0, resets 0 === Move === Hiccups: 0, FreeDm: 169, MinFreeDm: 166, MaxWait: 987376ms Bed compensation in use: mesh, comp offset 0.000 === DDARing === Scheduled moves: 58, completed moves: 58, StepErrors: 0, LaErrors: 0, Underruns: 0, 0 === Heat === Bed heaters = 0 -1 -1 -1, chamberHeaters = -1 -1 === GCodes === Segments left: 0 Stack records: 3 allocated, 0 in use Movement lock held by null http is idle in state(s) 0 telnet is idle in state(s) 0 file is idle in state(s) 0 serial is idle in state(s) 0 aux is idle in state(s) 0 daemon is idle in state(s) 0 queue is idle in state(s) 0 autopause is idle in state(s) 0 Code queue is empty. === Network === Slowest loop: 203.14ms; fastest: 0.08ms Responder states: HTTP(0) HTTP(0) HTTP(0) HTTP(0) FTP(0) Telnet(0) Telnet(0) HTTP sessions: 1 of 8 - WiFi - Network state is running WiFi module is connected to access point Failed messages: pending 0, notready 0, noresp 1 WiFi firmware version 1.23 WiFi MAC address ec:fa:bc:2d:df:7b WiFi Vcc 3.47, reset reason Turned on by main processor WiFi flash size 4194304, free heap 25704 WiFi IP address 192.168.1.53 WiFi signal strength -45dBm, reconnections 0, sleep mode modem Socket states: 0 0 0 0 0 0 0 0Config.g
; Configuration file for Duet WiFi (firmware version 1.21) ; executed by the firmware on start-up ; ; generated by RepRapFirmware Configuration Tool on Tue Oct 09 2018 13:27:56 GMT+0300 ; General preferences M80 ; Turns on the ATX power supply G90 ; Send absolute coordinates... M83 ; ...but relative extruder moves M667 S1 ; Select CoreXY mode ; Network M550 PBLV mgn Cube ; Set machine name M552 S1 ; Enable network M587 S"xxxx" P"xxxx" I192.168.1.53 J192.168.1.1 K255.255.255.0 ; Configure access point. You can delete this line once connected M586 P0 S1 ; Enable HTTP M586 P1 S0 ; Disable FTP M586 P2 S0 ; Disable Telnet ; Drives M569 P0 S0 ; Drive 0 goes backwards blv: its was S1 M569 P1 S0 ; Drive 1 goes backwards blv: its was S1 M569 P2 S1 ; Drive 2 goes forwards M569 P3 S1 ; Drive 3 goes backwards WAS 0 M350 X16 Y16 Z16 E16 I1 ; Configure microstepping with interpolation M92 X200 Y200 Z400 E408 ; Set steps per mm for Bondtech. E405.18 M566 X600 Y600 Z24 E300 ; Set maximum instantaneous speed changes (Jerk) (mm/min) M566 X600 Y600 Z24 E300 M203 X20000 Y20000 Z600 E2000 ; Set maximum speeds (mm/min) M201 X3000 Y3000 Z100 E5000 ; Set accelerations (mm/s^2) M906 X1500 Y1500 Z1500 E1100 I30 ; Set motor currents (mA) and motor idle factor in per cent M84 S30 ; Set idle timeout ; Pressure advance M572 D0 S0.065 ; disabled Pressure advance ; Axis Limits M208 X-23 Y0 Z0 S1 ; Set axis minima M208 X320 Y321 Z350 S0 ; Set axis maxima ; Endstops M574 X1 Y2 S1 ; Set active high endstops edit: Y endstop is high(max). ; Z-Probe M574 Z1 S2 ; Set endstops controlled by probe M307 H1 A429.0 C107.7 D7.0 V23.8 B0 M307 H0 A68.5 C499.3 D2.7 V23.8 B0 ; Set PID for heated bed values M307 H3 A-1 C-1 D-1 ; BLTouch configure M558 P9 H5 F200 T8000 ; Set Z probe type BLTouch sensor M280 P3 S160 I1 ; BLTouch alarm release and pin UP G31 P25 X27 Y-10 Z2.56 ; BLTouch sensor ;Z2.63 - ABS M376 H5 ; Heaters M305 P0 T100000 B3950 C0 R4700 ; Set thermistor + ADC parameters for heater 0 M143 H0 S140 ; Set temperature limit for heater 0 to 100C M305 P1 T100000 B3950 C0 R4700 M143 H1 S290 ; Set temperature limit for heater 1 to 260C ; Fans M106 P0 S0 I0 F500 H-1 ; Set fan 0 value, PWM signal inversion and frequency. Thermostatic control is turned off M106 P1 S1 I0 F500 H1 T50 ; Set fan 1 value, PWM signal inversion and frequency. Thermostatic control is turned on M106 P2 S1 I0 F500 H1 T50 ; Set fan 2 value, PWM signal inversion and frequency. Thermostatic control is turned on ; Tools M563 P0 D0 H1 ; Define tool 0 G10 P0 X0 Y0 Z0 ; Set tool 0 axis offsets G10 P0 R0 S0 ; Set initial tool 0 active and standby temperatures to 0C ; Automatic power saving M911 S21 R22 P"M913 X0 Y0 G91 M83 G1 Z3 E-5 F1000" ; Set voltage thresholds and actions to run on power lossbed.g
; bed.g ; called to perform automatic bed compensation via G32 ; ; generated by RepRapFirmware Configuration Tool on Tue Oct 09 2018 13:27:56 GMT+0300 M291 P"Probing mesh grid process started" R"Probing.." S1 T2 M561 ; clear any bed transform G28 ; home all axis bb M564 S0 G90 ; absolute positioning bb ; Define mesh grid M557 X30:270 Y30:270 S80:80 ; 16 points ;M557 X30:270 Y30:270 S240:240 ;4 points G29 S0 ; Probe the bed and save height map to file G29 S1homeall.g
; homeall.g ; called to home all axes ; ; generated by RepRapFirmware Configuration Tool on Tue Oct 09 2018 13:27:56 GMT+0300 G91 ; relative positioning G1 Z5 F6000 S2 ; lift Z relative to current position G1 S1 X-355 Y355 F6000 ; move quickly to X or Y endstop and stop there (first pass) G1 S1 X-355 ; home X axis G1 S1 Y355 ; home Y axis G1 X5 Y-5 F6000 ; go back a few mm G1 S1 X-355 F360 ; move slowly to X axis endstop once more (second pass) G1 S1 Y355 ; then move slowly to Y axis endstop G90 ; absolute positioning G1 X152 Y166.4 F6000 ; go to first bed probe point and home Z G30 ; home Z by probing the bedhomez.g
; homez.g ; called to home the Z axis ; ; generated by RepRapFirmware Configuration Tool on Tue Oct 09 2018 13:27:56 GMT+0300 G91 ; relative positioning G1 Z5 F6000 S2 ; lift Z relative to current position G90 ; absolute positioning G1 X152 Y166.4 F6000 ; go to first probe point G30 ; home Z by probing the bed -
@Dep said in Mesh calibration not working or what am I doing wrong?:
What is the use of mesh calibration if it requires a flat bed?
It doesn't require a flat bed but it does mean there is less Z adjustment required.
I'm not fully convinced it is a mesh compensation problem. Which is why I asked about using a tight grid (10x10 or 20x20) to probe those different areas of the bed.
I would like to know if the strange numbers you are getting will show up in all regions of the bed. If they did it would suggest something else is going.
Maybe you will try to lower the one corner of the bedon on your printer by 2-3mm and try to print
I would but the range of adjustment for my printer is small.
Frederick
-
Bed compensation in use: none, comp offset 0.000
Is that correct?
Mine says
Bed compensation in use: mesh, comp offset 0.000(manual bed levelling)
-
My M122 after new test.
M122 === Diagnostics === RepRapFirmware for Duet version 1.25RC4 running on Duet 0.85 Used output buffers: 3 of 16 (9 max) === System === Static ram: 44204 Dynamic ram: 42620 of which 3288 recycled Stack ram used: 136 current, 4132 maximum Never used ram: 4060 === Platform === Last reset 03:48:05 ago, cause: power up Last software reset at 2019-11-01 19:24, reason: User, spinning module GCodes, available RAM 4060 bytes (slot 2) Software reset code 0x0003 HFSR 0x00000000 CFSR 0x00000000 ICSR 0x0400f000 BFAR 0xe000ed38 SP 0xffffffff Error status: 0 Free file entries: 10 SD card 0 detected, interface speed: 21.0MBytes/sec SD card longest block write time: 31.2ms, max retries 0 MCU temperature: min 44.8, current 53.1, max 55.4 Date/time: 2019-11-04 18:26:58 Slowest loop: 283.88ms; fastest: 0.10ms I2C nak errors 768, send timeouts 0, receive timeouts 0, finishTimeouts 0, resets 768 === Move === Hiccups: 68, FreeDm: 100, MinFreeDm: 88, MaxWait: 5296105ms Bed compensation in use: mesh, comp offset 0.000 === DDARing === Scheduled moves: 0, completed moves: 0, StepErrors: 0, LaErrors: 0, Underruns: 0, 0 === Heat === Bed heaters = 2, chamberHeaters = 0 -1 Heater 1 is on, I-accum = 0.3 === GCodes === Segments left: 0 Stack records: 2 allocated, 0 in use Movement lock held by null http is idle in state(s) 0 telnet is idle in state(s) 0 file is idle in state(s) 0 serial is idle in state(s) 0 aux is idle in state(s) 0 daemon is idle in state(s) 0 queue is idle in state(s) 0 autopause is idle in state(s) 0 Code queue is empty. === Network === Free connections: 15 of 16 Free transactions: 23 of 24 Locked: 0, state: 4, listening: 20071bf4, 0, 0I don’t think skipping Z steps, because I have a servo stepper motor on Z.
-
@Lc1975 said in Mesh calibration not working or what am I doing wrong?:
Bed compensation in use: none, comp offset 0.000
Is that correct?
Mine says
Bed compensation in use: mesh, comp offset 0.000(manual bed levelling)
I fixed the message .. I wrote the last output here right after the printer was loaded .. now I executed G32 and then M122
-
@tarantul said in Mesh calibration not working or what am I doing wrong?:
M557 X30:270 Y30:270 S80:80 ; 16 points
far to few probing points.
-
@Veti said in Mesh calibration not working or what am I doing wrong?:
@tarantul said in Mesh calibration not working or what am I doing wrong?:
M557 X30:270 Y30:270 S80:80 ; 16 points
far to few probing points.
How many optimal points are needed? And if the failure in the center of the bed does this not compensate ?