okay, I think I solved my own problem. But any feedback or input is welcomed, good or bad. So first I bumped my bed.g probe from 7 to 13 points s6 which took my mesh deviation from .174 to .054 and min/max from -.512/.363 to -.140/.114
NOTE: I am using a boro bed and have put a straight edge across it with a light it is "almost" perfectly flat. I am very happy with the results
With that I went all in, adjusting my bed.g probe point amounts / from s6-8
bed.g 13 points @ 112radius 6 factor
g29 - 61 points probed, min error -0.140, max error 0.114, mean 0.004, deviation 0.054
m666 Endstop adjustments X1.59 Y-2.48 Z0.89, tilt X0.00% Y0.00%
m665 Diagonals 288.000:288.000:288.000, delta radius 139.404, homed height 230.635, bed radius 110.0, X 0.321°, Y 0.112°, Z 0.000°
bed.g 16 points @110 radius 6 factor
G29 61 points probed, min error -0.078, max error 0.078, mean -0.001, deviation 0.036
m666 Endstop adjustments X1.64 Y-2.37 Z0.73, tilt X0.00% Y0.00%
m665 Diagonals 288.000:288.000:288.000, delta radius 139.543, homed height 230.643, bed radius 110.0, X 0.479°, Y 0.073°, Z 0.000°
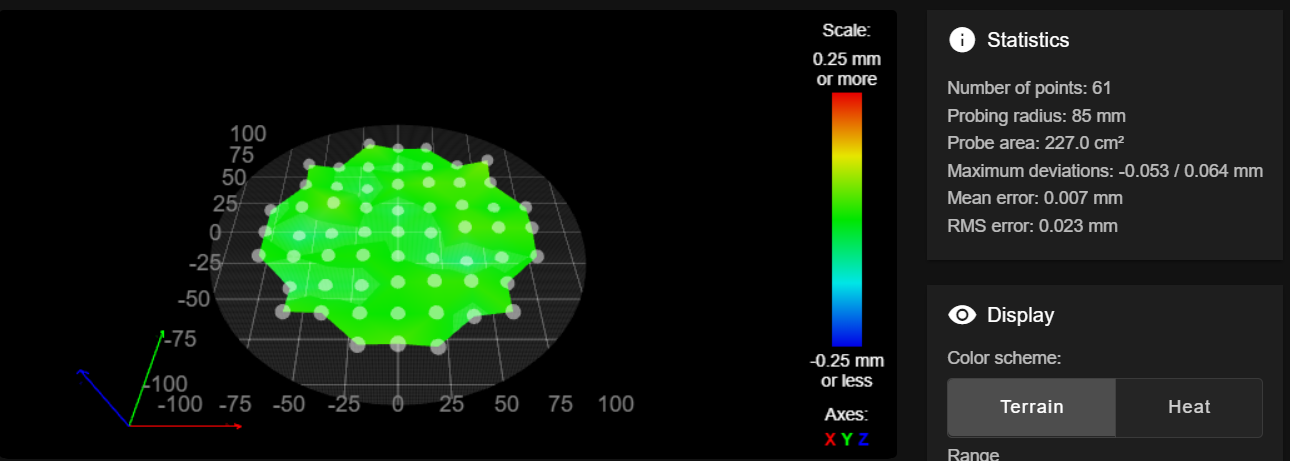
bed.g 16 points @110 radius 8 factor
G29 61 points probed, min error -0.053, max error 0.064, mean 0.007, deviation 0.023
m666 Endstop adjustments X1.38 Y-1.34 Z-0.03, tilt X0.59% Y-0.70%
m665 Diagonals 288.000:288.000:288.000, delta radius 139.487, homed height 230.644, bed radius 110.0, X -0.051°, Y 0.098°, Z 0.000°
EDIT: Just ran my first test print - the first layer...perfect all the way around the bed.