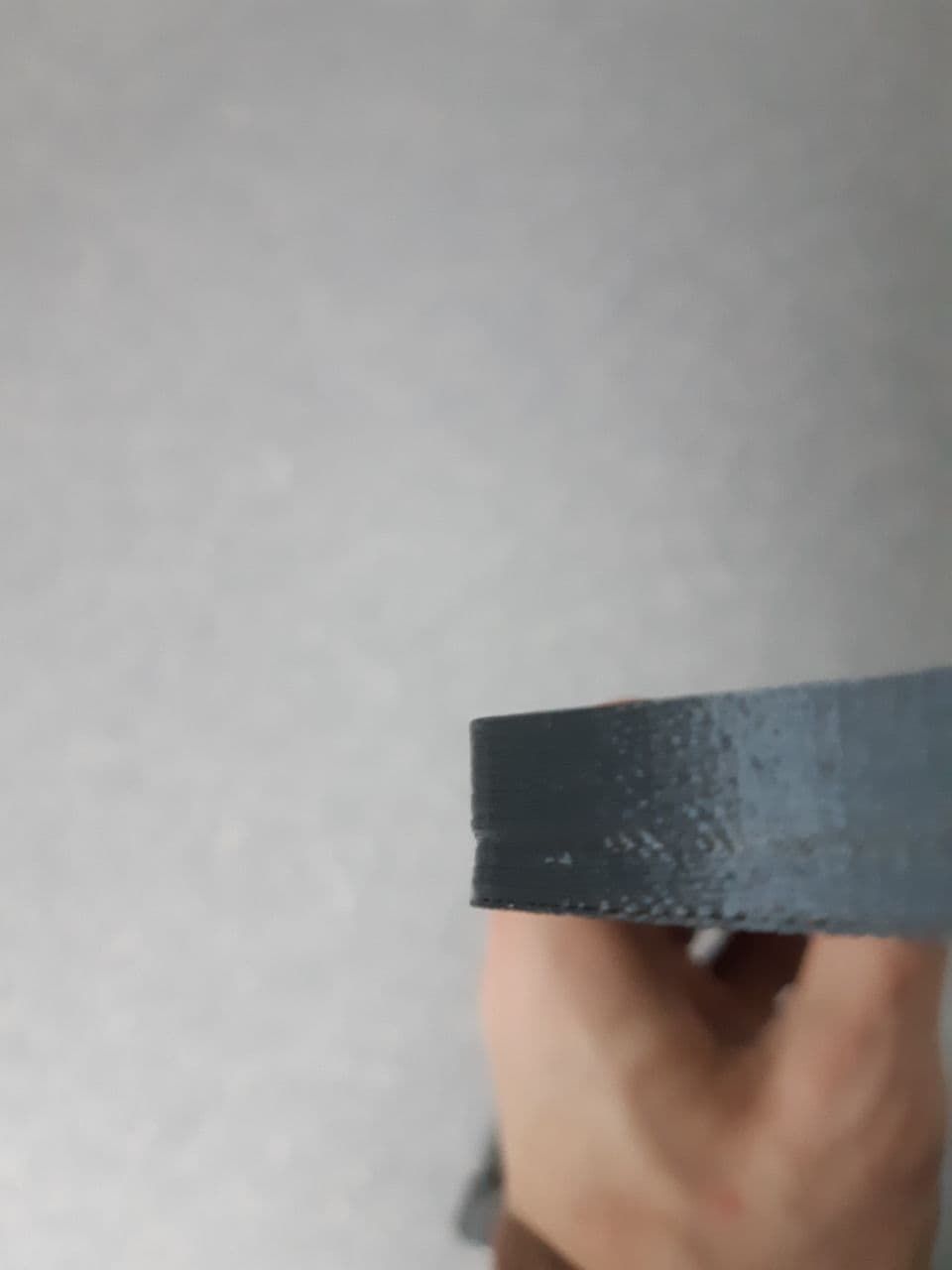
@timcurtis67 you might be right. Any idea how I can reduce that shrinking?
Posts made by TC
-
RE: Changes in inner structure visible on surfaceposted in General Discussion
-
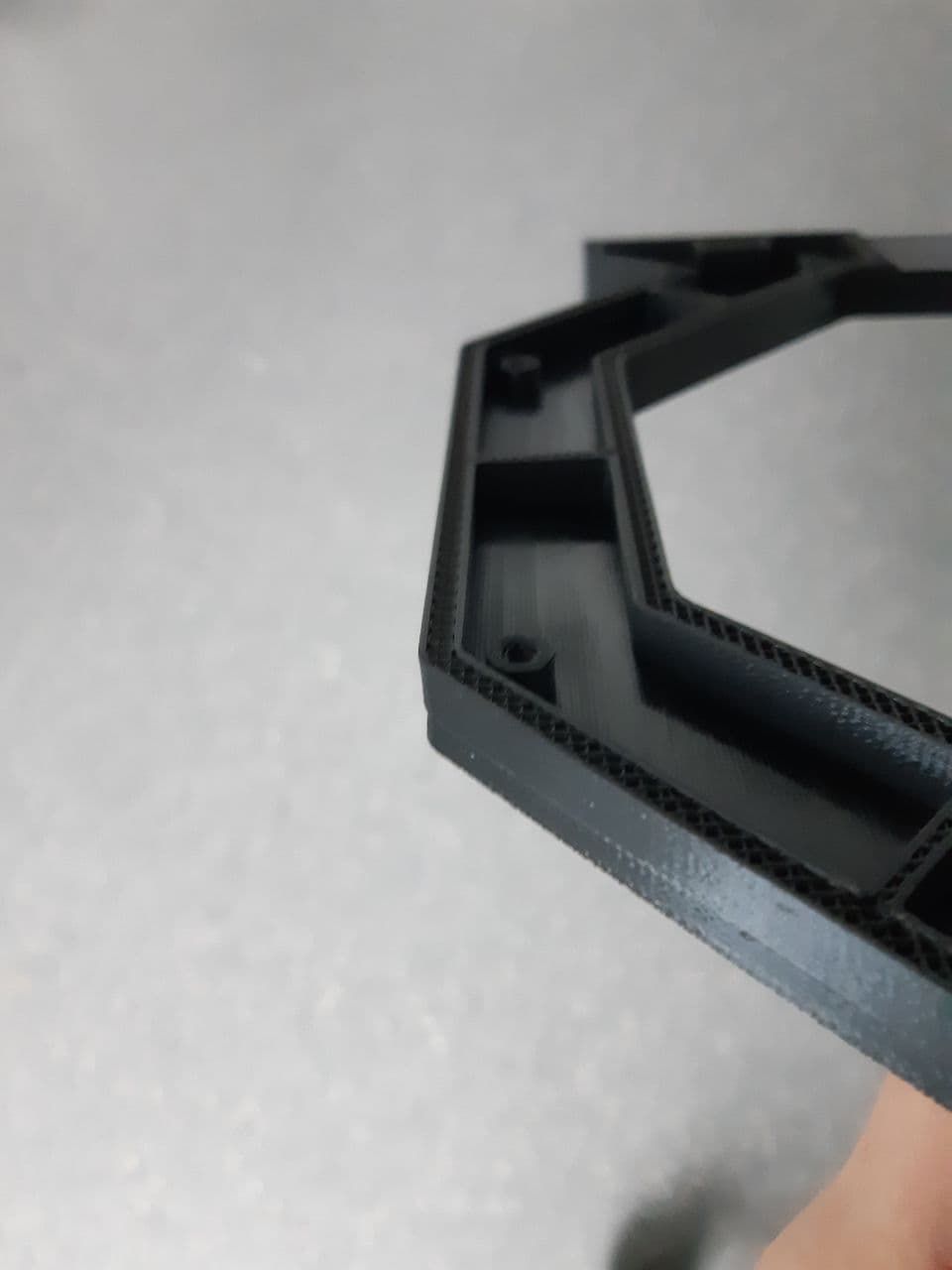
Changes in inner structure visible on surfaceposted in General Discussion
Hi I have an odd problem and am not even sure if there is a name for it. I am printing a frame that consists of a bottom plate and then walls with 5mm thisckness while the inner area is empty. What happens now is that the change from the bottem plate to the walls is clearly visible on the outer surface. It looks like a kink in the wall, like overextrusion for the first view wall layers... onyone seen that before?
-
RE: Automatic return after tool changeposted in Duet Hardware and wiring
Nice work around

Thx David! -
Automatic return after tool changeposted in Duet Hardware and wiring
Hi I noticed that the printer allways makes an automatic move to the saved return point after a tool change. Is that intended and necessary? I mean everone is free to have such a command at the end of tpost.g. For me it is makes everything more complicated... maybe it could be made an optional thing?
Greetings
TC -
Copy function for object model pluginposted in Duet Web Control wishlist
Hi I just had the idea it ould be awsome if the path to a spcific value would be copied in the object model plugin just by clicking on it. That way one could look for the value he needs and then copy and paste it into his gcode.
Greetings TC
-
RE: T1 Offset on dual extrusionposted in Tuning and tweaking
@koreandi first you should manually switch between Tools using T0 P0 and T1 P0 and check if the Coordinates displayed in DWC change as expected
-
RE: Same filament for multiple tools?posted in Duet Web Control wishlist
@deckingman You are right there are other ways to achieve it. I am asking also to maybe help improving the Firmware and if the purpose is to load and unload then still it is logic to assign the same type to multiple extruders
-
RE: Same filament for multiple tools?posted in Duet Web Control wishlist
@deckingman yes that is true but still I don't understand the purpose of this limitation. When I assign a filanent to a tool I want it to know the print Parameters and nothing more. Why should I even want to create filaments of different colors?
-
Same filament for multiple tools?posted in Duet Web Control wishlist
Hi I am working with RRF filament assignment again and still can not understand why it is not possible to assign the same filament type to multiple extruders. Is there any reason for this and if not could it be changed? Or what exactly is the idea how to tell the firmware it has two PLA tools?
greetings
TC -
RE: Wrong return point after tool changeposted in Duet Hardware and wiring
@dc42 Ah that is a nice idea. What would be the best way to store this information about a former retraction in RRF 3.1.1?
And are there more than 3 restore points? if so I could save the last position for each tool so it could go back to where this exact tool left the print last time.
-
RE: Wrong return point after tool changeposted in Duet Hardware and wiring
@dc42 But is there a way to stop the printer from going back to restore point automatically?
-
RE: Wrong return point after tool changeposted in Duet Hardware and wiring
@dc42 Ah thanks David. It would be great if the firmware could just know the next G1 command allready in the tpost.g file. That would solve the problem. I am doing it as you described. I even have a cleaning station but I am printing Pla combined with extremly flexible TPU so the ozzing is a serious problem.
-
RE: Wrong return point after tool changeposted in Duet Hardware and wiring
@Phaedrux it is supposed to go back 20mm above the print and then it should go directly to the new starting point
-
RE: Wrong return point after tool changeposted in Duet Hardware and wiring
Sure, would be awsome if you find something. I am a little under time pressure here
")
; Configuration file for Duet WiFi (firmware version 3) ; executed by the firmware on start-up ; ; generated by RepRapFirmware Configuration Tool v3.1.4 on Fri Sep 25 2020 15:34:47 GMT+0200 (Mitteleuropäische Sommerzeit) ; General preferences G90 ; send absolute coordinates... M83 ; ...but relative extruder moves M550 P"Hydra TC One" ; set printer name M669 K1 ; select CoreXY mode ; Network M551 P"LivMatS" ; set password M540 PBE:78:4F:38:52:3A M552 S1 P0.0.0.0 ; enable network and set IP address M553 P255.255.255.0 ; set netmask M554 P10.5.154.254 ; set gateway M586 P0 S1 ; enable HTTP M586 P1 S0 ; disable FTP M586 P2 S0 ; disable Telnet ; Drives M569 P0 S1 ; physical drive 0 goes forwards M569 P1 S1 ; physical drive 1 goes forwards M569 P2 S0 ; physical drive 2 goes backwords M569 P3 S1 ; physical drive 3 goes forwards M569 P5 S1 ; physical drive 3 goes forwards M569 P6 S1 ; physical drive 3 goes forwards M584 X0 Y1 Z2 C3 E5:6 ; set drive mapping M350 X16 Y16 Z16 C16 E16:16 I1 ; configure microstepping with interpolation M92 X100.00 Y100.00 Z400.00 C1312.36 E370.00:370.00 ; set steps per mm M566 X900.00 Y900.00 Z12.00 C900.00 E120:120 ; set maximum instantaneous speed changes (mm/min) M203 X6000.00 Y6000.00 Z1000.00 C600.00 E1200:1200 ; set maximum speeds (mm/min) M201 X500.00 Y500.00 Z20.00 C100.00 E250:250 ; set accelerations (mm/s^2) M906 X1200 Y1200 Z1450 C1200 E1200:1200 I100 ; set motor currents (mA) and motor idle factor in per cent ;M84 S30 ; Set idle timeout ; Axis Limits M208 X0 Y0 Z-1 C0 S1 ; set axis minima M208 X305 Y260 Z350 C50 S0 ; set axis maxima ;M208 C50 S0 ; set axis maxima ; Endstops M574 X1 S3 ; configure sensorless endstop for low end on X M574 Y2 S3 ; configure sensorless endstop for high end on Y M574 Z1 S2 ; configure sensorless endstop for low end on Z M574 C1 S3 ; configure sensorless endstop for low end on U M915 X R1 F0 S4 M915 Y R1 F0 S4 ;M915 Z R1 F0 S3 M915 C R1 F0 S4 ; Z-Probe M558 P1 C"!zprobe.in" R1.0 H3.0 T4000 F200 A6 S0.02 ;M558 P0 H5 F120 T6000 ; disable Z probe but set dive height, probe speed and travel speed M557 X{move.axes[0].min + 10}:{move.axes[0].max - 10} Y{move.axes[1].min + 10}:{move.axes[1].max -10} P3 ; define mesh grid G31 P500 Z0.0 ; Heaters M308 S0 P"bedtemp" Y"thermistor" T100000 B4138 ; configure sensor 0 as thermistor on pin bedtemp M950 H0 C"bedheat" T0 ; create bed heater output on bedheat and map it to sensor 0 M307 H0 A176.8 B1 C500.5 D1.7 S1.00 V24.1 M140 H0 ; map heated bed to heater 0 M143 H0 S120 ; set temperature limit for heater 0 to 120C M308 S1 P"exp.thermistor3" Y"thermistor" T100000 B4138 ; configure sensor 1 as thermistor on pin e0temp M950 H1 C"duex.e2heat" T1 ; create nozzle heater output on e0heat and map it to sensor 1 M307 H1 A480.5 B0 C213.4 D5.7 S1.00 V24.1 M308 S2 P"exp.thermistor4" Y"thermistor" T100000 B4138 ; configure sensor 1 as thermistor on pin e0temp M950 H2 C"duex.e3heat" T2 ; create nozzle heater output on e0heat and map it to sensor 1 M307 H2 A480.5 B0 C213.4 D5.7 S1.00 V24.1 ; Fans M950 F0 C"fan0" Q500 ; create fan 0 on pin fan0 and set its frequency M106 P0 S0 H-1 ; set fan 0 value. Thermostatic control is turned off M950 F1 C"duex.fan3" Q500 ; create fan 1 on pin fan1 and set its frequency M106 P1 S1 H1 T45 ; set fan 1 value. Thermostatic control is turned on M950 F2 C"duex.fan4" Q500 ; create fan 1 on pin fan1 and set its frequency M106 P2 S1 H2 T45 ; set fan 1 value. Thermostatic control is turned on ; Tools M563 P0 D1 H1 F0 ; define tool 0 G10 P0 X0 Y0 Z0 ; set tool 0 axis offsets G10 P0 R0 S0 ; set initial tool 0 active and standby temperatures to 0C M563 P1 D0 H2 F0 ; define tool 0 ;G10 P1 X0 Y0 Z0 ; set tool 0 axis offsets G10 P1 R0 S0 ; set initial tool 0 active and standby temperatures to 0C ; Custom settings are not defined ; Miscellaneous M950 J0 C"^!zstop" M501 ; load saved parameters from non-volatile memory T0 P0 T1 P0 T-1 P0 ; deselect tool G29 S1 if sensors.gpIn[0].value == 1 M291 P"Attached tool detected - please select in DWC" R"Warning" S2; tfree1.g ; called when tool 1 is freed ; ; generated by RepRapFirmware Configuration Tool v3.1.4 on Fri Sep 25 2020 15:34:48 GMT+0200 (Mitteleuropäische Sommerzeit) G1 C0 F600 G91 G1 Z5 F1000 G90 G53 G1 X47.7 Y0 F4000 M400 M208 S1 Y-70 G1 Y-70 F3000 M98 P"release_tool.g" M208 S1 Y0; tpost1.g ; called after tool 1 has been selected ; ; generated by RepRapFirmware Configuration Tool v3.1.4 on Fri Sep 25 2020 15:34:48 GMT+0200 (Mitteleuropäische Sommerzeit) ; Wait for set temperatures to be reached if sensors.gpIn[0].value == 1 && state.previousTool == -1 && state.status != "processing" abort "Tool selected without change procedure" G1 C0 F600 G91 G1 Z5 F1000 G90 G1 X47.7 Y0 F4000 M208 S1 Y-70 G1 Y-70 F3000 M98 P"pick_tool.g" G1 Y0 F4000 M208 S1 Y0 ;M208 S1 Z{-tools[0].offsets[2]} if sensors.gpIn[0].value != 1 M25 if state.status == "processing" && sensors.gpIn[0].value == 1 M98 P"wipe_tool.g" G1 R2 X0 Y0 Z20 F4000 -
Wrong return point after tool changeposted in Duet Hardware and wiring
Hi, I am doing first prints with my new tool changer but i dont understand the behavior of the tool change procedure. The new tool allways returns to the point the other tool left the print and contaminates it with its color. It is doing it automatically, I have no such command in my tpost file. I want it to go directly to the point it is supposed to start printing... is there a wa to achieve that?