Hello everyone,
I am using the DUET 3 for an axis system inside a climate chamber which has a carousel as x-axis to move parts in circle and a z-axis to get in touch with the parts every once in a while.
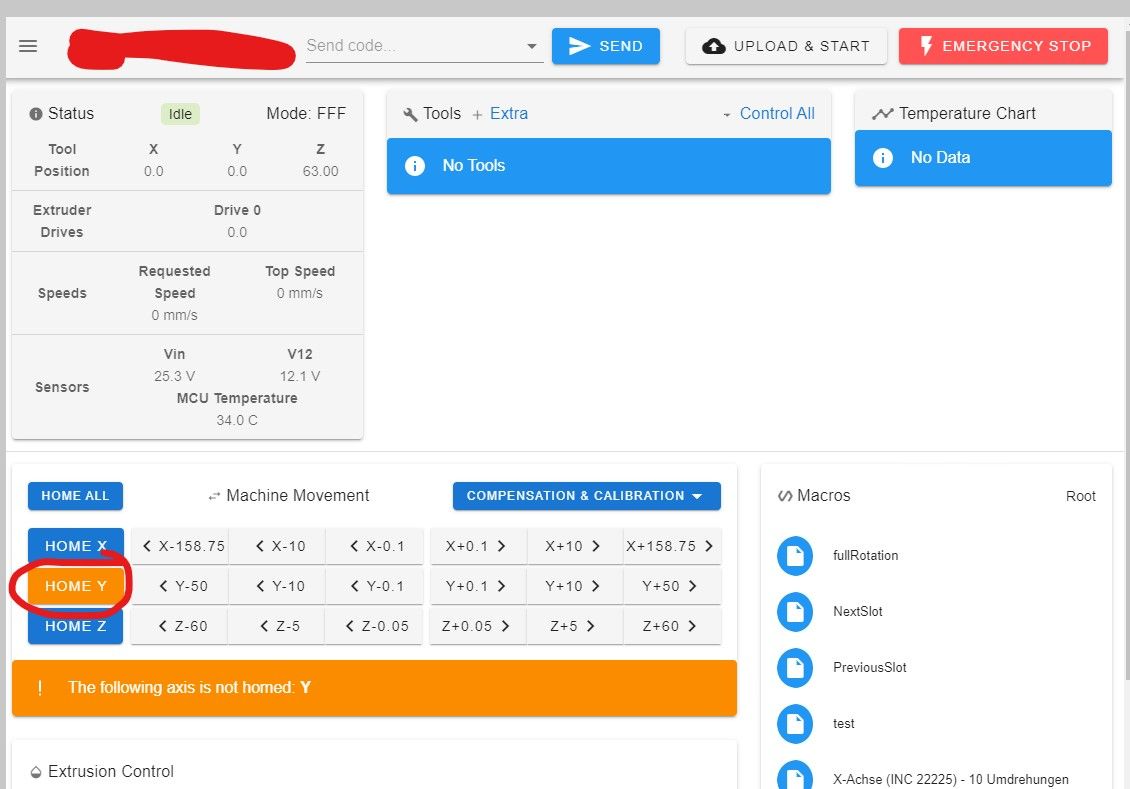
Obviously there is no y-axis configured but in the web interface the y-axis is shown anyways. Is there a possibility to just show the x- and the z-axis? There is the M584 P2 / P1 command but this doesn't hide axes located in between (normal order is xyz abc/uvw). So it is possible to just show the x or x and y or x, y and z.
So all in all the question is:
Is it possible to realize that only the x- and the z-axis are shown in the web interface? also I would like to avoid the error message when homing all axes, which indicates, that y couldn't be homed.
Thank you very much in advance and greetings from bavaria,
Gabriel
; Configuration file for Duet 3 (firmware version 3)
; executed by the firmware on start-up
;
; generated by RepRapFirmware Configuration Tool v3.1.10 on Tue Dec 15 2020 13:39:59 GMT+0100 (Mitteleuropäische Normalzeit)
; General preferences
G90 ; send absolute coordinates...
M83 ; ...but relative extruder moves
M550 P"DUMMYNAME" ; set printer name
; Network
M551 P"DUMMYPW" ; set password
M552 P192.168.50.20 S1 ; enable network and set IP address
M553 P255.255.255.0 ; set netmask
M554 P192.168.50.1 ; set gateway
M586 P0 S1 ; enable HTTP
M586 P1 S0 ; disable FTP
M586 P2 S1 ; enable Telnet
; Drives
M569 P0.0 S1 ; physical drive 0.0 goes forwards
M569 P0.1 S0 ; physical drive 0.1 goes forwards
M584 X0.0 Z0.1 P3 ; set drive mapping
M350 X16 Z16 I1 ; configure microstepping with interpolation
M92 X132.615 Z1066.67 ; set steps per mm
M566 X1500 X1500 ; set maximum instantaneous speed changes (mm/min)
M203 X24000 Z1200 ; set maximum speeds (mm/min)
M201 X500 Z100 ; set accelerations (mm/s^2)
M906 X2800 Z2800 I5 ; set motor currents (mA) and motor idle factor in per cent
M84 S5 ; Set idle timeout
;Break
;M950 P2 C"out1" ; Naming Break Output 2nd Axis (Z)
; Axis Limits
M208 X-20000 Z0 S1 ; set axis minima
M208 X20000 Z63 S0 ; set axis maxima
; Endstops
M574 X1 S1 P"!io1.in" ; configure active-high endstop for low end on X via pin !io01in
M574 Z1 S1 P"!io0.in" ; configure active-high endstop for low end on Z via pin !io0.in
")