Best posts made by polbofree
-
RE: Delta print dimension Issues - smart effectorposted in Smart effector for delta printers
@dc42
Thanks for your prompt answer.
Z axis is refered to third tower of delta printer, not to third axis of piece.Any tower on my printer give me different measure

Latest posts made by polbofree
-
Vivedino/formbot T-rex 3posted in Tuning and tweaking
Hello everyone!!
does anyone put a duet board on Vivedino/Formbot Trex printer?
If yes, what parameters of speeds and accelerations do you use? because my prints are not good on the corners...thanks
-
RE: Formbot T-Rex 3 Duet upgradeposted in Duet Hardware and wiring
@phaedrux said in Formbot T-Rex 3 Duet upgrade:
You should probably start a new thread.
ok, I try it.
thanks -
RE: Formbot T-Rex 3 Duet upgradeposted in Duet Hardware and wiring
Good morning to all.
Sorry for my english.
I monunt Duet2 + duex5 on my trex3+, configure firmware with originals parameters, but i can't do good prints.
My printed parts are full of ghosting, blobbed angles....what parameters do you use?
thanks -
RE: Delta print dimension Issues - smart effectorposted in Smart effector for delta printers
@engikeneer said in Delta print dimension Issues - smart effector:
As I said before, I doubt this will fix the issue you're seeing with dimensional accuracy, but it may help with getting a better/more consistent first layer.
When I send G30 S1 command, the nozzle hit the bed ang retur ne avery a different value.
If I try some times, I give:
-0.41
-0.43
-0.44
-0.43
-0.47
-0.43
-0.45
-0.51
....the nozzle is clean. Is it normal to have that differences?
-
RE: Delta print dimension Issues - smart effectorposted in Smart effector for delta printers
@engikeneer you advice me to delete G29 command into config.g and repeat configuration with G30?
-
RE: Delta print dimension Issues - smart effectorposted in Smart effector for delta printers
@dc42
Thanks for your prompt answer.
Z axis is refered to third tower of delta printer, not to third axis of piece.Any tower on my printer give me different measure
-
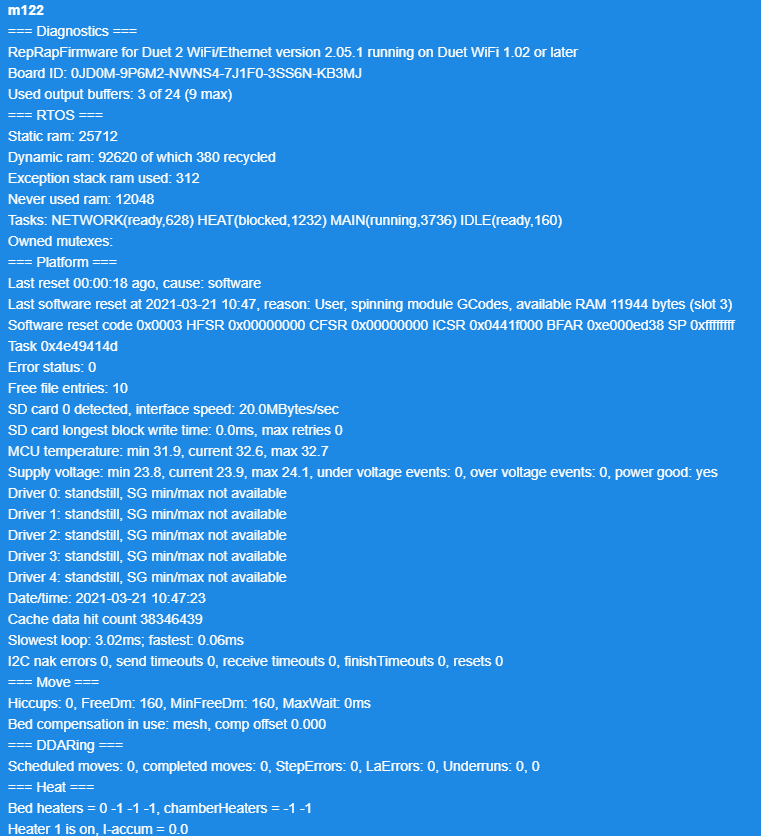
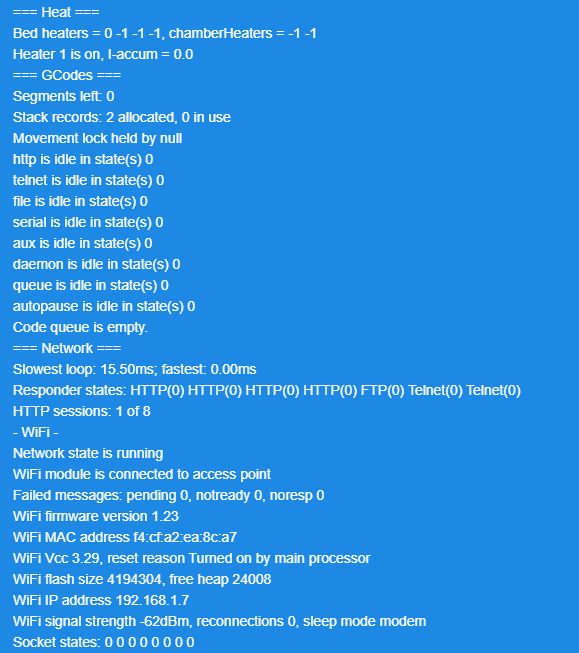
RE: Delta print dimension Issues - smart effectorposted in Smart effector for delta printers
 image url)
image url) -
RE: Delta print dimension Issues - smart effectorposted in Smart effector for delta printers
; bed.g
; called to perform automatic delta calibration via G32
;
; generated by RepRapFirmware Configuration Tool v3.2.1 on Fri Jan 15 2021 10:16:31 GMT+0100 (Ora standard dell’Europa centrale)
M561 ; clear any bed transform
; Probe the bed at 3 peripheral and 3 halfway points, and perform 6-factor auto compensation
; Before running this, you should have set up your Z-probe trigger height to suit your build, in the G31 command in config.g.
G30 P0 X0 Y129.9 H0 Z-99999
G30 P1 X64.95 Y112.5 H0 Z-99999
G30 P2 X112.5 Y64.95 H0 Z-99999
G30 P3 X129.9 Y0 H0 Z-99999
G30 P4 X112.5 Y-64.95 H0 Z-99999
G30 P5 X64.95 Y-112.5 H0 Z-99999
G30 P6 X0 Y-129.9 H0 Z-99999
G30 P7 X-64.95 Y-112.5 H0 Z-99999
G30 P8 X-112.5 Y-64.95 H0 Z-99999
G30 P9 X-129.9 Y0 H0 Z-99999
G30 P10 X-112.5 Y64.95 H0 Z-99999
G30 P11 X-64.95 Y112.5 H0 Z-99999
G30 P12 X0 Y64.9 H0 Z-99999
G30 P13 X56.21 Y32.45 H0 Z-99999
G30 P14 X56.21 Y-32.45 H0 Z-99999
G30 P15 X0 Y-64.9 H0 Z-99999
G30 P16 X-56.21 Y-32.45 H0 Z-99999
G30 P17 X-56.21 Y32.45 H0 Z-99999
G30 P18 X0 Y0 H0 Z-99999 S8G1 X0 Y0 Z150 F4000
; Use S-1 for measurements only, without calculations. Use S4 for endstop heights and Z-height only. Use S6 for full 6 factors
; If your Z probe has significantly different trigger heights depending on XY position, adjust the H parameters in the G30 commands accordingly. The value of each H parameter should be (trigger height at that XY position) - (trigger height at centre of bed)