Also, if this does what you want, I suspect that with 1.19 you can put the file in the www directory on the SD card of one (or all) the machines. Then you can refer your browser to that file. That way, all PCs have access to the same page.
Posts made by Frank833
-
RE: Multiple duetwifi's in one pageposted in General Discussion
-
RE: A couple of questionsposted in General Discussion
One word of caution, terminals 1 & 2 are LIVE MAINS VOLTAGE. So make sure kiddies cannot get their fingers on them!
-
RE: A couple of questionsposted in General Discussion
This is the SSR I use:
At $5, can't beat the price. Has an indicator light (so it's obvious when it's on). I mounted it to a heat sink, but it does not get warm in my use, so that is probably over kill.
Will handle 24-380VAC for the heater and can be switched by 3-32VDC. It is rated at 25A so this should work for practically anyone.
I assume it is made in China so is probably available outside the US easily.
-
RE: Multiple duetwifi's in one pageposted in General Discussion
I cannot pull up the page with your sample (gets an HTTP 502 error). But assuming you want a single web page that shows 4 different DWCs….
You can make a basic HTML page on your PC. In it have 4 iFrames. Each iFrame has the URL of one of 4 DWCs.
Below is the MOST BASIC html file to get you started. Save this to a file (ending with .html) to your PC. Then open it in your browser. If all works for you, update the URLs as needed.
<iframe src="https://www.duet3d.com/DuetWebControlSim/" width="45%" height="45%"><br /> alternative content for browsers which do not support iframe.<br /></iframe>
<iframe src="https://www.duet3d.com/DuetWebControlSim/" width="45%" height="45%"><br /> alternative content for browsers which do not support iframe.<br /></iframe>
<iframe src="https://www.duet3d.com/DuetWebControlSim/" width="45%" height="45%"><br /> alternative content for browsers which do not support iframe.<br /></iframe>
<iframe src="https://www.duet3d.com/DuetWebControlSim/" width="45%" height="45%"><br /> alternative content for browsers which do not support iframe.<br /></iframe> -
RE: Slow file upload to Duet Wifiposted in General Discussion
I can't comment on SD fragmentation issues…
But in general, when we see that is is 'normal' for transfers to start fast and then slow down, it is caused by a router (or bandwidth manager), throttling speed. These throttles are generally setup to allow short transfers to be fast (so normal web browsing gets good performance), and slows larger transfers. The methods employed to slow the transfers often result in TCP errors.
If speeds are just hit or miss, it is generally contention somewhere. With WiFi, a busy network takes lots of errors - hurting everyone. You might check and see how many other APs are in your area (how many can you 'see' with your phone?). If there are others, setting your AP to a different channel may help.
-
RE: Connect issues on a specific computer after upgrading to Wifiposted in General Discussion
Wasn't really a problem. I have an iPad I just leave by the printer. Phone works fine too.
I know a few of us had this problem and most did not.
-
RE: Someone smarter than me…....Please Helpposted in General Discussion
@Frank833 I just ordered one and question, does it go inline with one of the cables going to heat bed or does it go across both wires that go to the heatbed ? Thanks
It goes in-line in your + or 'load' (if mains). So put it between the SSR, SCR, Relay or Duet (whatever is powering your heater) and the heater.
It is just a dumb switch - it just disconnects the circuit if it gets too hot. Press the button to reset it. They sometime 'break' if they trip (fail to reset).
-
RE: Connect issues on a specific computer after upgrading to Wifiposted in General Discussion
I upgraded to 1.19.2 last night. It FIXED this problem which I have had consistently since starting to use my Duet Wifi in early 2017.
-
RE: Printing Status Issues & Suggestionsposted in Duet Web Control wishlist
DWC shows the correct layer height 0.6 / 0.4 (first layer is 0.6).
Slic3r(Prusa) does some funky things with supports, when I look at individual layers in Slic3r some have only supports and some have only the actual object. It could be that is getting it confused.
The reported layer height (592) * 0.4 = 9.3" which is about the actual height of this print. The printed layers on this print went to about 750 before it finished. The print is not that tall.
-
RE: Printing Status Issues & Suggestionsposted in Duet Web Control wishlist
Thanks, this is where it belongs, I did not scroll down so did not even see this area…
Looking at the gcode, I don't see where it has 592 as the number of layers. If I should be looking for something specific, please let me know. Here is top/bottom of the code:
; generated by Slic3r 1.36.2-prusa3d-stable-win64 on 2017-09-14 at 23:06:23
;
; external perimeters extrusion width = 0.90mm
; perimeters extrusion width = 0.90mm
; infill extrusion width = 0.90mm
; solid infill extrusion width = 0.90mm
; top infill extrusion width = 0.80mm
; support material extrusion width = 0.80mmM104 S200 ; set temperature
G90 ; absolute positioning
M83 ; extruder relative mode
M140 S45 ; set bed temp
G10 P1 Z0.0 R200 S200 ; set extruder 1 temp
M207 S4.0 R4.0 F2400 Z0.6 ; Settings for Firmware retraction
G1 X0 Y0; 0 XY axis
M116 P1 ; Wait for extruder to heat; Filament gcode
M109 S200 ; set temperature and wait for it to be reached
G21 ; set units to millimeters
G90 ; use absolute coordinates
M83 ; use relative distances for extrusion
G10 ; retract
G1 Z0.600 F3000.000
G1 X-24.259 Y26.996 F3000.000
G11 ; unretract
G1 F438.982
G1 X-25.272 Y26.996 E0.18330
G1 X-25.272 Y29.350 E0.42586
..................snip......................
G1 X-64.181 Y0.588 E0.11638
G1 X-69.059 Y5.466 E0.78964
G1 X-68.042 Y5.466 E0.11638
G1 X-64.181 Y1.605 E0.62505
G1 X-64.181 Y2.622 E0.11638
G1 X-67.025 Y5.466 E0.46046
G1 X-66.008 Y5.466 E0.11638
G1 X-64.181 Y3.638 E0.29587
G1 X-64.181 Y4.655 E0.11638
G1 X-65.313 Y5.787 E0.18331
G10 ; retract
; Filament-specific end gcode
;END gcode for filamentG10 P1 R0 S0 ; set extruder 1 temps to 0
M140 S0 R0 ; turn off heatbed
G4 P30000; wait 30 seconds (let extruder cool)
M106 S0 ; turn off fan
G91 ; relative positioning
G1 Z25 ; Move head UP 25mm
G90 ; back to absolute positioning
G1 X0 Y0; home XY axis
M84 ; disable motors
; filament used = 352711.8mm (848.4cm3)
; filament used = 1060.5
; filament cost = 21.2
; total filament cost = 21.2; avoid_crossing_perimeters = 0
; bed_shape = 268.521x28.2227,264.1x56.1362,256.785x83.4346,246.657x109.819,233.827x135,218.435x158.702,200.649x180.665,180.665x200.649,158.702x218.435,135x233.827,109.819x246.657,83.4346x256.785,56.1362x264.1,28.2227x268.521,0x270,-28.2227x268.521,-56.1362x264.1,-83.4346x256.785,-109.819x246.657,-135x233.827,-158.702x218.435,-180.665x200.649,-200.649x180.665,-218.435x158.702,-233.827x135,-246.657x109.819,-256.785x83.4346,-264.1x56.1362,-268.521x28.2227,-270x0,-268.521x-28.2227,-264.1x-56.1362,-256.785x-83.4346,-246.657x-109.819,-233.827x-135,-218.435x-158.702,-200.649x-180.665,-180.665x-200.649,-158.702x-218.435,-135x-233.827,-109.819x-246.657,-83.4346x-256.785,-56.1362x-264.1,-28.2227x-268.521,0x-270,28.2227x-268.521,56.1362x-264.1,83.4346x-256.785,109.819x-246.657,135x-233.827,158.702x-218.435,180.665x-200.649,200.649x-180.665,218.435x-158.702,233.827x-135,246.657x-109.819,256.785x-83.4346,264.1x-56.1362,268.521x-28.2227,270x0
; bed_temperature = 45
; before_layer_gcode =
; bridge_acceleration = 0
; bridge_fan_speed = 100
; brim_width = 5
; complete_objects = 0
; cooling = 0
; default_acceleration = 0
; deretract_speed = 0
; disable_fan_first_layers = 1
; duplicate_distance = 6
; end_filament_gcode = "; Filament-specific end gcode \n;END gcode for filament\n"
; end_gcode = G10 P1 R0 S0 ; set extruder 1 temps to 0\nM140 S0 R0 ; turn off heatbed\nG4 P30000; wait 30 seconds (let extruder cool)\nM106 S0 ; turn off fan\nG91 ; relative positioning\nG1 Z25 ; Move head UP 25mm\nG90 ; back to absolute positioning\nG1 X0 Y0; home XY axis\nM84 ; disable motors
; extruder_clearance_height = 20
; extruder_clearance_radius = 20
; extruder_colour = ""
; extruder_offset = 0x0
; extrusion_axis = E
; extrusion_multiplier = 1
; fan_always_on = 0
; fan_below_layer_time = 100
; filament_colour = #80FF00
; filament_cost = 20
; filament_density = 1.25
; filament_diameter = 1.75
; filament_max_volumetric_speed = 8
; filament_notes = ""
; filament_soluble = 0
; filament_type = PLA
; first_layer_acceleration = 0
; first_layer_bed_temperature = 45
; first_layer_extrusion_width = 0
; first_layer_speed = 50%
; first_layer_temperature = 200
; gcode_comments = 0
; gcode_flavor = reprap
; infill_acceleration = 0
; infill_first = 0
; layer_gcode =
; max_fan_speed = 100
; max_layer_height = 0
; max_print_speed = 40
; max_volumetric_extrusion_rate_slope_negative = 0
; max_volumetric_extrusion_rate_slope_positive = 0
; max_volumetric_speed = 0
; min_fan_speed = 35
; min_layer_height = 0.07
; min_print_speed = 10
; min_skirt_length = 50
; notes =
; nozzle_diameter = 0.8
; only_retract_when_crossing_perimeters = 0
; ooze_prevention = 0
; output_filename_format = [input_filename_base].gcode
; perimeter_acceleration = 0
; post_process =
; printer_notes =
; resolution = 0
; retract_before_travel = 1
; retract_before_wipe = 0%
; retract_layer_change = 1
; retract_length = 7
; retract_length_toolchange = 10
; retract_lift = 0
; retract_lift_above = 0
; retract_lift_below = 0
; retract_restart_extra = 0
; retract_restart_extra_toolchange = 0
; retract_speed = 40
; single_extruder_multi_material = 0
; skirt_distance = 5
; skirt_height = 1
; skirts = 0
; slowdown_below_layer_time = 5
; spiral_vase = 0
; standby_temperature_delta = -5
; start_filament_gcode = "; Filament gcode\n"
; start_gcode = G90 ; absolute positioning\nM83 ; extruder relative mode\nM140 S[first_layer_bed_temperature] ; set bed temp\nG10 P1 Z0.0 R[first_layer_temperature] S[first_layer_temperature] ; set extruder 1 temp\nM207 S4.0 R4.0 F2400 Z0.6 ; Settings for Firmware retraction\nG1 X0 Y0; 0 XY axis\nM116 P1 ; Wait for extruder to heat\n
; temperature = 210
; threads = 8
; toolchange_gcode =
; travel_speed = 50
; use_firmware_retraction = 1
; use_relative_e_distances = 1
; use_volumetric_e = 0
; variable_layer_height = 0
; wipe = 0
; wipe_tower = 0
; wipe_tower_per_color_wipe = 15
; wipe_tower_width = 60
; wipe_tower_x = 180
; wipe_tower_y = 140
; z_offset = 0
; clip_multipart_objects = 0
; dont_support_bridges = 0
; elefant_foot_compensation = 0
; extrusion_width = 0
; first_layer_height = 0.6
; infill_only_where_needed = 0
; interface_shells = 0
; layer_height = 0.4
; raft_layers = 0
; seam_position = aligned
; support_material = 1
; support_material_angle = 0
; support_material_buildplate_only = 0
; support_material_contact_distance = 0.2
; support_material_enforce_layers = 0
; support_material_extruder = 1
; support_material_extrusion_width = 0
; support_material_interface_contact_loops = 0
; support_material_interface_extruder = 1
; support_material_interface_layers = 3
; support_material_interface_spacing = 0
; support_material_interface_speed = 0
; support_material_pattern = rectilinear-grid
; support_material_spacing = 5
; support_material_speed = 0
; support_material_synchronize_layers = 0
; support_material_threshold = 25
; support_material_with_sheath = 1
; support_material_xy_spacing = 50%
; xy_size_compensation = 0
; bottom_solid_layers = 2
; bridge_flow_ratio = 1
; bridge_speed = 0
; ensure_vertical_shell_thickness = 1
; external_fill_pattern = rectilinear
; external_perimeter_extrusion_width = 0
; external_perimeter_speed = 0
; external_perimeters_first = 0
; extra_perimeters = 1
; fill_angle = 45
; fill_density = 10%
; fill_pattern = rectilinear
; gap_fill_speed = 0
; infill_every_layers = 1
; infill_extruder = 1
; infill_extrusion_width = 0
; infill_overlap = 25%
; infill_speed = 0
; overhangs = 1
; perimeter_extruder = 1
; perimeter_extrusion_width = 0
; perimeter_speed = 0
; perimeters = 2
; small_perimeter_speed = 0
; solid_infill_below_area = 70
; solid_infill_every_layers = 20
; solid_infill_extruder = 1
; solid_infill_extrusion_width = 0
; solid_infill_speed = 0
; thin_walls = 1
; top_infill_extrusion_width = 0
; top_solid_infill_speed = 0
; top_solid_layers = 2 -
RE: Suggestions on my layer shift issues?posted in General Discussion
Here is what went into my calculation:
Target Speed 40 mm/sec
Delta Smallest Rod Angle 30 degrees
Belt pitch 3 mm
Pulley Size 20 teeth
Motor Current (Used) 2 amps
Motor Inductance 3.00 mH
Step Size 0.9 Degrees
Rated Current 2 amps
Rated Holding Torque 0.46 NcmMaximum Belt Speed 69 mm/sec
Max Motor Revs 1.2 second
Back EMF due to inductance 4.5
Back EMF due to rotation 1.2Suggested voltatge 7.7
-
RE: Suggestions on my layer shift issues?posted in General Discussion
The above print is at 25mm/s print, 40mm/s travel.
40mm/s gives me 5.7 volts on the calculation (7.7 if you add a couple of extra volts). I am running 12v and am happy to upgrade to 24 as needed. The power supply has ample amperage and my bed heater is running on mains.
-
RE: Someone smarter than me…....Please Helpposted in General Discussion
In my work we use SCRs to control large heaters - our systems will typically have 10-20 SCRs and draw 200amps at 240V. Heating 20 ton equipment to 700F.
SCRs are GREAT, BUT they can fail "ON". Be sure you have a Thermal Limit Safety Switch to interrupt power if this happens. I am sure most any kind of contactor can fail on. So, everyone should have a safety on their bed heater unless you KNOW that your heater will not get too hot when left running wide open.
I've had one house burn down (not related to 3D printing). I am not going through that again!
I use a Bradford White Reset Thermal Switch 239-43676-01 (you can stick that in google and find it). It is meant for a water heater. I close it for easy mounting. But there are lots of options.
Mine is mounted about 50mm from the heater. For $10, it is worth the peace of mind.
-
Suggestions on my layer shift issues?posted in General Discussion
Large delta with Duet Wifi.
I am having layer shift issues. It seems it is ALWAYS:
- Between 1CM and 2.5CM into the print
- When my prints are large - as in 250mm across
If I print something smaller, say 50mm across, it never seems to happen
It does not always happen when I print large items
I am always printing slow (need to get it reliable first), typically running about 15-30mm/sWhat I have tried to fix and or have changed for other reasons:
- Checked for binding, found a bit and fixed it
- Upped drivers to 2A with 60% holding
- Switched from GT2 to GT3 (in case it was a belt slip)
- Moved from Nema 17 1.8 to Nema 17 0.9 steppers (to not loose resolution with larger GT3 pulleys)
- Added cooling fans to Steppers (they were VERY hot, now run about 80-85F [less than 30C])
- Added fan for Duet (though driver chips never seemed hot)
The cooling fans on the steppers seemed to have helped as I could NOT get a complete large print before that point. Now I can…. sometimes.
What seems weird, is that if a single tower had an issue - belt slip or stepper issue, it should cause one end of the print to be high or low. But that is not the case.
In the pictures, I choose to let this print finish because I can 'fix' this part manually. This part is about 10in / 25cm across in X and Y on this print. Shift roughly 6-8mm. With a part this far across, it seems a shift would be catastrophic as it would lift one side a bunch, or grind the head into one side a bunch.
There is no way for my bed to shift without it being noticed - and that seems to me to be the 'logical' way for a shift like this to happen.
A bit more data that may or may not be relevant....
Parts designed in F360
Sliced with Slic3r Prusa edition (latest)
Printer uses THK 15 size linear rails (bit bigger than those used on small deltas)
Printer uses a flying extruder, but the weight of it is held from the frame of the delta, not from the carriagesThe attached pictures show the shift about 20mm into the print, and a possible smaller shift about 20mm higher.
Suggestions on what to check/change/investigate from here?
Thanks,
Frank


-
Printing Status Issues & Suggestionsposted in Duet Web Control wishlist
My FW might be a bit out of date, last updated about 8 weeks ago. So beat me over the head if some of these items have changed….
My setup is a large delta with Duet Wifi. Printable area approx 550mm diameter x 550mm height. I am using it to print parts for lost PLA casting of Aluminum. These are likley larger parts than most (but not all) folks print.
The printing status area of the UI has some peculiarities for me.
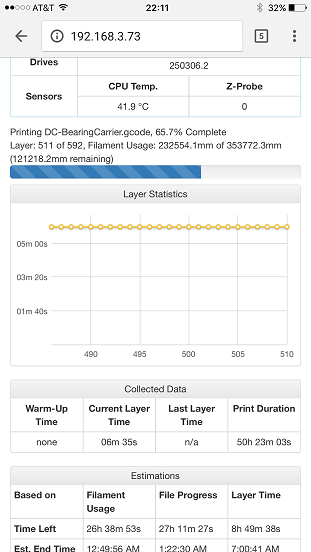
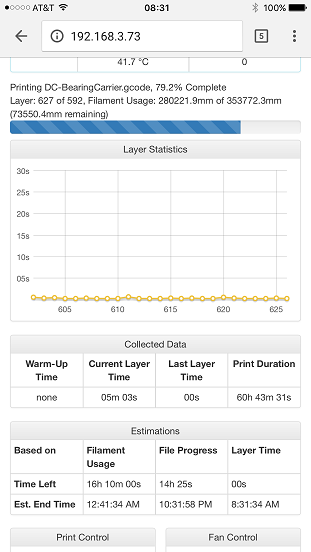
The example screen shots are from the same print. The second is taken about 8-10 hours after the first.
These items seem to be bugs:
1. Total layers shows less than the real total. In the example shots, it shows "Layer: 511 of 592" and then later it shows "Layer: 627 of 592". 592 is not the correct number of layers.
2. Last layer times show "n/a" and "00s", neither of which are correct.
3. Layer Statistics Graph on the later screen shot shows close to 0 for layer times, but this clearly is not correct.
These items are "It would be nice if....":
4. At some point it would be nice to show Filament Usage data in cm, then meters. When a print needs multiple 1KG reels, it's way to many digits when displayed in mm.
5. Est End Time it would be nice to include a date when the end time is not today. As you can see, this is a 2.5 Day print. I'm old and get easily confused
")
Please forgive my English, I'm Texan!
-
PanelDue or Tablet?posted in General Discussion
I've decided I need a dedicated interface for my large delta running on a Duet Wifi. Something mounted to the printer.
A cheap 10" Android tablet is less than a PanelDue and Screen. And, the tablet can be used to transfer G-code files from my Google Drive to the Duet.
So I am leaning towards the tablet. I should note that I have NO Android experience (I'm in the iOS camp), but would only be using the browser.
But, $$ is not really a motivating factor. And in the not too distant future I hope to use FTP to transfer my G-code files from my PC.
Is there a reason to go with the PanelDue that I should consider.
Thanks,
Frank
-
RE: Connect issues on a specific computer after upgrading to Wifiposted in General Discussion
Well, I am not on a 'corporate' network, but do use the same router (mikrotik) as we use at office and datacenter. There are 3 sub-nets in the house (hard wired PCs/wireless stuff/entertainment equipment) and a permanent VPN to the office.
But with the duet and PC on the same subnet, it really should not have anything to do with the router/network topo.
If you have some alpha code you want tested, I am happy to be a test mule… Can easily setup routed/un-routed/NAT/etc access for testing.
-
RE: Connect issues on a specific computer after upgrading to Wifiposted in General Discussion
I have a similar issue, Mine is a new install. I can access Duet Wifi from my iPhone, iPad and my Son's laptop (using Chrome). When I try from my Desktop the browser page does not load. Sometimes it will change the tab title (so it does receive some data from Duet). Other times nothing.
Tried uppgrading firmware (all three). Upgrade went fine. Seems to crash the Wifiserver less often, but still does not work from my desktop.
I can ping the Duet from my desktop. Both are on the same sub-net. Have tried Chrome/Firefox/Edge from my desktop.
It usually reboots the Wifiserver with and Exception.
Wifiserver reports signal strength of -47.
Suggestions?