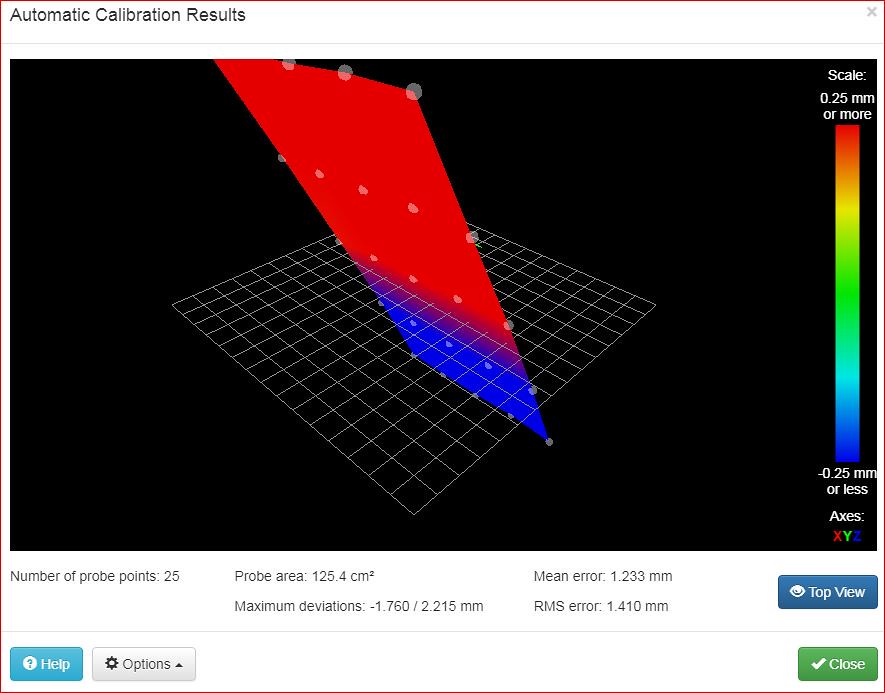
I finally got my machine running and I'm ALMOST there with the mesh leveling. I can get it to probe 25 points but the resulting map is obviously not right.
Here are my bed.g and config.g files. I copied most of the important bits from the other threads. The result I get is from clicking the bed compensation button in the GUI. I know I'm missing something obvious but I have no idea what it is.
The printer is a wanhao I3 with a 190x200 bed. I think it has something to do with the grid… Also the deviation between points seems awfully high.
;bed.g taken from another user
M557 X40:180 Y40:180 S28 ; Define grid, edit this
T0 ; Select tool 0
G91 ; Relative mode
G1 Z10 F150 ; Make sure everything clears the bed
; ------------ Home Z ---------------------
G90 ; Absolute mode
G1 X110.5 Y72 Z6 F4000 ; Home at center of bed, my offsets are X-22 and Y44, edit these
M401 ; Deploy probe
G30 ; Home Z-axis
;----------- Mesh Level ------------------
G29 ; Start mesh level
M374 ; Save results, but this might not be necessary
M402 ; Retract probe
G1 X20 Y20 Z10 F3000 ; Dock position
;config.g
; DuetWIFI config
M111 S0 ; Debug off
M550 DuetHaoi3 ; Machine name (can be anything you like)
M551 i3 ; Machine password (currently not used)
M552 S1 ; Enable WiFi
M555 P2 ; Set output to look like Marlin
M575 P1 B57600 S1 ; Set auxiliary serial port baud rate and require checksum (for PanelDue)
; Movement
G21 ; Work in millimetres
M569 P0 S0 ; Drive 0 goes backwards
M569 P1 S0 ; Drive 1 goes backwards
M569 P2 S1 ; Drive 2 goes forwards
M569 P3 S1 ; Drive 3 goes forwards
M906 X855 Y855 Z670 E1020 ; Set motor currents (mA)
M201 X1000 Y800 Z100 E5000 ; Accelerations (mm/s^2)
M203 X12000 Y12000 Z400 E3000 ; Maximum speeds (mm/min)
M566 X600 Y600 Z18 E20 ; Maximum jerk speeds mm/minute
M574 X1 Y1 Z0 S0 ; set homing switch configuration (No z switch, use z probe with M558)
M208 X200 Y200 Z180 ; set axis maxima and high homing switch positions (adjust to suit your machine)
M208 X-8 Y-8 Z-0.5 S1 ; set axis minima and low homing switch positions (adjust to make X=0 and Y=0 the edges of the bed)
M92 X80 Y80 Z400 E96.780 ; set axis steps/mm
M350 X128 Y128 Z128 E128 I1 ; set 16x microstepping with interpolation
G90 ; Send absolute coordinates...
M83 ; ...but relative extruder moves
; Z-Probe
; M558 P1 X0 Y0 Z1 H3 F200 T5000 ; smart IR Z probe, used for homing Z axis only, dive height 3mm, probe speed 200mm/min, travel speed 5000mm/min
; G31 P500 X-45 Y45 Z0.66 ; set threshold and offsets
; BLtouch stuff
M307 H3 A-1 C-1 D-1 ; use pin 3 on header for bltouch
M558 P5 X0 Y0 Z1 H5 F100 T2000 ; probe type and use probe for homing z *T2000 travel speed*
G31 X-22 Y-44 Z2.18 P25 ; set probe height ** edit this **
; Heaters + Thermistors
M305 P0 T100000 B3950 R4700 H0 L0 ; Put your own H and/or L values here to set the bed thermistor ADC correction
M305 P1 T100000 B4388 R4700 H0 L0 ; Put your own H and/or L values here to set the first nozzle thermistor ADC correction
M307 H0 A193 C719.9 D8.7 B0 ; bed heater settings
M307 H1 A472.7 C214.3 D6.5 B0 ; extruder heater settings
M570 S120 ; Increase to allow extra heating time if needed
M106 P1 T45 H1
M106 P2 T45 H1 ; Run Coldend-Fan and electronics fan at 45°C
; T0
M563 P0 D0 H1 ; tool 0 uses extruder drive 0 and heater 1
G10 P0 S0 R0 X0 Y0 ; set tool 0 temperatures and offsets
; the end
M556 S100 X0 Y0 Z0 ; Put your axis compensation here
T0 ; Select the first head
RepRapFirmware height map file v1, mean error -0.18, deviation 1.39
xmin,xmax,ymin,ymax,radius,spacing,xnum,ynum
40.00,180.00,40.00,180.00,-1.00,28.00,6,6
-2.166, -1.154, -0.195, 0.771, 1.697, 0
-2.196, -1.150, -0.161, 0.810, 1.731, 0
-2.193, -1.153, -0.155, 0.810, 1.745, 0
-2.161, -1.118, -0.120, 0.837, 1.780, 0
-2.161, -1.117, -0.118, 0.844, 1.786, 0
0, 0, 0, 0, 0, 0