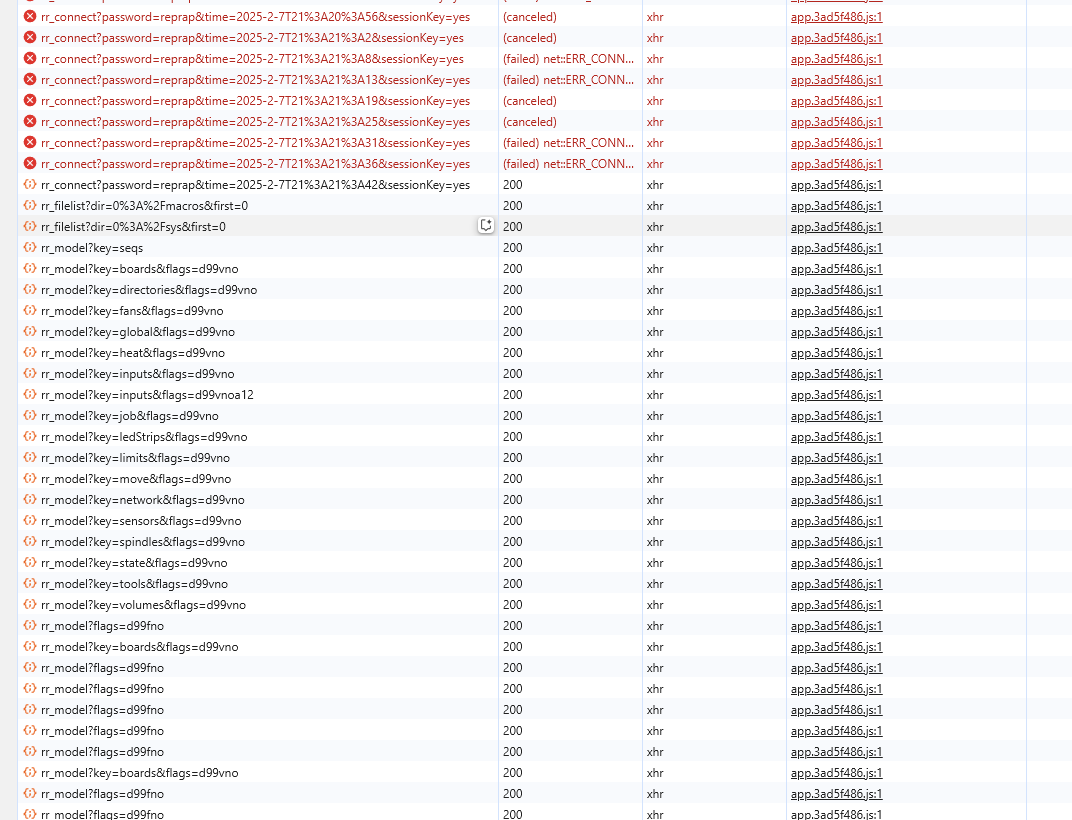
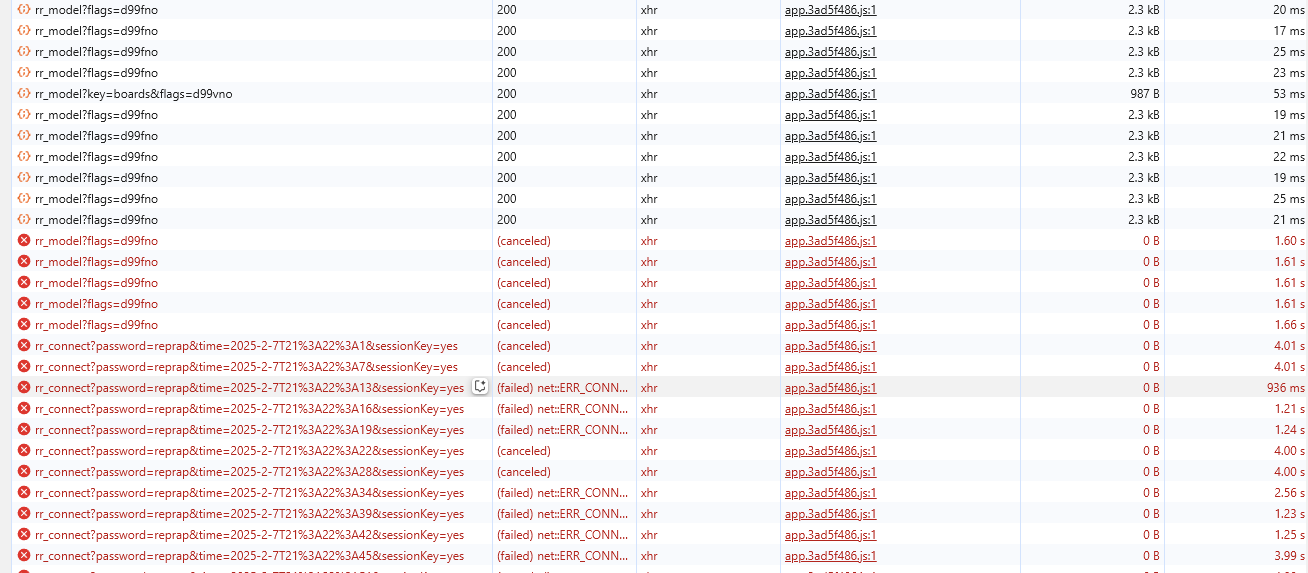
FWIW, I pulled the SD card out and checked it again, popped it in and it connected back to my GoPackGo network. I was able to navigate to the DWC with the provided IP, however it quickly disconnected me again.
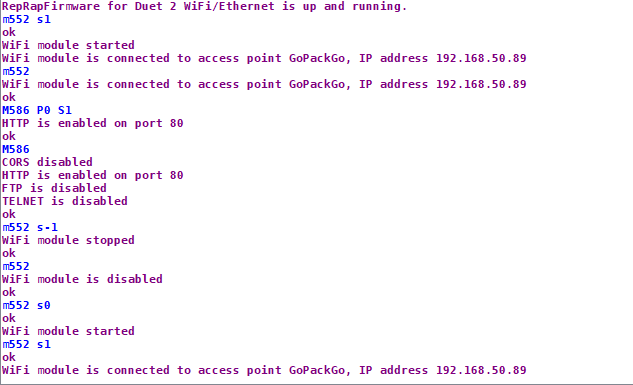
So I did an M588 S"GoPackGo" to force it to switch to GoPackGoGuest.
And it did.
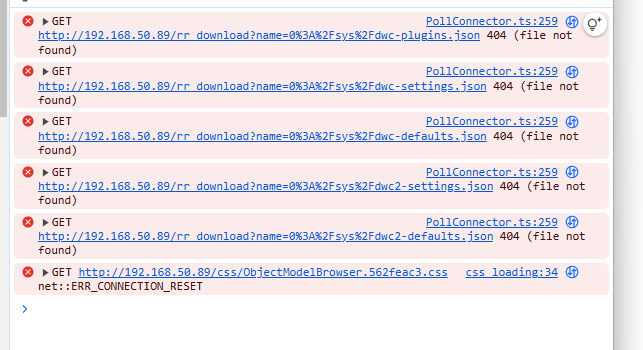
So I switched to GoPackGoGuest on my PC and navigated to the displayed IP and.... nothing. It just times out.
So here's my m122 now. I'm going to bed and I'll see if sleep helps.
m122
=== Diagnostics ===
RepRapFirmware for Duet 2 WiFi/Ethernet version 3.5.4 (2024-11-24 10:43:42) running on Duet WiFi 1.02 or later
Board ID: 08DGM-917NK-F2MS4-7JTDJ-3SD6M-KDT8F
Used output buffers: 1 of 26 (14 max)
=== RTOS ===
Static ram: 23488
Dynamic ram: 70940 of which 0 recycled
Never used RAM 19048, free system stack 186 words
Tasks: NETWORK(1,ready,26.8%,239) HEAT(3,nWait 5,0.0%,378) Move(4,nWait 5,0.0%,361) MAIN(1,running,73.2%,501) IDLE(0,ready,0.0%,29), total 100.0%
Owned mutexes: USB(MAIN)
=== Platform ===
Last reset 00:09:18 ago, cause: power up
Last software reset details not available
Error status: 0x00
MCU temperature: min 26.9, current 29.7, max 30.2
Supply voltage: min 1.6, current 1.7, max 1.8, under voltage events: 0, over voltage events: 0, power good: no
Heap OK, handles allocated/used 0/0, heap memory allocated/used/recyclable 0/0/0, gc cycles 0
Events: 0 queued, 0 completed
Driver 0: ok, SG min n/a
Driver 1: ok, SG min n/a
Driver 2: ok, SG min n/a
Driver 3: ok, SG min n/a
Driver 4: ok, SG min n/a
Driver 5:
Driver 6:
Driver 7:
Driver 8:
Driver 9:
Driver 10:
Driver 11:
Date/time: 2025-02-06 22:21:18
Cache data hit count 4294967295
Slowest loop: 99.26ms; fastest: 0.14ms
I2C nak errors 0, send timeouts 0, receive timeouts 0, finishTimeouts 0, resets 0
=== Storage ===
Free file entries: 10
SD card 0 detected, interface speed: 20.0MBytes/sec
SD card longest read time 3.8ms, write time 0.0ms, max retries 0
=== Move ===
DMs created 83, segments created 0, maxWait 0ms, bed compensation in use: none, height map offset 0.000, max steps late 0, min interval 0, bad calcs 0, ebfmin 0.00, ebfmax 0.00
no step interrupt scheduled
Moves shaped first try 0, on retry 0, too short 0, wrong shape 0, maybepossible 0
=== DDARing 0 ===
Scheduled moves 0, completed 0, hiccups 0, stepErrors 0, LaErrors 0, Underruns [0, 0, 0], CDDA state -1
=== Heat ===
Bed heaters -1 -1 -1 -1, chamber heaters -1 -1 -1 -1, ordering errs 0
=== GCodes ===
Movement locks held by null
HTTP is idle in state(s) 0
Telnet is idle in state(s) 0
File is idle in state(s) 0
USB is ready with "m122" in state(s) 0
Aux is idle in state(s) 0
Trigger is idle in state(s) 0
Queue is idle in state(s) 0
LCD is idle in state(s) 0
Daemon is idle in state(s) 0
Autopause is idle in state(s) 0
Q0 segments left 0
Code queue 0 is empty
=== Network ===
Slowest loop: 17.02ms; fastest: 0.00ms
Responder states: HTTP(0) HTTP(0) HTTP(0) FTP(0) Telnet(0)
HTTP sessions: 0 of 8
=== WiFi ===
Interface state: active
Module is connected to access point
Failed messages: pending 0, notrdy 0, noresp 0
Firmware version 2.2.0
MAC address 60:01:94:2e:9a:74
Module reset reason: Turned on by main processor, Vcc 3.43, flash size 4194304, free heap 46064
WiFi IP address 192.168.101.88
Signal strength -48dBm, channel 5, mode 802.11n, reconnections 0
Clock register 00002002
Socket states: 0 0 0 0 0 0 0 0
ok