Terrible results when I try to print.
-
Good News: I've taken care of the Z-probe setup. I changed the bed.g file settings to only use three calibration points and it worked. So I went back to the 10-point settings and changed any that went off the bed. When I click Auto-Delta Calibration, all 10 calibration points now complete successfully - the nozzle comes within 0.2mm of the bed, the Z-probe LED flashes and the nozzle retracts then goes to the next point. I have placed the M500 code at the end of bed.g and M501 at the end of config.g.
-
Bad News: Whenever I upload a gcode file of a 0.2mm test circle (after performing a calibration prior), the nozzle buries itself hard into the bed. Every time. And while I am not fast enough to power off the nozzle (it's dropping that fast), I think I'm at my last ropes here. I'm attaching whatever config files I have at this point.
-
More Bad News: The Duet Wifi web interface keeps disconnecting when I open the webpage in either Google Chrome or Microsoft Edge. It takes 30 seconds or more to allow me to reconnect, or I have to manually restart the board.
-
Question: Why does the nozzle bury itself into the bed when I just auto-calibrated the printer a few seconds before? Why is there a height difference that puts the Z-position below the bed after the auto-calibration?
config.g:
; Configuration file for Duet WiFi (firmware version 1.20 or newer)
; executed by the firmware on start-up
;
; generated by RepRapFirmware Configuration Tool on Sun May 13 2018 19:16:40
; General preferences
G90 ; Send absolute coordinates...
M83 ; ...but relative extruder moves
M555 P1 ; Set firmware compatibility to look like RepRapFirmare
;*** The homed height is deliberately set too high in the following - you will adjust it during calibration.
M665 R134 L270 B85 H300 ; Set delta radius, diagonal rod length, printable radius and homed height
M666 X0 Y0 Z0 ; Put your endstop adjustments here, or let auto calibration find them
; Network
M550 Pduettest
M552 S1 ; Enable network
M586 P0 S1 ; Enable HTTP
M586 P1 S0 ; Disable FTP
M586 P2 S0 ; Disable Telnet
; Z-Probe
M558 P1 X0 Y0 Z0 H30 F1000 T5000 ;I1 ; Set Z probe type to DC42 and the dive height + speeds
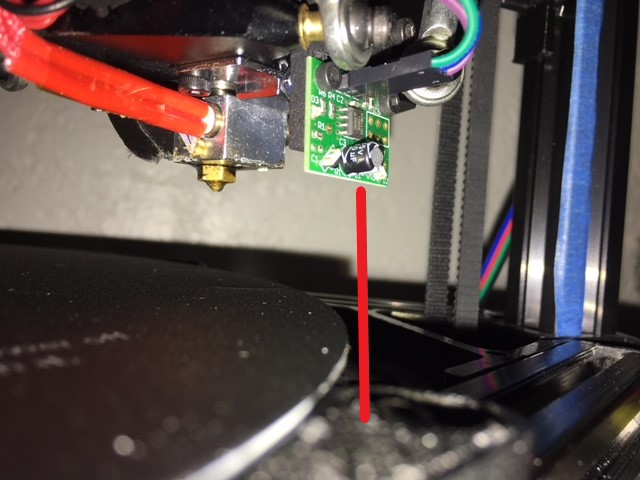
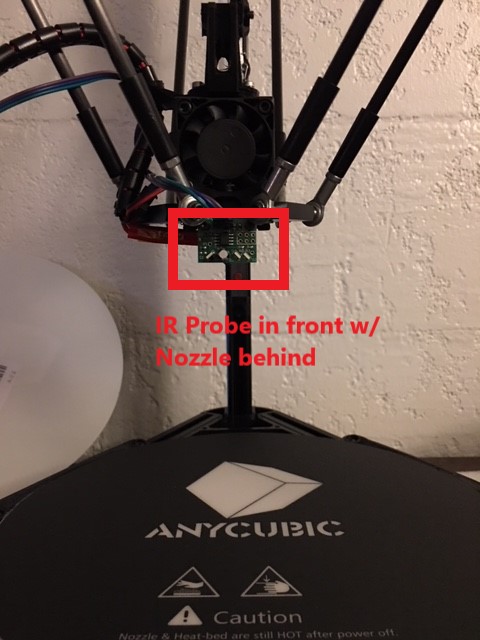
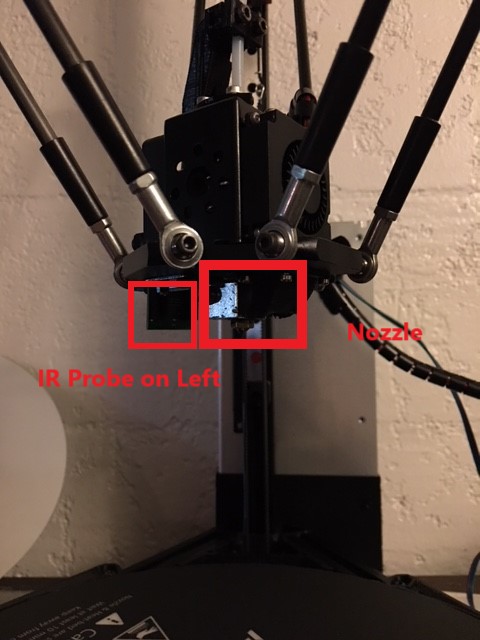
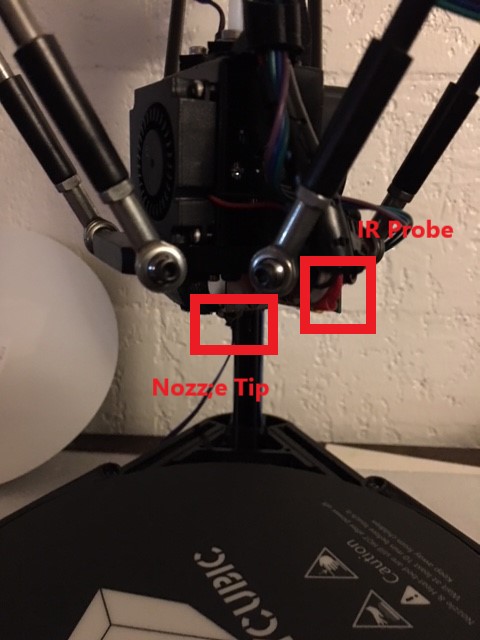
G31 X0 Y-32.82 Z0 P500 ; Set Z probe trigger value, offset and trigger height
M557 R80 S20 ; Define mesh grid
; Drives
M569 P0 S1 ; Drive 0 goes forwards
M569 P1 S1 ; Drive 1 goes forwards
M569 P2 S1 ; Drive 2 goes forwards
M569 P3 S1 ; Drive 3 goes forwards
M350 X16 Y16 Z16 E16 I1 ; Configure microstepping with interpolation
M92 X80 Y80 Z80 E96 ; Set steps per mm
M566 X1200 Y1200 Z1200 E1200 ; Set maximum instantaneous speed changes (mm/min)
M203 X18000 Y18000 Z18000 E1200 ; Set maximum speeds (mm/min)
M201 X1000 Y1000 Z1000 E1000 ; Set accelerations (mm/s^2)
M906 X1000 Y1000 Z1000 E800 I30 ; Set motor currents (mA) and motor idle factor in per cent
M84 S30 ; Set idle timeout
; Axis Limits
M208 Z0 S1 ; Set minimum Z
; Endstops
M574 X2 Y2 Z2 S1 ; Set active high endstops
; Heaters
M305 P0 T100000 B4267 C0 R4700 ; Set thermistor + ADC parameters for heater 0
M143 H0 S120 ; Set temperature limit for heater 0 to 120C
M305 P1 T100000 B4267 C0 R4700 ; Set thermistor + ADC parameters for heater 1
M143 H1 S275 ; Set temperature limit for heater 1 to 275C
; Fans
M106 P0 S0.3 I0 F500 H-1 ; Set fan 0 value, PWM signal inversion and frequency. Thermostatic control is turned off
M106 P1 S1 I0 F500 H1 T45 ; Set fan 1 value, PWM signal inversion and frequency. Thermostatic control is turned on
M106 P2 S1 I0 F500 H1 T45 ; Set fan 2 value, PWM signal inversion and frequency. Thermostatic control is turned on
; Tools
M563 P0 D0 H1 ; Define tool 0
G10 P0 X0 Y0 Z0 ; Set tool 0 axis offsets
G10 P0 R0 S0 ; Set initial tool 0 active and standby temperatures to 0C
; Automatic saving after power loss is not enabled
M501
; Custom settings are not configured
bed.g:
; bed.g
; called to perform automatic delta calibration via G32
;
; generated by RepRapFirmware Configuration Tool on Sun May 13 2018
M561 ; clear any bed transform
G31 X0 Y0 Z20 ; POSSIBLE PROBLEM WITH Z=32.82
;G31 X0 Y0 Z32.82 ; don't want any probe offset for this - ADDED 5/21/2018
G28 ; home the printer
M401 ; deploy the Z probe
; bed.g file for RepRapFirmware, generated by Escher3D calculator
; 10 points, 6 factors, probing radius: 105, probe offset (0, 0)
M98 Pdeployprobe.g
G30 P0 X0.00 Y105.00 Z-99999 H0
G30 P1 X90.93 Y52.50 Z-99999 H0
G30 P2 X55.00 Y-65.00 Z-99999 H0
G30 P3 X0.00 Y-80.00 Z-99999 H0
G30 P4 X-72.00 Y-50.00 Z-99999 H0
G30 P5 X-87.00 Y52.50 Z-99999 H0
G30 P6 X0.00 Y52.50 Z-99999 H0
G30 P7 X45.47 Y-26.25 Z-99999 H0
G30 P8 X-45.47 Y-26.25 Z-99999 H0
G30 P9 X0 Y0 Z-99999 S6
M98 Pretractprobe.g
M402 ; retract the Z probe
G1 X0 Y0 Z150 F15000 ; get the head out of the way of the bed
M500 ; Save results
homedelta.g:
; homedelta.g
; called to home all towers on a delta printer
;
; generated by RepRapFirmware Configuration Tool on Sun May 13 2018
G91 ; relative positioning
G1 S1 X400 Y400 Z400 F1800 ; move all towers to the high end stopping at the endstops (first pass)
G1 X-5 Y-5 Z-5 F1800 S2 ; go down a few mm
G1 S1 X10 Y10 Z10 F360 ; move all towers up once more (second pass)
G1 Z-5 F6000 ; move down a few mm so that the nozzle can be centred
G90 ; absolute positioning
;G1 X0 Y0 F6000 ; move X+Y to the centre