@jay_s_uk Makes sense now. Thank-you!
Posts made by loddie
-
RE: Duet 3 real-time Gcodeposted in Duet Hardware and wiring
@jay_s_uk This is great news. You clued me in to what to search for. From this post, it seems no checksum is needed. So it seems it is as simple as connecting Duet board via USB, opening the serial port with corresponding baudrate on computer, and sending Gcode command such as: "G1 X100 Y100\r\n".
As for closed loop, your explanation makes sense and was how I thought it worked. However, I now realize my #2 question was written incorrectly. If I use the integrated stepper drivers on a 6HC or 3HC directly with an encoded stepper motors (no external driver), there is no closed loop error correction option; but if I use a 1HCL directly with an encoded stepper, there can be error correction (performed on the 1HCL). However, I would need one 1HCL per axis. In other words, to have closed loop function in a Duet board (rather than an independent external stepper driver), the only option is the 1HCL (one per axis). Is this correct?
Thank-you for you insights!
-
Duet 3 real-time Gcodeposted in Duet Hardware and wiring
I'm planning on building a multiple axis CNC machine for positioning objects (rather than machining). The control software will be Grasshopper, a parametric plugin for Rhino. There are many example projects online and Grasshopper can even be configured to directly control many axis by sending step and direction signals to a driver. However, as Grasshopper runs on a PC, it is not very good at providing synchronous control. I need motion paths that are accurate, which sychronize motion between several axes so the desired paths are followed.
The other requirement I need is real-time control. That is, a user presses a button or keyboard/mouse command and the corresponding G-code for the desired motion path is sent to a CNC controller which immediately executes the commands. In other words, the user does not save a file with G-codes, then load it into the CNC controller - instead the operation is in real-time. Grasshopper can send immediate G-Code commands via many means such as serial port, OSC commands, etc.
-
Can Duet 3 accept real-time G-Code commands and immediately execute them or are they only executed from a saved file?
-
Also, I'm interested in using closed loop steppers or servos. Is the closed loop function correction performed in the amplifier drive? I'm confused if I need one 1HCL per closed loop axis to take advantage of closed loop or if I can use the 6HC and 3HC and still benefit from closed loop control. The confusion stems from the descriptions of the latter two not mentioning closed loop capability, whereas the 1HCL specifically mentions it.
Thank-you!
-
-
RE: Is streaming G-code (real-time) possible?posted in General Discussion
@dc42 Thank-you for the warning and insight! Perfectly valid for long processes such as 3D printing or CNC machining. Fortunately, in my application, power loss shouldn't be a problem as it is simply for statically positioning objects - so the G-code is only a couple of lines and the process is only a few seconds. If power is lost, I'll just start the process over.
-
RE: Is streaming G-code (real-time) possible?posted in General Discussion
@EasyTarget Thank-you! I'll have to dig deeper into the documentation as I somehow missed it. Anyway, it is great to know the capability exists.
-
Is streaming G-code (real-time) possible?posted in General Discussion
After much searching here and online, I can't find the answer I'm looking for. I'd like to use Duet3D hardware to control a custom CNC positioning device and stream instructions from software on a local host Windows PC.
Is it possible to stream G-code data into Duet3D controller boards instead of loading from a file? From this thread, it seems that Pronterface and Slicer3D can stream files directly to a 3Dprinter, so I am optimistic.
If so, is there any feedback mechanism such as checksum or "OK" to notify the sender that the data was received?
If not, can other firmware (besides RepRap) with streaming capability be used with the Duet3D controller boards?
-
RE: Multiple Motion Systemposted in Beta Firmware
@o_lampe I had not thought of that. Thank-you for pointing it out.
This application would be TPU, which I have yet to print with (mainly ABS/PLA). Does TPU require a perimeter for an object the size on an infill? If so, seems the G-Code would need to be edited. Or, perhaps the perimeter could be designed into the CAD file so that it exists for adhesion, but eliminate the perimeter from the slicer settings.
-
RE: Multiple Motion Systemposted in Beta Firmware
@o_lampe Good idea! Some have mentioned that different speeds results in difference in print quality if not appearance. Perhaps this could be addressed by having the outer wall speeds, the same, but have differing infill speeds.
-
RE: Multiple Motion Systemposted in Beta Firmware
@o_lampe said in Multiple Motion System:
openScad
Thanks! I'm not familiar with openScad but am quite proficient with Fusion360. It seems slicing the model is the easy part. As you mention, it the synchronization that I am not sure about.
-
RE: Multiple Motion Systemposted in Beta Firmware
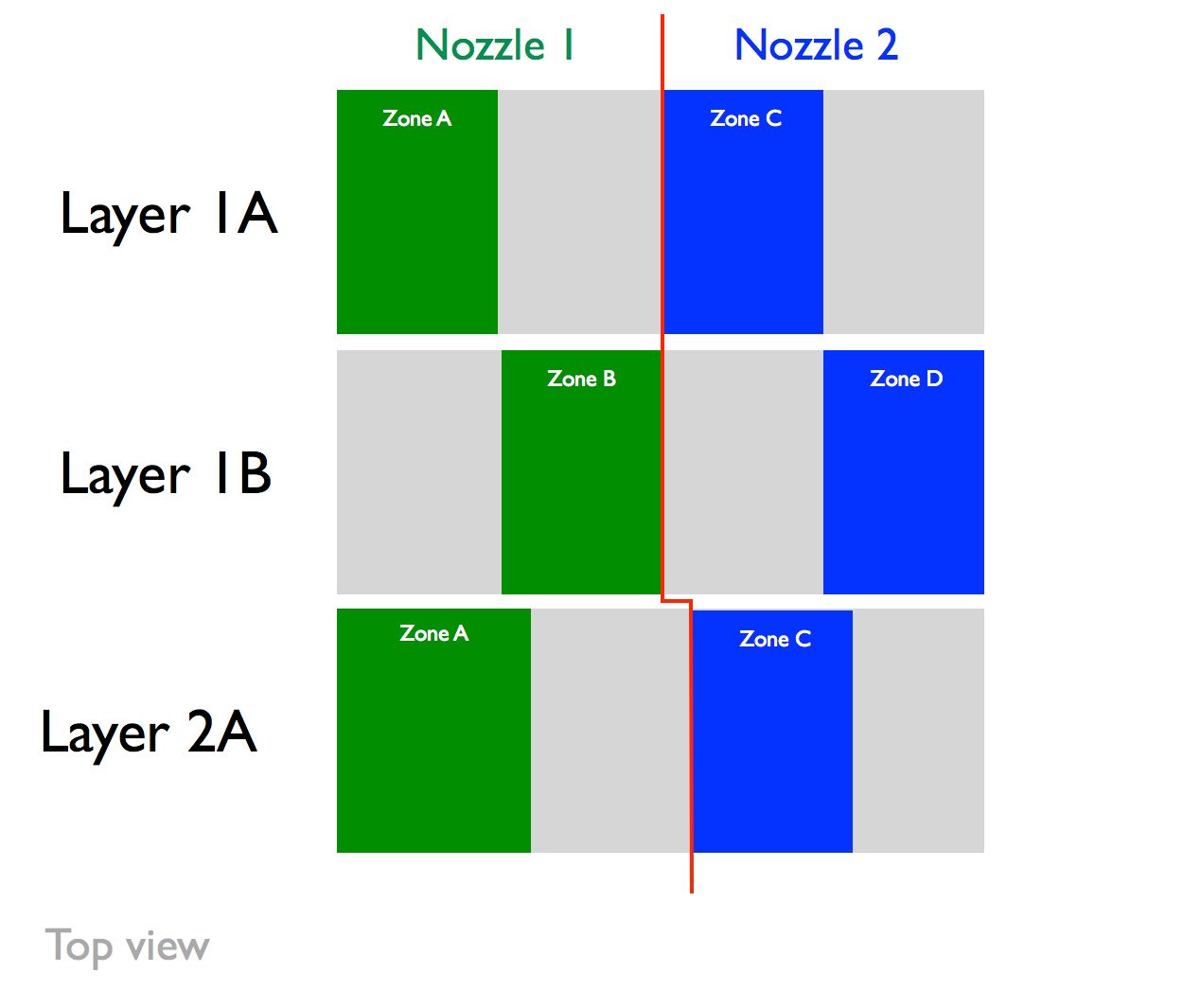
@o_lampe No, the zones are in a row, not a square. See image. This is the top view of the zones (perpendicular to Z axis). Nozzle 1 would always left of the red line in Zone A or B, and Nozzle 2 would always be to the right of the red line. So the sequence is:
- Layer 1A prints: Nozzle 1 stays in Zone A, Nozzle 2 stays in Zone C.
- Layer 1B prints: Nozzle 1 stays in Zone B, Nozzle 2 stays in Zone D.
- Layer 2A prints: In Layer 2A, the zones shift slightly so that there is an interweaving joint between layers instead of a butt joint (hence shift of the red line).
- Layer 2B prints.
- Layer 3A prints: In Layer 3A, the zones shift slighty back to the same positions in Layer 1, and the process loops.
Nozzle 1 would move to the left when not printing while Nozzle 2 would move to the right. As long as the toolhead is narrower than the adjacent zone, and each "half" layer is finished before printing the other "half" layer, collision is not possible.
How difficult would it be to script something like this? It seems it would be much simpler than true collision avoidance collaboration, particularly if the single part was divided into 4 parts (one for each zone) with the interweaving layers in CAD.
-
RE: Multiple Motion Systemposted in Beta Firmware
@T3P3Tony said in Multiple Motion System:
As an interim step for the path generation, a post processor could be written that printed two different parts on the bed at the same time, synchronised each layer. With more work the slicers could be modified to use the built in "painting" and tool functions to specify areas of a single model that are tagged per tool, and then a post processor (or built in function) would then use those flagged areas in the different motion streams.
Thank-you for the insight. The interim step you describe would be a satisfactory solution for my application. I want print custom shoe insoles, so the printed parts are always similar, but not identical.
I envision there being four zones in a row for each layer (A,B,C,D) with each nozzle just printing in two zones (A & C, then B & D) simultaneously which are not adjacent. Each nozzle would be assigned to stay in one of its seperate zones in which collsion is not even possible. When both nozzles are finished printing each zone, they shift to their other zones. After the four zones are completed, the next layer begins and the process repeats. Every other layer, the zones would shift a little or randomly from the previously layer so that the zones are not just butted joints vertically, but interweave like a zipper.
Such a setup would not be optimal for maximum efficiency as one nozzle may finish before the other (and introduce drooling problems), but it should still provide significant improvement in reducing printing time. With the four zone, two independent nozzle described above, is anti-collision even necessary?
My expertise is obviously not programming, but I imagine this could be accomplished with scripting/postprocessor without too much difficulty as the same zones could be applied to each insole or scaled appropriated accounting for overall insole length. In other words, in an application in which similar, but not identical, parts are produced, does that simplify collaborative programming/scripting?
FWIW, in my application, the tool path generation would have to be automated/scripted, rather than manually editing the G-Code.
I completely understand the chicken vs. egg challenge - I'm just on the other side of it. Why build a collaborative capable printer if I cannot run it with collaboration? In my application, collaboration is the best means of achieving printing time targets.
-
RE: Multiple Motion Systemposted in Beta Firmware
@o_lampe That was my fear that this was a hen&egg, or chicken&egg problem as we say in the USA.
It is surprising that there has not been more progress with colloboration modes as the fastest way to increase print times of a single object is to increase the nozzles.
-
Multiple Motion Systemposted in Beta Firmware
Re: Beta testers for multiple motion system support
Given RRF 3.5 adds multiple motion system support and Duet has provided support for it, I was quite excited to design and build a new 3D printer specially for independent dual extruder simultaneous/"collaboration" printing of single objects with the objective of minimizing print times in a potentially commercial application. However, with David's (DC42) description of the collaboration function, my enthusiasm was tempered a bit:
"It's up to the slicer to do proactive avoidance. The collision detection is there as a backup."
This leads to several questions:
- Has anyone successfully used this collaboration mode yet?
- What slicers have the cabability to create collaboration modes to be used with RRF/Duet (or any firmware/controller)?
- How much effort is it to set this up in the compatible slicers? E.g., does the slicer do all the work or does the user have tinker/manually edit g-code? How much actual/processing time (minutes) is needed to calculate the toolpaths?
I plan to build a dedicated dual extruder 3D printer specifically for this function preferably with Duet components, so any input is appreciated. Outside the Autodesk Escher, which seems to not have successfully taken off commercially, there is not much discussion of actual successful collaboration capable 3D printers outside academic papers discussing algorithm optimization.